
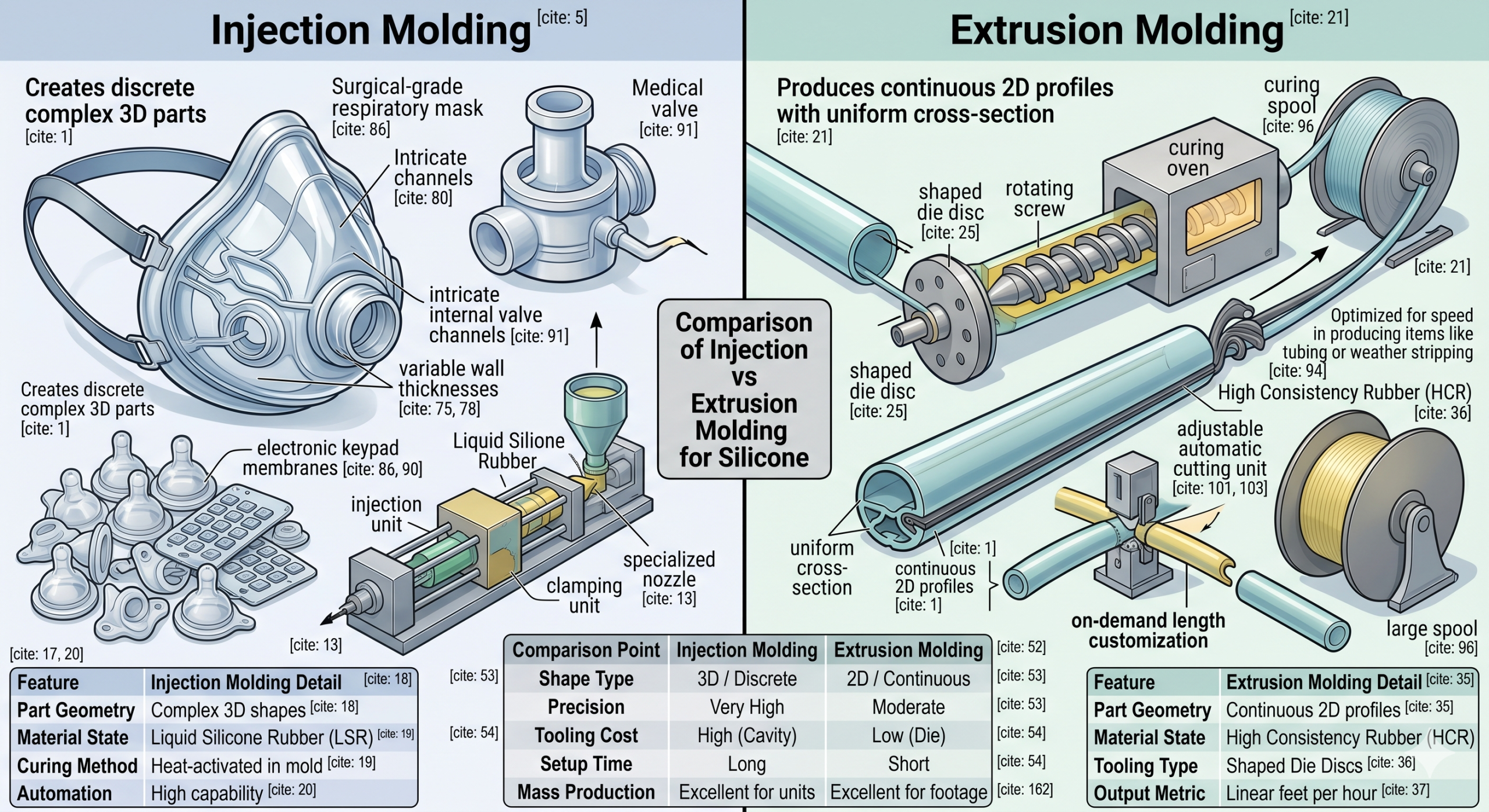
The primary difference between injection molding and extrusion molding is that injection molding creates discrete, complex 3D parts while extrusion produces continuous 2D profiles with a uniform cross-section. Selecting the incorrect manufacturing process for silicone components often leads to inflated production costs, delayed timelines, and structural part failure. Choosing the wrong path can result in gaskets that leak or expensive parts that lack the necessary durability. This guide clarifies the fundamental differences to ensure your next silicone mold project is optimized for both performance and budget.
