
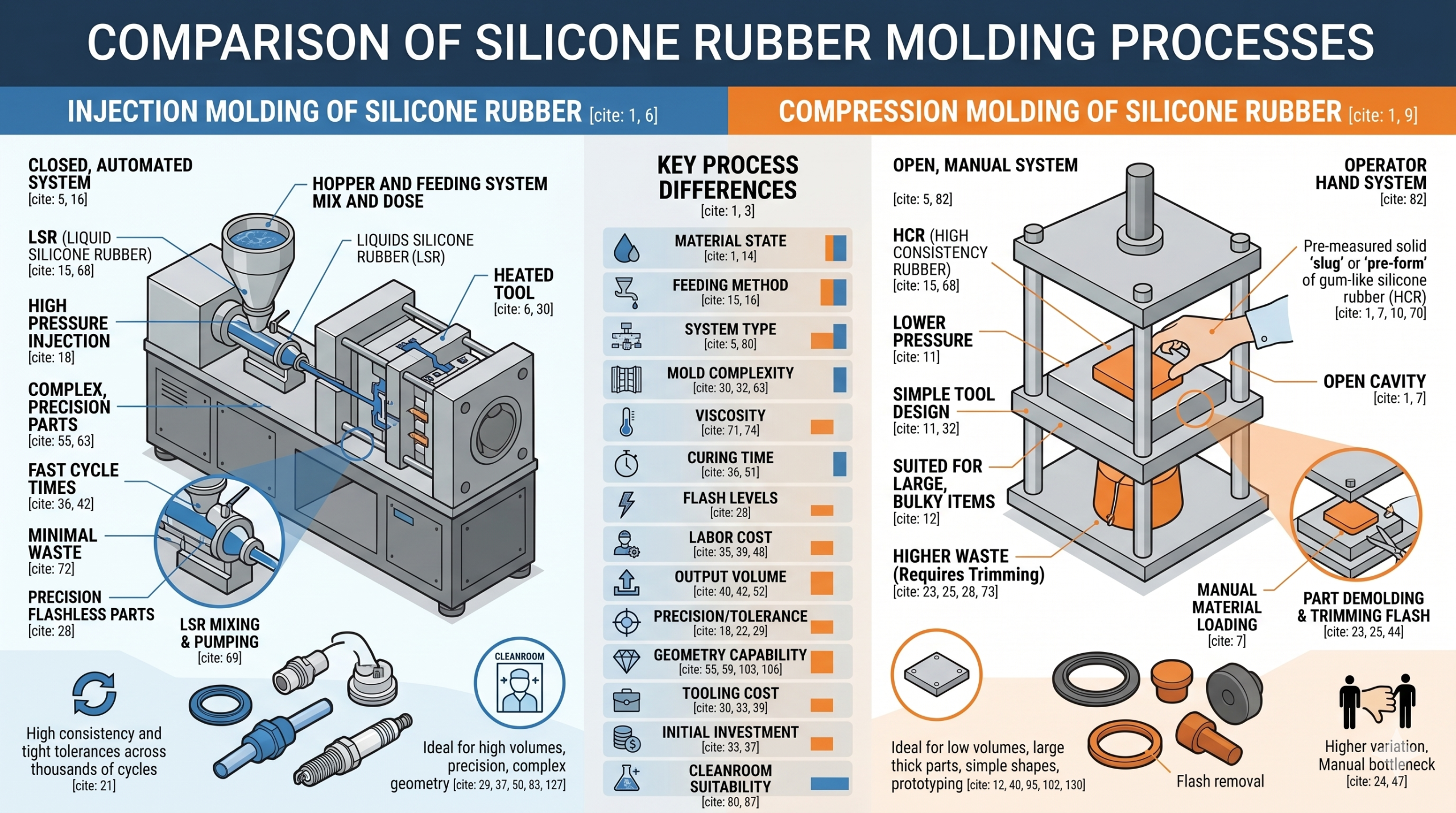
The primary difference between injection molding and compression molding lies in how the material is introduced to the cavity: injection molding forces liquid material into a closed silicone mold, whereas compression molding places a pre-measured solid charge into an open cavity before closing it under pressure. Choosing the wrong manufacturing route can lead to astronomical tooling costs or inconsistent part quality that stalls your product launch. If you are struggling to balance precision requirements with a strict production budget, understanding these mechanical distinctions is critical. This guide provides a deep-dive analysis of both processes to help you select the optimal manufacturing strategy for your custom project.
How Does Each Process Form a Silicone Mold?
The fundamental difference in forming is that injection molding uses a closed, automated system while compression molding uses an open, manual method. To create a finished part using a silicone mold, injection molding pumps Liquid Silicone Rubber (LSR) through a nozzle into the heated tool. Compression molding, by contrast, requires an operator to place a “slug” of solid rubber directly into the mold base. Both methods use heat and pressure to cure the material into its final shape.
Is the pancake method still relevant?
