
You often struggle with finding a material that maintains high-performance standards under extreme thermal and chemical stress. Using inferior elastomers leads to seal degradation, product leakage, and costly manufacturing delays that threaten your project’s success. Liquid Silicone Rubber (LSR) offers the ultimate solution with its high-purity, platinum-cured chemistry and precision molding capabilities. LSR is a versatile, two-component synthetic elastomer primarily used for creating high-precision, durable parts through injection molding. Learning how to manufacture silicone products with this material allows you to leverage its unique biocompatibility and environmental resistance for critical applications.

What Makes Liquid Silicone Rubber a Superior Material?
LSR is superior due to its remarkable thermal stability, low compression set, and ability to be injection molded into complex shapes with high precision. Understanding how to manufacture silicone products using this liquid-state material ensures your components remain flexible and functional across a temperature range of -60°C to 200°C.
What is the chemical composition of LSR?
LSR is a platinum-cured silicone consisting of a polymer backbone of silicon, oxygen, carbon, and hydrogen. This inorganic backbone provides the material with its characteristic resistance to UV radiation and ozone.
- Polymers: Long polydimethylsiloxane chains.
- Silica: Provides reinforcement and strength.
- Platinum Catalyst: Facilitates the cross-linking process.
Key differences between LSR and solid silicone (HCR)
LSR and High Consistency Rubber (HCR) differ significantly in their viscosity and curing methods. While HCR is peroxide-cured and gum-like, LSR is platinum-cured and flows easily under pressure.
Here is the kicker:
Because LSR is a closed-loop system, it significantly reduces the risk of contamination during the molding process. This makes it a go-to choice for sensitive medical and food-grade components.
- Viscosity: LSR is liquid; HCR is a solid gum.
- Curing: Platinum-cured vs. peroxide-cured.
- Processing: Injection molding vs. compression molding.
Why is low viscosity ideal for complex parts?
The low viscosity of LSR allows the material to flow into thin-walled sections and intricate mold cavities without high injection pressure. This results in consistent wall thickness and minimizes the flash often seen in traditional rubber molding.
- Flowability: Fills micro-features effortlessly.
- Precision: Maintains tight tolerances in small parts.
- Efficiency: Reduces injection pressure requirements.
Key Takeaway: LSR’s liquid nature enables the creation of complex, high-precision parts that other elastomers cannot achieve.
| Feature | LSR Benefit |
|---|---|
| Viscosity | Low and flowable |
| Cure System | Platinum-catalyzed |
| Precision | High for micro-parts |
LSR provides unmatched flowability, making it the premier choice for intricate industrial designs.
How is Liquid Silicone Rubber Produced from Raw Silica?
LSR is produced through a multi-stage chemical process that transforms naturally occurring quartz sand into high-purity polydimethylsiloxane chains. This refinement process is the foundation for learning how to manufacture silicone products that meet stringent international quality standards.
From quartz sand to pure silicon extraction
The production begins by heating quartz sand to 1800°C to extract pure silicon. This silicon is then reacted with methyl chloride to create dimethyldichlorosilane, the precursor for silicone polymers.
Think about it:
Every high-performance gasket you use started as common sand before undergoing this intense chemical transformation.
- Quartz Heating: Conversion of silica to silicon.
- DMDCS Production: Reaction with methyl chloride.
- Hydrolysis: Turning chemicals into PDMS chains.
The chemical synthesis of polydimethylsiloxane chains
Synthesis involves the hydrolysis of silanes to create linear polydimethylsiloxane (PDMS) chains. These chains are the building blocks that determine the final material’s elasticity and thermal characteristics.
- Chain Building: Formation of the silicone backbone.
- Polymerization: Controlling molecular weight for viscosity.
- Purification: Removing volatile by-products.
How do additives modify silicone properties?
Additives like colorants, heat stabilizers, and reinforcing fillers are mixed into the base polymer to achieve specific physical properties. These modifications allow for customization of hardness, color, and electrical conductivity.
- Fillers: Add silica for improved tear strength.
- Pigments: Provide exact color matching for branding.
- Stabilizers: Increase resistance to extreme temperatures.