1. What is injection molding for silicone?
Injection molding for silicone is a manufacturing process where liquid raw material is high-pressure injected into a closed silicone mold to create specific 3D shapes. This method is the oldest and most widely used for creating high-precision parts. It is particularly effective for high-volume production of intricate components.
How does the liquid silicone process work?
The process begins by mixing two components of Liquid Silicone Rubber (LSR) before injecting them into a heated cavity. Here is the deal: the cold material hits the hot mold, which triggers the chemical cross-linking process. This ensures that the final product maintains its shape after being ejected.
- Component A and B mixing.
- High-pressure injection phase.
- Thermal curing inside the cavity.
- Automated part ejection.
What are the main injection machine parts?
A standard injection system consists of an injection unit, a clamping unit, and a specialized nozzle. You might be wondering why this matters? The precision of these components directly determines the dimensional accuracy of your final parts and the lifespan of the tool.
- Metering pumps for ratio control.
- Water-cooled injection nozzles.
- Hydraulic or electric clamping systems.
- Static mixers for homogeneous material.
Key Takeaway: Injection molding is the go-to choice for complex, three-dimensional parts requiring high precision and automated cycles.
| Feature | Injection Molding Detail |
|---|---|
| Part Geometry | Complex 3D shapes |
| Material State | Liquid Silicone Rubber (LSR) |
| Curing Method | Heat-activated in mold |
| Automation | High capability |
The specific mechanical setup of an injection machine allows for the creation of discrete parts with zero manual intervention required for shaping.
2. What is silicone extrusion molding?
Silicone extrusion molding is a continuous manufacturing process that forces material through a shaped die to produce long lengths of a specific cross-section. Unlike a discrete silicone mold, this method focuses on constant output rather than individual part cycles. It is highly efficient for manufacturing products like tubing, seals, and gaskets.

How does the continuous extrusion process function?
The process utilizes a rotating screw to push raw silicone through a stainless steel die disc. The best part? This creates a profile that can be hundreds of feet long without any seams or interruptions. The extruded profile then passes through a curing oven to solidify its shape.
- Raw material feeding into the hopper.
- Screw-driven compression and transport.
- Die-shaping at the extruder head.
- In-line vulcanization and cooling.
What materials are used in silicone extrusion?
Most extrusion processes utilize High Consistency Rubber (HCR) due to its “green strength” which holds its shape before curing. Think about it: without this stiffness, the profile would collapse under its own weight before reaching the oven. This material choice distinguishes it significantly from injection methods.
- High Consistency Rubber (HCR).
- Solid silicone gum stocks.
- Color masterbatches and additives.
- Catalysts for heat curing.
Key Takeaway: Extrusion molding is optimized for two-dimensional profiles where length is a variable rather than a fixed design constraint.
| Feature | Extrusion Molding Detail |
|---|---|
| Part Geometry | Continuous 2D profiles |
| Material State | High Consistency Rubber (HCR) |
| Tooling Type | Shaped Die Discs |
| Output Metric | Linear feet per hour |
While extrusion excels at length, it cannot produce the complex internal geometries often found in high-performance valve designs.
3. How do the two molding methods differ?
The methods differ primarily in their dimensional output and the mechanical way they handle the silicone mold during production. While injection molding relies on a cyclical opening and closing of a cavity, extrusion is a steady, linear flow. This fundamental difference dictates everything from material selection to the final part’s physical properties.
How do dimensional capabilities vary?
Injection molding is restricted by the physical size of the mold plates and the machine’s clamping force. But there is more to the story: extrusion has virtually no limit on length but is strictly limited to 2D cross-sections. You cannot extrude a part that has varying thicknesses along its length.
- Injection: Limited by mold dimensions.
- Extrusion: Unlimited linear length.
- Injection: Variable wall thicknesses allowed.
- Extrusion: Constant wall thickness required.
Which process offers higher precision?
Injection molding generally offers higher precision because the material is contained within a rigid steel cavity during curing. Here is the deal: extruded parts may experience slight “die swell” as the material exits the nozzle, requiring more tolerance management. This makes injection superior for parts with tight interlocking tolerances.
- Micron-level accuracy in injection.
- Lower tolerance control in extrusion.
- Minimal shrinkage in LSR injection.
- High consistency in precision tooling for custom silicone molds.
Key Takeaway: The choice depends on whether you need a complex individual object or a long, repeating profile with standard dimensions.
| Comparison Point | Injection Molding | Extrusion Molding |
|---|---|---|
| Shape Type | 3D / Discrete | 2D / Continuous |
| Precision | Very High | Moderate |
| Tooling Cost | High (Cavity) | Low (Die) |
| Setup Time | Long | Short |
Understanding these differences is critical before committing to expensive silicone manufacturing case studies or full-scale production.
