
Silicone is a high-performance synthetic elastomer derived from silicon, carbon, hydrogen, and oxygen, valued for its extreme temperature resistance and chemical stability. Many procurement managers and engineers struggle with component failure due to selecting materials that cannot withstand harsh environmental stressors. Using the wrong elastomer leads to frequent maintenance cycles and significant capital waste in industrial operations. Understanding how to manufacture silicone products provides you with the strategic insight needed to optimize your supply chain and ensure long-term product durability.
What is silicone rubber exactly?
Silicone rubber is an inorganic polymer that maintains its mechanical properties across a vast temperature range, making it essential for modern how to manufacture silicone products. It differs from organic rubbers because its backbone consists of siloxane bonds rather than carbon-to-carbon chains. This unique atomic structure grants the material its signature resistance to UV radiation, ozone, and extreme heat.
Is there a difference between silicone and silicon?
Silicon is a naturally occurring chemical element found in sand, whereas silicone is a man-made polymer synthesized for industrial use. While silicon is a brittle semiconductor, silicone is a flexible, rubbery material used in everything from gaskets to medical valves.
- Silicon: A raw element (Si) on the periodic table.
- Silicone: A complex synthetic polymer (R2SiO)n.
Think about it:
The chemistry of the bond determines the performance of your part.
How did the industry develop?
The silicone industry began in the 1940s to meet the demand for high-temperature insulators in aerospace and electrical applications. Over decades, advancements in platinum curing and liquid injection molding have expanded its use into the medical and food-grade sectors.
- 1940s: Commercial production of silicone resins begins.
- 1970s: Introduction of high-purity liquid silicone rubber.
You might be wondering:
How does this historical reliability impact today’s standards?
Key Takeaway: Silicone is a synthetic engineering material distinct from the raw element silicon, designed specifically for environmental resilience.
| Property | Silicon | Silicone Rubber |
|---|---|---|
| Primary State | Solid/Metallic | Flexible/Elastic |
| UV Resistance | N/A | Excellent |
| Common Use | Semiconductors | Seals and Gaskets |
The data above clarifies why choosing the processed polymer is necessary for elastic applications.