Key Takeaway: The transformation from silica to LSR involves precise chemical engineering to ensure material purity and performance.
| Stage | Process Type |
|---|---|
| Raw Material | Silica/Quartz sand |
| Chemical Base | PDMS chains |
| Customization | Functional additives |
Understanding the chemical origin of LSR helps engineers predict its behavior in various environmental conditions.
How to Manufacture Silicone Products Using LSR Injection?
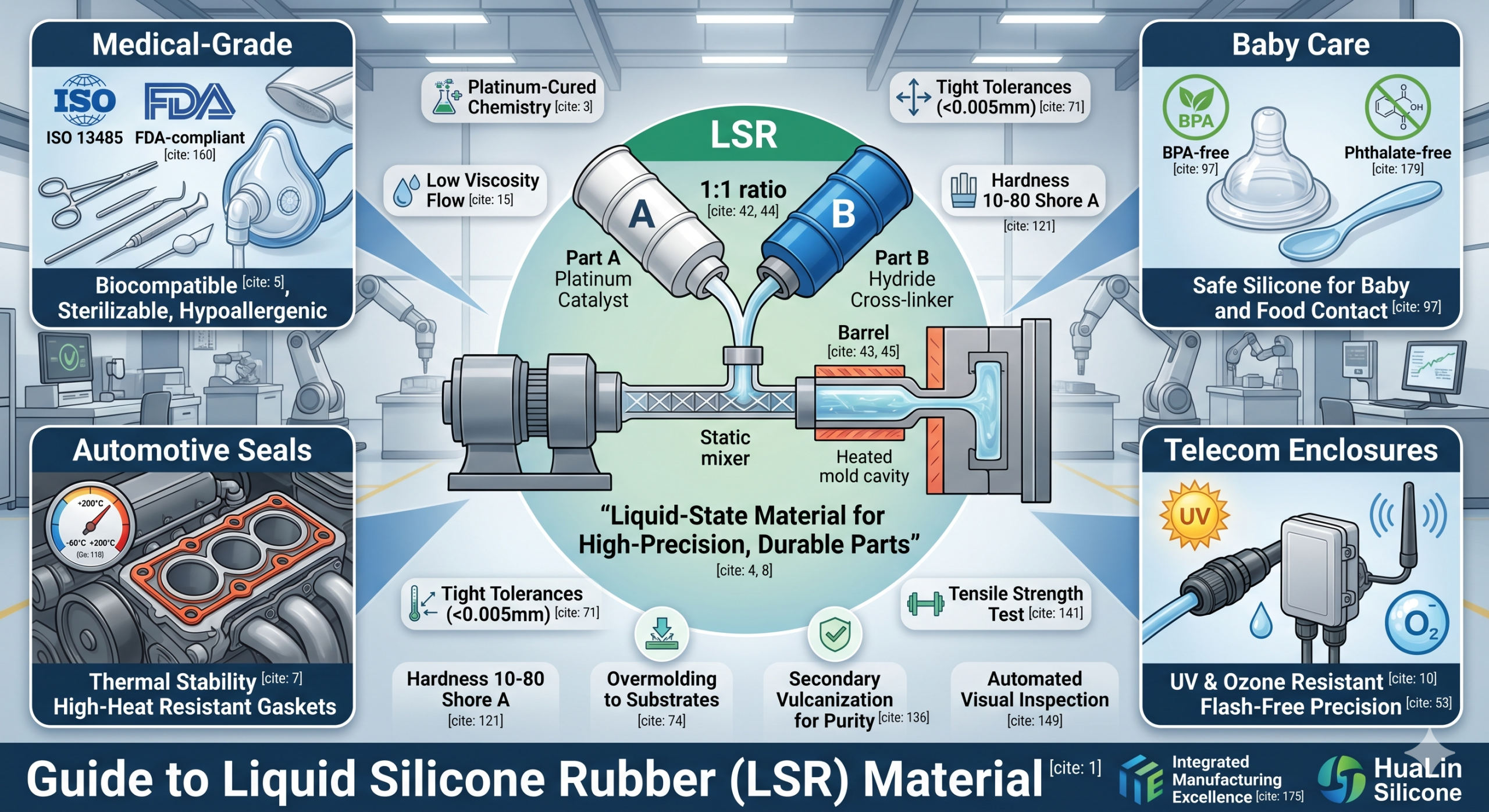
Silicone products are manufactured using LSR injection molding, which utilizes a cold runner system to inject mixed components into a heated mold cavity. Mastering how to manufacture silicone products via injection molding allows for high-volume production with minimal manual labor and maximum consistency.