4. Which process is more cost-effective?
Extrusion is generally more cost-effective for long, simple profiles, whereas injection molding becomes economical for large volumes of complex parts. The initial design of the silicone mold typically drives the upfront investment. For small batches of complex shapes, the high tooling costs of injection can be a major barrier.
How do tooling costs compare?
Tooling for injection molding involves machining complex multi-part cavities from high-grade steel. Think about it: an extrusion die is essentially a flat plate with a hole cut in it, making it significantly cheaper to produce. This lower entry cost makes extrusion attractive for testing new profiles.
- Injection: Thousands of dollars per tool.
- Extrusion: Hundreds of dollars per die.
- Injection: Longer lead times for machining.
- Extrusion: Rapid prototyping of dies.
Does production volume affect the unit price?
Injection molding benefits heavily from economies of scale because automated multi-cavity tools can drop dozens of parts every minute. The best part? Once the expensive tool is paid for, the labor cost per part is extremely low. Extrusion costs remain relatively linear because the machine requires constant monitoring regardless of the length produced.
- High volume favors injection molding.
- Low volume favors extrusion or compression.
- Unit price drops significantly in injection.
- Material waste is often lower in extrusion.
Key Takeaway: Choose extrusion for lower upfront costs on profiles, but invest in injection molding for long-term savings on high-volume 3D parts.
| Cost Factor | Injection Molding | Extrusion Molding |
|---|---|---|
| Tooling Investment | High | Low |
| Scrap Rate | Low (with cold runners) | Very Low |
| Labor Intensity | Low (Automated) | Moderate (Monitoring) |
| Scalability | Excellent | Linear |
Evaluating your total budget must include both the initial tooling and the anticipated lifetime volume of the component.
5. What products suit injection molding?
Injection molding is perfectly suited for complex 3D parts like medical valves, automotive seals, and baby bottle nipples using a silicone mold. It allows for undercuts, varying wall thicknesses, and integrated features that are impossible to achieve via extrusion. High-performance industries rely on this method for its consistency and material purity.

Why choose injection for complex 3D shapes?
Injection molding allows you to place material exactly where it is needed within a three-dimensional space. Why does this matter? It enables engineers to design parts with functional snap-fits, internal threads, and varying textures. This versatility is essential for consumer electronics and medical device components.
- Allows for intricate internal channels.
- Enables multi-material overmolding.
- Supports complex “A-side” surface finishes.
- Maintains structural integrity in 3D.
What are common industrial applications?
Automotive and medical sectors utilize injection molding for safety-critical components that require repeatable performance. You can find these parts in everything from fuel systems to surgical tools. This process ensures that every piece coming off the line is identical to the first.
- Surgical grade respiratory masks.
- Automotive engine gaskets and o-rings.
- Electronic keypad membranes.
- High-pressure hydraulic seals.
Key Takeaway: If your design requires a specific 3D shape that cannot be cut from a long strip, injection molding is your only viable path.
| Product Category | Best Molding Method | Reason |
|---|---|---|
| O-Rings | Injection | Precise seal surface |
| Baby Nipples | Injection | Complex geometry |
| Phone Cases | Injection | Overmolding capability |
| Medical Valves | Injection | Critical tolerances |
Choosing a reliable custom silicone products manufacturer is the first step toward realizing these complex designs.
6. When should you choose extrusion molding?
You should choose extrusion molding when your product requires a consistent cross-sectional shape and long linear lengths. While it does not use a traditional 3D silicone mold, the process is unparalleled for speed in producing items like tubing or weather stripping. It is the most efficient way to generate high footage of a specific profile.
Why is extrusion ideal for tubing and gaskets?
Extrusion creates a seamless hollow or solid shape that can be wound onto large spools. The best part? You can cut the resulting “stock” product to any length required for the final application. This eliminates the need for multiple molds for different length requirements of the same gasket.
- No parting lines on the outer diameter.
- Consistent wall thickness for fluids.
- Hollow cores for air or gas transport.
- Fast production of door and window seals.
Can extrusion handle variable product lengths?
Extrusion handles length variability effortlessly by utilizing in-line cutting systems. Think about it: if you need 10-foot strips for one client and 50-foot strips for another, you simply adjust the cutter. This flexibility reduces inventory costs and allows for on-demand length customization.
- Adjustable automatic cutting units.
- Coiling options for shipping convenience.