How is raw silicone rubber produced?
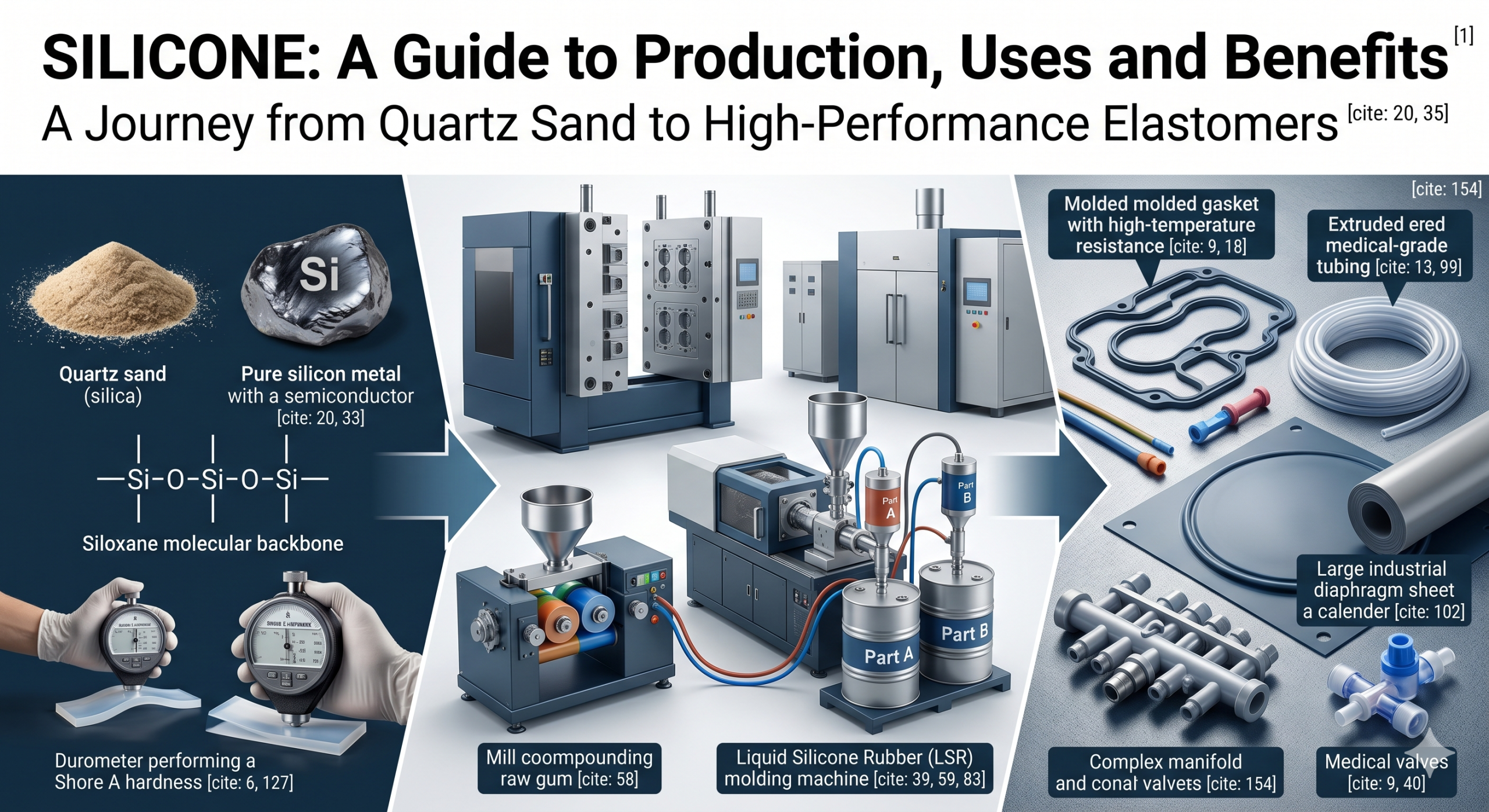
The production of raw silicone involves a multi-stage chemical synthesis that begins with the reduction of quartz sand into pure silicon. When investigating how to manufacture silicone products, you must first understand the hydrolysis of chlorosilanes into long-chain siloxane polymers. These base polymers are then compounded with fillers and catalysts to create the “gum” used in various molding methods.

What is the chemical synthesis process?
Synthesis starts by reacting silicon metal with methyl chloride at high temperatures to produce dimethyldichlorosilane. This precursor is distilled and then mixed with water to initiate hydrolysis, forming the polydimethylsiloxane backbone.
- Reduction: Extracting silicon from silica at 1900°C.
- Distillation: Purifying the monomer streams.
The bottom line:
Purity at the molecular level prevents failures in the field.
How does vulcanization work?
Vulcanization is the curing process where individual polymer chains are cross-linked to transform a sticky paste into a solid elastomer. This is typically achieved using heat combined with either peroxide or platinum catalysts to trigger the chemical bond.
- Peroxide Curing: Often used for high-consistency rubber.
- Platinum Curing: Essential for medical and food-contact parts.
Believe it or not:
Platinum curing produces zero byproducts, ensuring maximum purity.
Key Takeaway: Raw production relies on precise chemical distillation and controlled cross-linking to achieve specific material grades.
| Stage | Action | Output |
|---|---|---|
| Extraction | High-heat reduction | Pure Silicon Metal |
| Polymerization | Hydrolysis | Polydimethylsiloxane |
This summary tracks the transformation from common sand to high-tech industrial polymers.
Which common silicone types exist?
There are several distinct categories of silicone, ranging from liquid resins to solid gums, each requiring specific methods for how to manufacture silicone products. The choice of type depends on the required precision, production volume, and the complexity of the part geometry. Most industrial applications utilize either Liquid Silicone Rubber (LSR) or High Consistency Rubber (HCR).
What is Liquid Silicone Rubber?
Liquid Silicone Rubber (LSR) is a two-component system that remains a pumpable liquid until it is mixed and heated in a mold. It is the preferred choice for high-volume, automated production of intricate parts like o-rings and medical seals.