The critical 1:1 mixing of components A and B
LSR is supplied as two separate components, Part A (catalyst) and Part B (cross-linker), which must be mixed in a precise 1:1 ratio. A static mixer ensures the two components are thoroughly blended before entering the injection barrel.
- Part A: Contains the platinum catalyst.
- Part B: Contains the hydride cross-linker.
- Static Mixer: Achieves homogenous blending.
Step-by-step LSR injection molding process
The process starts with pumping the material through the mixer into the injection nozzle. The material is then shot into a heated mold, where it undergoes rapid vulcanization and takes its final shape.
But wait, there is more.
Unlike thermoplastics, LSR must be kept cool until it reaches the mold to prevent premature curing inside the machine.
- Pumping: Metering units deliver exact volumes.
- Injection: Material enters the cavity at high speed.
- Vulcanization: Heat triggers the cross-linking reaction.
Why is rapid heat-curing essential for speed?
The platinum-cured chemistry of LSR reacts instantly when exposed to high heat inside the mold. This allows for extremely short cycle times, often ranging from 30 to 90 seconds depending on the part thickness.
- Efficiency: Faster cycles increase daily output.
- Cost: Reduced machine time lowers per-part pricing.
- Throughput: Supports high-volume market demands.
Key Takeaway: LSR injection molding is a high-speed, automated process that delivers repeatable, flash-free components.
| Process Step | Temperature State |
|---|---|
| Mixing | Ambient/Cool |
| Injection | Chilled |
| Curing | Heated (170°C+) |
The temperature differential between the runner and the mold is what makes LSR molding so efficient.

Why is Precision Tooling Critical for LSR Molding?
Precision tooling is critical because LSR’s low viscosity makes it prone to “flashing” or leaking into gaps as small as five microns. Designing these tools correctly is a fundamental requirement when you analyze how to manufacture silicone products with zero defects and high dimensional accuracy.
Comparing aluminum and stainless steel molds
Stainless steel is the preferred material for high-volume LSR tools due to its durability and resistance to wear. Aluminum is often reserved for prototyping because it lacks the longevity required for the high pressures of mass production.
Make no mistake:
The tool material you choose directly impacts the surface finish and the total lifecycle cost of your project.
- Stainless Steel: High durability and corrosion resistance.
- Aluminum: Faster lead times for prototypes.
- Hardened Steel: Best for extremely high-volume runs.
How does DFM support prevent tooling failures?
Design for Manufacturing (DFM) identifies potential issues like trapped air, uneven cooling, or difficult ejection points before the tool is cut. Implementing DFM early reduces the need for expensive mold modifications later in the development cycle.
- Venting: Ensures air escapes to prevent burns.
- Gating: Optimizes flow for balanced filling.
- Ejection: Designs for smooth part removal.
Understanding cold runner system advantages
Cold runner systems keep the LSR material cool inside the delivery channels, preventing it from curing before it reaches the cavity. This eliminates runner waste and significantly lowers the cost per part for large production batches.
- Waste Reduction: No cured scrap in the runner.
- Cycle Time: Faster cooling as only the part cures.
- Consistency: Uniform pressure across all cavities.
Key Takeaway: High-quality LSR parts depend entirely on the precision, material, and cooling strategy of the injection mold.
| Tooling Factor | LSR Requirement |
|---|---|
| Tolerance | Extremely tight (<0.005mm) |
| Surface | Polished or textured |
| Venting | Vacuum venting required |
Precision tooling is the only way to prevent flash and ensure your parts meet strict tolerances.
How to Manufacture Silicone Products with Overmolding Tech?