- Continuous production without cycle breaks.
- Reduced waste during length transitions.
Key Takeaway: Extrusion is the superior choice for any product that can be defined by a single 2D cross-section and variable length.
| Application | Material Choice | Performance Metric |
|---|---|---|
| Peristaltic Tubing | High-purity HCR | Fatigue resistance |
| Oven Door Seals | Heat-stabilized HCR | Thermal durability |
| Wire Insulation | Dielectric HCR | Voltage protection |
| Lighting Strips | Translucent HCR | Light diffusion |
The simplicity of the extrusion die makes it the fastest way to bring a new linear profile from concept to the production line.
7. How do material properties affect the choice?
Material properties often dictate the process, as LSR is optimized for injection while HCR is the standard for a silicone mold produced via extrusion. Each material has distinct viscosity and curing characteristics that influence the final part’s performance. Choosing the wrong material for the process can lead to curing issues or poor surface finish.
Is LSR better for injection or extrusion?
LSR is almost exclusively used for injection molding due to its low viscosity, which allows it to flow into tiny, intricate cavities. Here is the deal: if you tried to extrude standard LSR, it would flow like honey and fail to hold its shape. Its fast cure time makes it ideal for the high-speed cyclical nature of injection.
- Excellent thermal stability.
- Bio-compatible for medical use.
- Low viscosity for thin-wall molding.
- High clarity and transparency options.
How does cured strength vary by process?
HCR used in extrusion typically offers higher physical strength and tear resistance compared to standard LSR. Why does this matter? Products like industrial hoses or high-stress seals need that extra durability to prevent failure under pressure. However, LSR provides better compression set resistance, which is vital for long-term seals.
- HCR: Higher tensile and tear strength.
- LSR: Superior compression set.
- HCR: Better for large industrial profiles.
- LSR: Better for high-precision micro-parts.
Key Takeaway: Match your material (LSR vs. HCR) to the mechanical requirements of your part and the processing method intended.
| Material Property | LSR (Injection) | HCR (Extrusion) |
|---|---|---|
| Viscosity | Low (Liquid) | High (Putty-like) |
| Tear Strength | Moderate | High |
| Clarity | High | Moderate |
| Processing Speed | Fast (Cycles) | Fast (Linear) |
Material selection is a foundational step in our custom silicone and LSR molding services to ensure product longevity.
8. What are the design limitations of each?
Design limitations are largely defined by the 2D constraints of extrusion versus the 3D possibilities of a traditional silicone mold. While injection allows for incredible complexity, it requires careful management of draft angles and parting lines. Extrusion, while simpler, cannot produce any features that are not uniform along the entire length of the part.
What are the restrictions of 2D profiles?
In extrusion, you cannot have holes, tabs, or thickness changes that occur perpendicular to the flow of material. Think about it: if the die doesn’t have the shape, the part won’t have the feature. Any secondary features like holes must be punched or drilled after the extrusion is cured.
- No variable wall thickness along length.
- No integrated 3D features (like buttons).
- Limited to symmetrical or balanced profiles.
- Requires secondary ops for complex ends.
Can injection handle multi-material designs?
Injection molding excels at overmolding, where silicone is bonded to plastic or metal inserts within the tool. The best part? This allows for the creation of rigid-soft assemblies in a single manufacturing step. Extrusion can perform co-extrusion (two materials), but it is limited to linear combinations rather than localized inserts.
- Overmolding silicone onto plastic cores.
- Integrated metal washers or connectors.
- Two-shot molding for different hardnesses.
- Localized texture and branding application.
Key Takeaway: Use injection molding if your design requires non-linear features, and use extrusion if a simple cross-section meets your needs.
| Design Feature | Injection Molding | Extrusion Molding |
|---|---|---|
| Variable Thickness | Yes | No |
| Undercuts | Yes (with slides) | No |
| Internal Threads | Yes | No |
| Integrated Inserts | Yes | Rare (Co-extrusion) |
Designers must understand these mechanical boundaries early to avoid costly redesigns during the tooling phase.
9. Which method offers better production speed?
Production speed depends on how you measure output: extrusion wins for total footage, while injection molding wins for the number of discrete pieces produced per silicone mold cycle. For a small rubber foot, an injection mold with 64 cavities can produce thousands of parts per hour. For tubing, an extruder can run hundreds of feet per minute.
Is extrusion faster than cyclical molding?
Extrusion is generally faster for creating bulk material because there is no “dead time” for opening and closing the press. Here is the deal: the machine runs continuously as long as material is fed into the hopper. This makes it the most efficient way to generate volume for products sold by the foot.