- Viscosity: Low, allowing for easy flow into complex cavities.
- Cycle Time: Rapid curing for high-speed manufacturing.
It gets better:
LSR eliminates the need for manual material handling.
What is High Consistency Rubber?
High Consistency Rubber (HCR), also known as solid silicone, has a clay-like texture and is usually processed via compression or extrusion. It is highly valued for its superior physical strength and tear resistance in heavy-duty industrial gaskets.
- Form: Solid blocks or continuous strips.
- Durability: Higher tensile strength compared to standard LSR.
But wait, there’s more:
HCR is significantly more cost-effective for large-scale, simple shapes.
Key Takeaway: Selecting between LSR and HCR is the most critical decision in balancing part complexity with production budget.
| Feature | LSR | HCR |
|---|---|---|
| Material State | Two-part Liquid | Solid Gum |
| Best Application | Complex/Small Parts | Large/Simple Parts |
The comparison above helps engineers align material selection with specific manufacturing workflows.
How does raw material become a product?
The transition from raw gum to a finished component involves rigorous design validation followed by material preparation. Learning how to manufacture silicone products requires you to master the compounding stage, where pigments and additives are integrated into the base silicone. This ensures the final product meets the specific color, hardness, and flame-retardant requirements of your industry.

What are the development stages?
Product development begins with 3D modeling and Design for Manufacturing (DFM) analysis to ensure the silicone can flow properly. Prototyping allows you to test the fit and function before committing to expensive production-grade tooling.
- DFM: Optimizing part geometry for easy release.
- Tooling: Creating the metal cavities for mass production.
Here is the kicker:
A small design tweak can reduce scrap rates by 30%.
How is material prepared?
For solid silicone, the material is placed on a two-roll mill where colorants and curing agents are added through mechanical shearing. For liquid systems, the preparation involves connecting two drums to a metering system that mixes the components just before injection.
- Compounding: Ensuring uniform distribution of additives.
- De-airing: Removing bubbles to prevent internal voids.
The best part?
Custom compounding allows you to create unique material properties.
Key Takeaway: Success in silicone production is built on a foundation of expert design and precise material compounding.
| Phase | Core Activity | Objective |
|---|---|---|
| Design | 3D Simulation | Flow Optimization |
| Preparation | Two-roll Milling | Color and Catalyst Blending |
This guide provides a roadmap for moving from conceptual designs to physical manufacturing.
What mold materials are used?
Silicone molds are primarily constructed from metals that can withstand high temperatures and clamping pressures during how to manufacture silicone products. The material choice directly influences the surface finish of your part and the total number of cycles the tool can survive. While steel is the gold standard for high-volume production, aluminum serves as a viable alternative for rapid prototyping.
Why use aluminum molds?
Aluminum molds are frequently used for low-volume production or pilot runs because they are faster and cheaper to machine than steel. They offer excellent thermal conductivity, which can lead to faster heating cycles during the curing phase.
- Cost: Lower initial investment for tooling.
- Speed: Reduced lead times for initial samples.
Keep this in mind:
Aluminum is a softer metal and will wear down over time.
Is stainless steel better for production?
Stainless steel is the preferred choice for high-volume mass production due to its extreme durability and resistance to chemical corrosion. It allows for highly polished finishes and maintains tight tolerances over hundreds of thousands of shots.
- Longevity: Capable of producing millions of parts.
- Precision: Minimizes dimensional drift over long runs.
You might be wondering:
Is the higher upfront cost of steel worth it for your project?
Key Takeaway: Aluminum is ideal for testing and low volumes, while steel is necessary for industrial-scale reliability.
| Material | Tool Life | Initial Cost |
|---|---|---|
| Aluminum | ~5,000 Cycles | Low |
| Stainless Steel | >500,000 Cycles | High |
The table provides a clear comparison of mold longevity versus initial capital expenditure.
Which molding processes are best?
The most effective molding process depends on the geometry of your part and the specific grade of material required for how to manufacture silicone products. Injection molding is the modern standard for high-precision, high-speed production, whereas compression molding remains the most cost-effective solution for simple, large-scale parts. Understanding the trade-offs between these methods allows you to optimize both quality and unit cost.