Overmolding silicone products involves bonding LSR directly onto a secondary substrate, such as plastic or metal, to create a multi-material component. Utilizing how to manufacture silicone products with overmolding technology eliminates the need for manual assembly and improves the structural integrity of the final device.
Bonding silicone to plastic and metal substrates
Successful overmolding requires careful material selection to ensure a strong chemical or mechanical bond. Primers or self-adhesive LSR grades are frequently used to create a permanent seal between the silicone and the substrate.
- Chemical Bonding: Using self-bonding LSR grades.
- Mechanical Interlock: Designing holes or tabs for silicone to grip.
- Priming: Applying a chemical agent to the substrate.
What are the benefits of multi-shot injection?
Multi-shot injection allows both the substrate and the silicone to be molded in the same machine. This process reduces handling, prevents contamination, and ensures perfect alignment between the two materials.
Here is the bottom line:
By combining materials in one process, you reduce your supplier count and speed up your overall time-to-market.
- Efficiency: One-step manufacturing for complex parts.
- Quality: Reduced risk of interface contamination.
- Design: Allows for integrated soft-touch grips.
Solving adhesion challenges in hybrid parts
Adhesion can fail if the substrate temperature is too low or if the surface is contaminated with oils. Maintaining a clean manufacturing environment and optimizing mold temperatures are essential for preventing delamination.
- Cleaning: Degreasing metal parts before overmolding.
- Heat Control: Pre-heating substrates for better bonding.
- Testing: Peel tests to verify bond strength.
Key Takeaway: Overmolding is a sophisticated process that adds functional value and ergonomic comfort to complex industrial parts.
| Benefit | Impact |
|---|---|
| Assembly | Eliminated or reduced |
| Sealing | Waterproof and airtight |
| Durability | Integrated material strength |
Overmolding transforms simple parts into complex, high-value assemblies with superior performance characteristics.
Which Key Industries Benefit Most from LSR Properties?
Industries requiring high purity, extreme durability, and chemical inertness rely heavily on LSR for their most critical components. Evaluating how to manufacture silicone products for these sectors requires a deep understanding of industry-specific compliance and safety standards.
Medical-grade parts and biocompatibility
LSR is widely used in healthcare because it is biocompatible, hypoallergenic, and can withstand various sterilization methods like autoclaving. It is the material of choice for surgical tools, respiratory masks, and long-term implants.
What does this mean for you?
If you are designing for the medical field, LSR provides the safety and reliability that lives depend on every day.
- Respiratory: Mask seals and valves.
- Surgical: Handles and tubing connectors.
- Implants: Biocompatible long-term devices.
Safe silicone for baby care and food contact
In the consumer market, LSR is used for baby bottle nipples and kitchenware due to its lack of BPA and phthalates. It does not leach chemicals into food or water, making it the safest elastomer for family products.
- Nipples: Softness and bite resistance.
- Utensils: Heat resistance for cooking.
- Storage: BPA-free sealing lids.
High-performance automotive and telecom seals
Automotive and telecom sectors use LSR for under-the-hood seals and outdoor enclosures that must endure temperature swings and UV exposure. Its low compression set ensures that seals remain airtight for decades.
- Gaskets: High-heat seals for engines.
- Connectors: Waterproofing for electronics.
- Enclosures: UV-resistant outdoor seals.
Key Takeaway: From life-saving medical devices to high-speed communication seals, LSR is the invisible hero of modern technology.
| Industry | Primary Use Case |
|---|---|
| Medical | Biocompatible components |
| Baby Care | Non-toxic feeding products |
| Automotive | High-temp gaskets and seals |
LSR’s versatility across diverse industries stems from its unique balance of safety and extreme durability.

What are the Primary Physical Characteristics of LSR?
LSR is defined by its ability to maintain physical integrity and elasticity under environmental conditions that would destroy most other plastics. Monitoring how to manufacture silicone products requires verifying these characteristics through rigorous testing and material certification.
Thermal stability in extreme temperature ranges
LSR remains flexible at temperatures as low as -60°C and does not melt or become brittle at 200°C. This stability makes it ideal for aerospace applications and high-heat automotive environments.