- Continuous linear output.
- No mold opening/closing delay.
- In-line curing saves secondary steps.
- High-speed coiling for packaging.
How do setup times impact project timelines?
Extrusion typically has faster setup times because the tooling is simpler and easier to align. You might be wondering why this matters? If you need a custom profile quickly, extrusion can often go from design to production in half the time of an injection project. Injection tools require extensive thermal balancing and multi-cavity testing.
- Extrusion dies: 2-3 week lead time.
- Injection molds: 4-8 week lead time.
- Faster material changeovers in extrusion.
- Simplified quality validation for 2D.
Key Takeaway: Speed is relative; choose based on whether your final metric is “number of parts” or “total length.”
| Speed Metric | Injection Molding | Extrusion Molding |
|---|---|---|
| Startup Time | Slow | Fast |
| Cycle Time | 30-90 seconds | Continuous |
| Tooling Lead Time | Long | Short |
| Mass Production | Excellent for units | Excellent for footage |
Timelines are often the deciding factor when market windows are tight and immediate stock is required.
10. How to select the right molding partner?
Selecting the right partner involves evaluating their in-house tooling capabilities and their experience with both LSR and HCR silicone mold technologies. A versatile manufacturer will help you determine the most cost-effective method rather than pushing you toward the only machine they own. Look for partners who offer comprehensive design support.

What capabilities should a manufacturer have?
Your manufacturing partner should possess modern cleanroom facilities and advanced metrology equipment for quality verification. The best part? In-house mold making allows for faster iterations and lower overall costs during the development phase. Ensure they have experience in your specific industry, whether it’s medical, automotive, or consumer goods.
- In-house CNC and EDM machining.
- Cleanroom production environments.
- ISO 9001 or ISO 13485 certification.
- Material science expertise (LSR/HCR).
How to evaluate tooling and prototype quality?
Request samples of previous work that reflect the complexity of your own design. Think about it: if they can’t show high-precision seals or clear LSR parts, they may struggle with your project. A good partner will provide detailed DFM (Design for Manufacturing) feedback before a single piece of steel is cut.
- Review past silicone manufacturing case studies.
- Check for flash-free molding quality.
- Verify tolerance consistency across batches.
- Assess their ability to handle low-volume trials.
Key Takeaway: A partner with both injection and extrusion capabilities provides unbiased advice to optimize your production.
| Provider Trait | Value to You |
|---|---|
| In-house Tooling | Faster lead times |
| Material Support | Optimized part performance |
| Quality Certs | Reduced risk of failure |
| DFM Support | Lowered production costs |
A successful manufacturing relationship is built on transparent communication and technical proficiency at every stage of the project.
Frequently Asked Questions
Can I use the same silicone material for both injection and extrusion?
No, because injection molding typically uses Liquid Silicone Rubber (LSR) and extrusion uses High Consistency Rubber (HCR). These materials have completely different viscosities and curing requirements that make them incompatible with the other’s machinery.
Is extrusion molding cheaper than injection molding?
Yes, extrusion is generally cheaper in terms of upfront tooling costs because a flat die is much simpler than a multi-cavity 3D mold. However, for high volumes of individual small parts, injection molding often becomes more cost-effective per unit.
Can I create hollow tubes using injection molding?
Yes, it is possible but generally inefficient for long lengths compared to extrusion. Injection molding would be used for short, shaped hollow parts like bellows or connectors, whereas extrusion is the standard for long, straight tubing.
Which process is better for food-grade products?
Both processes can be used for food-grade products as long as the material grade is compliant. Injection molding is common for kitchen tools and baby products, while extrusion is the standard for food-grade seals and tubing used in processing plants.
How do I know if my part is too complex for extrusion?
Your part is too complex if it has any features that vary along its length or if it requires a specific 3D closure. If the shape cannot be consistently maintained through a single flat die plate, you must move to injection molding.
Conclusion
Choosing between injection molding and extrusion molding is a strategic decision that impacts your product’s performance, cost, and time-to-market. By understanding that injection molding excels at complex 3D geometries while extrusion dominates continuous linear profiles, you can navigate the early stages of design with confidence. Whether you are developing life-saving medical valves or high-performance industrial seals, the right process ensures your problems are solved before they reach the production floor. Our vision is to empower engineers with the technical clarity and high-precision manufacturing needed to bring world-class silicone products to life. If you have any remaining questions about your specific project, please contact us today to consult with our engineering team.