How does injection molding work?
Injection molding involves feeding Liquid Silicone Rubber through a chilled barrel into a heated mold cavity. This process is highly automated, ensuring consistent part quality with minimal human intervention and very low scrap rates.
- Automation: Reduces labor costs significantly.
- Precision: Achieves extremely tight tolerances for small parts.
Here is the deal:
Automation makes injection molding the cheapest option at scale.
What is compression molding?
In compression molding, a pre-measured “charge” of solid silicone is placed directly into an open mold cavity. The mold is then closed under high pressure, forcing the material to take the shape of the cavity as it cures.
- Tooling: Less complex and cheaper to manufacture.
- Flexibility: Ideal for large, heavy-duty industrial components.
Believe it or not:
This method is still the best for heavy industrial gaskets.
Key Takeaway: Injection molding wins for precision and speed, while compression molding is the champion of cost-efficiency for simple shapes.
| Process | Primary Material | Degree of Automation |
|---|---|---|
| Injection | LSR | High |
| Compression | HCR | Low/Moderate |
Use this analysis to determine which molding strategy fits your current production volume.
Are there other shaping methods?
Beyond molding, silicone can be shaped through continuous processes like extrusion and calendering to create long-form how to manufacture silicone products. These methods are essential for producing items like medical tubing, door seals, and industrial sheets that cannot be made in a standard mold. Each method utilizes high-consistency rubber (HCR) and requires specialized downstream equipment for curing.
How does extrusion molding work?
Extrusion forces uncured silicone through a shaped die to create a continuous profile, which then passes through a horizontal or vertical curing oven. This is the primary method for manufacturing everything from flexible drinking straws to complex automotive window seals.
- Uniformity: Creates consistent cross-sections over miles of material.
- Versatility: Can produce hollow tubes or solid cords.
Think about it:
Extrusion is the only way to produce infinite lengths of material.
What is calendering?
Calendering involves passing silicone through a series of heavy-duty rollers to press it into thin, uniform sheets. These sheets are often reinforced with fabric or fiberglass to create high-strength industrial diaphragms and conveyor belts.
- Thickness: Offers precise control over sheet gauge.
- Reinforcement: Easily integrates internal fabric layers.
The bottom line:
Calendering is the go-to process for industrial-grade sheeting.
Key Takeaway: Extrusion and calendering are indispensable for producing continuous silicone profiles and reinforced sheets.
| Method | Product Example | Key Benefit |
|---|---|---|
| Extrusion | Medical Tubing | Continuous length |
| Calendering | Industrial Gasket Sheets | Uniform thickness |
This summary highlights the best methods for non-molded silicone product formats.
Why is secondary vulcanization used?
Secondary vulcanization, often called post-curing, involves placing finished parts into a specialized oven for several hours after they have been molded. This step is vital in how to manufacture silicone products that must meet strict FDA or medical safety standards. It ensures that any volatile residual chemicals are fully removed, resulting in a cleaner, more stable, and higher-performing final part.
What happens during post-curing?
Post-curing eliminates volatile organic compounds (VOCs) and leftover peroxide byproducts that can cause outgassing or odors. It also completes the cross-linking process, which improves the material’s compression set and overall tensile strength.
- Safety: Critical for food-contact and medical applications.
- Stability: Prevents the part from shrinking or deforming later.
You might be wondering:
Why don’t all manufacturers include this step by default?
Is it necessary for all parts?
While post-curing is mandatory for medical and food-grade silicone, it may be optional for basic industrial parts like bumpers or spacers. However, for any component requiring high dimensional stability or low outgassing, this secondary step is non-negotiable.
- Mandatory: Baby bottle nipples, surgical tubes, food seals.
- Optional: Basic industrial vibration dampeners.
Here is the deal:
Post-curing is what separates consumer-grade silicone from industrial-grade.
Key Takeaway: Post-curing is an essential quality assurance step that ensures material safety and long-term mechanical stability.
| Condition | Odor/Volatiles | Dimensional Stability |
|---|---|---|
| Pre-Post Cure | Present | Moderate |
| After Post-Cure | Removed | High |
This comparison shows why high-performance industries always insist on secondary vulcanization.