The best part?
Even after thousands of hours of heat exposure, the material retains its shape and sealing force without hardening.
- Low Temp: Stays flexible, no cracking.
- High Temp: No melting or deformation.
- Flame Resistance: High ignition temperature.
Chemical, ozone, and UV radiation resistance
The inorganic nature of the silicone backbone provides natural protection against environmental degradation. LSR is resistant to most oils and chemicals, making it suitable for harsh outdoor and industrial settings.
- UV Stability: Does not yellow or crack in sunlight.
- Ozone Resistance: Essential for outdoor power equipment.
- Chemical Shield: Withstands exposure to detergents and acids.
Shore hardness and tear strength flexibility
LSR is available in various Shore A hardness levels, typically ranging from 10A to 80A. Its high tear strength prevents parts from ripping during assembly or when used in dynamic applications like bellows.
- Range: From soft gels to hard plastic-like rubber.
- Tear Strength: High resistance to nicking.
- Elongation: Ability to stretch and return to form.
Key Takeaway: The physical resilience of LSR ensures long-term reliability in environments that are hostile to organic elastomers.
| Property | Value Range |
|---|---|
| Hardness | 10 to 80 Shore A |
| Temperature | -60°C to +200°C |
| Elongation | High (300% to 600%) |
The combination of flexibility and resistance makes LSR the gold standard for high-performance engineering.
How Does the Secondary Vulcanization Process Work?
Secondary vulcanization, or post-curing, involves placing finished silicone parts in an oven at a specific temperature for several hours. This step is often necessary when you determine how to manufacture silicone products for medical or high-precision industrial applications.
Does post-curing improve mechanical properties?
Post-curing completes the cross-linking process, which can enhance the material’s tensile strength and reduce its compression set. This extra step ensures that the parts do not change shape or lose performance over time.
- Tensile Strength: Increased through full cross-linking.
- Compression Set: Improved for better sealing.
- Hardness: Stabilized to final specification.
Eliminating volatile compounds and odors
Heating the parts in a ventilated oven drives off residual volatiles and odors that might remain after the initial molding. This is particularly important for food-grade and medical-grade products to ensure safety and purity.
Here is the catch:
If you skip this step for regulated products, the remaining volatiles could cause failures during final quality audits or safety tests.
- Volatiles: Removal of siloxanes.
- Odor: Neutralizing typical material scents.
- Safety: Ensuring compliance with food safety laws.
Ensuring dimensional stability after molding
Post-curing allows the material to reach its final dimensions by allowing any slight shrinkage to occur in a controlled environment. This ensures that the parts you receive fit perfectly into your final assembly every single time.
- Shrinkage: Controlled completion of material contraction.
- Tolerance: Fixes the final shape of the part.
- Reliability: Prevents future dimension changes in the field.
Key Takeaway: Secondary vulcanization is a critical quality step that guarantees the purity and stability of high-end silicone products.
| Post-Curing | Benefit |
|---|---|
| Volatiles | Evaporated/Removed |
| Dimensions | Finalized/Stable |
| Purity | Increased for medical |
Post-curing is the final insurance policy for ensuring your silicone parts perform exactly as they were designed.
What Testing Methods Ensure High-Quality LSR Parts?
Testing methods for LSR parts include tensile testing, hardness verification, and automated visual inspections to confirm that every batch meets design specs. When you partner with a factory to learn how to manufacture silicone products, you must review their testing protocols to ensure consistent quality.
Measuring tensile strength and compression set
Tensile testing pulls a sample until it breaks to measure the maximum force the material can withstand. Compression set testing measures the material’s ability to return to its original thickness after being squeezed for an extended period.
- Tensile Test: Measures breaking point and elongation.
- Compression Set: Checks sealing recovery performance.
- Tear Test: Evaluates resistance to rip propagation.
What is durometer hardness testing?
Durometer testing uses a calibrated probe to measure the resistance of the silicone surface to indentation. This confirms the material is not too soft or too hard for its intended functional role in the final product.
Why does this matter?
Incorrect hardness can lead to assembly failures or the inability of a seal to hold pressure in real-world conditions.
- Shore A: The standard scale for LSR products.
- Consistency: Verifies uniformity across a batch.
- Function: Ensures proper tactile feedback.
The role of automated optical inspection (AOI)
AOI systems use high-resolution cameras and AI to scan every part for surface defects, air bubbles, or flash. This technology replaces manual inspection, providing faster and more accurate results for high-volume production lines.
- Speed: Inspects hundreds of parts per minute.
- Accuracy: Detects defects invisible to the eye.
- Traceability: Logs data for every part produced.
Key Takeaway: Rigorous testing is the only way to validate that your LSR parts will survive the demands of their end-use environment.
| Test Method | Target Measurement |
|---|---|
| Durometer | Surface Hardness (Shore A) |
| AOI | Visual/Surface Defects |
| FTIR | Chemical Composition |
Advanced testing protocols minimize risk and ensure that every delivered part is fit for its intended purpose.
How Can You Select the Best LSR Manufacturing Partner?
Selecting the right partner requires evaluating their certifications, engineering depth, and ability to scale production without sacrificing quality. Your choice of a partner who knows how to manufacture silicone products will determine whether your project launches on time or gets bogged down in quality issues.
Evaluating ISO 9001 and FDA certifications
A reliable manufacturer must hold ISO 9001:2015 certification to prove they follow a globally recognized quality management system. If you are in the medical or food industries, ensure they have FDA-registered facilities and follow GMP (Good Manufacturing Practices).
Don’t overlook this:
A certificate on the wall is only as good as the actual documentation and traceability they provide for every production batch.
- ISO 9001: Standardized quality management.
- IATF 16949: Essential for automotive supply chains.
- FDA/LFGB: Required for food and skin contact.
Assessing custom engineering and DFM expertise
Look for a partner that offers in-house mold making and strong Engineering Support to refine your designs before production. A partner that provides free DFM reviews can save you thousands of dollars in potential tooling rework.
- Tooling: In-house capability reduces lead times.
- Consultation: Expert advice on material selection.
- Prototyping: Rapid iterations before mass production.
Why is stable mass production consistency vital?
Consistency means that the 1,000,000th part is exactly the same as the first prototype you approved. Stable mass production is achieved through automated process controls, regular maintenance, and a strict quality culture within the factory.
- Automation: Reduces human error in high volumes.
- Process Control: Monitors machine pressure and heat.
- Maintenance: Regular tool cleaning for longevity.
Key Takeaway: The best manufacturing partner acts as an extension of your engineering team, offering both technical insight and production scale.
| Partner Criteria | Expert Level |
|---|---|
| Tooling | In-house design and build |
| Cleanliness | Dust-free molding rooms |
| Scale | High-speed automated lines |
Choosing a partner with a proven track record is the most effective way to de-risk your silicone product development.

Conclusion
Liquid Silicone Rubber remains the premier material for engineers seeking high-precision, durable, and biocompatible solutions. At HuaLin Silicone, we are committed to providing integrated manufacturing excellence that spans from initial DFM design to stable mass production. Our vision is to empower global innovators with precision-engineered silicone parts that redefine product performance and reliability. If you are ready to start your next project with an ISO-certified expert, contact us today for a comprehensive consultation and quote.
FAQ
- Question: Is LSR safer than standard plastic?
Answer: Yes, LSR is chemically inert and does not contain harmful additives like BPA or phthalates found in many plastics. - Question: Can LSR be recycled after manufacturing?
Answer: LSR is difficult to recycle into new silicone products due to its thermosetting nature, but it can be ground down for use as filler. - Question: What is the typical lead time for LSR tooling?
Answer: Typical lead times for precision LSR tools range from 3 to 6 weeks, depending on the complexity of the part. - Question: What is the best way to bond LSR to metal?
Answer: The best method involves using a self-bonding grade of LSR or applying a specialized primer to the metal surface before molding. - Question: Can I get custom colors for my LSR parts?
Answer: Yes, we can match any Pantone or RAL color by mixing high-purity pigments into the silicone components during injection.