How is silicone quality tested?
Quality testing is the final barrier that ensures every part meets the rigorous performance specifications required for how to manufacture silicone products. Manufacturers use specialized instruments to measure the physical properties of the rubber, such as its hardness, stretchability, and resistance to permanent deformation. These tests prove that the chemical curing process was successful and that the material will function as intended in the field.

How do we check hardness?
Hardness is measured using a Durometer, typically on the Shore A scale, which tests the material’s resistance to indentation. This is a critical metric because it determines the sealability and flexibility of the component in its final assembly.
- Soft Silicone: 10–30 Shore A (highly flexible).
- Hard Silicone: 70–90 Shore A (firm and rigid).
But wait, there’s more:
Hardness can change if the curing time or temperature is off.
What is tensile testing?
Tensile testing involves pulling a sample of the silicone until it snaps to measure its ultimate breaking strength and percentage of elongation. This test confirms that the material can handle the mechanical stresses of its intended environment without failing prematurely.
- Elongation: Measures how much the part can stretch (often >500%).
- Tensile Strength: Measures the force required to tear the rubber.
The best part?
Digital testers provide a “fingerprint” of your material’s health.
Key Takeaway: Hardness and tensile tests are the most reliable indicators of a successful manufacturing and curing cycle.
| Test Type | Metric Measured | Industry Standard |
|---|---|---|
| Durometer | Surface Hardness | ASTM D2240 |
| Tensile | Breaking Strength | ASTM D412 |
Follow these testing protocols to ensure your silicone parts never fail under pressure.
How to choose a manufacturer?
Choosing a partner involves evaluating their technical equipment, cleanroom capabilities, and their overall experience in how to manufacture silicone products. A high-quality manufacturer should offer comprehensive engineering support, from initial DFM analysis to final quality certification. You should look for a partner that prioritizes transparency and provides detailed material traceability for every batch they produce.
What should you look for in a partner?
The ideal manufacturer possesses in-house tooling capabilities and is certified to ISO 9001 or ISO 13485 standards. They must demonstrate a deep understanding of different silicone grades and have the capacity to scale from prototypes to millions of units.
- Certifications: Ensuring compliance with international quality laws.
- In-house Tooling: Reducing lead times and improving mold precision.
Keep this in mind:
A manufacturer who offers design feedback is a partner, not just a vendor.
How to assess quality standards?
Request to see their inspection reports and material certifications (COAs) to verify the source of their raw silicone. A reputable manufacturer will openly share their defect rates and allow for third-party audits of their facility and cleanroom environments.
- Traceability: Tracking every part back to the raw material batch.
- Transparency: Willingness to share testing data and process controls.
The bottom line:
Documented quality is the only way to ensure project success.
Key Takeaway: Prioritize manufacturers who combine advanced automation with transparent quality control and material traceability.
| Criterion | High-End Partner | Low-Cost Vendor |
|---|---|---|
| Certifications | ISO 9001 / 13485 | None / Basic |
| Traceability | Full Batch Tracking | Minimal |
Use these criteria to filter and select a silicone manufacturing partner that protects your brand.
FAQ
Can I use silicone for high-pressure hydraulic seals?
Concise judgment: Yes, but only if you select a high-tear-strength grade and optimize the seal geometry for compression.
What’s the best way to reduce my unit price?
Concise judgment: The best way is to design for automated LSR injection molding and use multi-cavity stainless steel molds for high volumes.
How do I know if my part needs medical-grade silicone?
Concise judgment: Your choice depends on the application; any part with prolonged skin contact or internal fluid transfer requires medical certification.
Can I mix different colors in a single molded part?
Concise judgment: Yes, through overmolding or multi-shot molding, you can bond different colors or hardness levels into one component.
What’s the best material for a mold that needs 10,000 parts?
Concise judgment: The best material is usually a P20 steel or high-grade aluminum, balancing cost with the required tool life.
To ensure your next project meets the highest industrial standards, contact us today.