Compression molding is often compared to a waffle iron or pancake griddle. You place the raw material in the center, and the closing of the press forces it to the edges.
Think about it.
- Lower pressure requirements.
- Simpler tool design.
- Manual material loading.
- Ideal for large, bulky items.
Key Takeaway: Compression molding relies on manual placement of solid rubber “pre-forms,” while injection molding uses automated pumping of liquid silicone rubber (LSR).
| Feature | Compression Molding | Injection Molding |
|---|---|---|
| Material State | Solid/Gum Pre-form | Liquid (LSR) |
| Feeding Method | Manual placement | Automated injection |
The fundamental mechanical difference is that compression is a manual, low-pressure start, while injection is a fully automated, high-pressure system.

Which Method Offers Superior Dimensional Accuracy?
Injection molding offers superior dimensional accuracy because the material is injected at high pressure into a pre-clamped silicone mold. This automated process minimizes the human error associated with manual material weighing and placement. Because the mold is already closed when the liquid enters, there is far less variation in the parting line. You will find that injection molded parts consistently meet tighter tolerances across thousands of cycles.
Can you manage tolerances in compression?
While compression molding is less precise, it is still capable of producing functional parts for many industries. You must account for the “flash” or excess material that escapes during the pressing process.
But here is the kicker:
- Higher part-to-part variance.
- Flash thickness can vary.
- Manual trimming is often required.
- Suited for non-critical dimensions.
Key Takeaway: Injection molding offers significantly tighter tolerances and better part-to-part consistency due to the automated nature of the liquid delivery system.
| Metric | Compression Molding | Injection Molding |
|---|---|---|
| Consistency | Moderate (Manual variance) | High (Automated) |
| Flash Levels | Higher (Requires trimming) | Minimal (Near flashless) |
If your application requires high-precision seals or electronic components, the repeatable accuracy of injection molding is indispensable.
Is a Silicone Mold More Expensive for Injection?
Injection molding tools are generally more expensive than compression tools because they require complex internal runners, cooling lines, and high-pressure seals. When building a silicone mold for injection, the steel must be higher grade to withstand the intense force of the LSR pumps. Compression molds are much simpler, often consisting of just a top and bottom plate. This simplicity translates to a lower initial capital investment for your business.
What about long-term ROI?
Even though the upfront cost is higher, injection molding can be cheaper over time. The speed of the process and reduced labor costs mean the price per part drops significantly at high volumes.
It gets better:
- Less material waste.
- Reduced secondary finishing.
- Faster cycle times.
- Higher cavitation possibilities.
Key Takeaway: While an injection mold requires a higher upfront investment in complex steel tooling, the lower per-part cost at high volumes often yields a better ROI.
| Cost Factor | Compression Molding | Injection Molding |
|---|---|---|
| Tooling Price | Lower ($$) | Higher ($$$$) |
| Labor Cost | Higher (Manual) | Lower (Automated) |
Budget-conscious projects with low volumes should favor compression, whereas high-volume scaling demands the efficiency of injection tooling.

Which Process Supports Higher Production Volumes?
Injection molding is the superior choice for high production volumes because it is a fully automated process with significantly faster cycle times. Once the silicone mold is set up, the machine can run continuously with minimal human intervention. Compression molding is limited by the time it takes for an operator to load material and unload parts. If you need to produce 50,000 units a month, compression molding simply cannot keep pace with the market.
How do you maximize throughput?
Throughput is maximized in injection molding through high-cavitation molds that produce dozens of parts in a single shot. This automation eliminates the “human bottleneck” found in traditional presses.
The result?
- 24/7 production capability.
- Consistent cycle durations.
- Lower labor overhead.
- Scalable output for global demand.
Key Takeaway: Injection molding is the high-performance choice for speed; it is built for massive production runs that compression molding cannot match.
| Performance | Compression Molding | Injection Molding |
|---|---|---|
| Cycle Speed | Slower (Minutes) | Faster (Seconds) |
| Volume Suitability | Low to Medium | High to Massive |
The automation of injection molding eliminates human error and drastically reduces the time required to move from raw material to finished part.
Can You Use a Silicone Mold for Complex Parts?
Injection molding is the only viable option for highly complex parts because the liquid material can flow into intricate undercuts and thin-walled sections. When using a silicone mold for complex geometries, the liquid state of the silicone ensures every corner of the cavity is filled. Compression molding uses solid rubber which does not flow as easily. This makes it difficult to achieve sharp corners or tiny details without creating air pockets.
Are there geometry limits?
Compression molding is best suited for simple, blocky shapes like gaskets or stoppers. If your design includes internal threads or complex hollow spaces, you will likely face high scrap rates with compression.
Now, consider this:
- Thin walls are easier in injection.
- Complex inserts favor injection.
- Undercuts require automated slides.
- Draft angles are more critical in compression.
Key Takeaway: Injection mold technology excels at creating thin walls, complex undercuts, and tiny, intricate details that compression molding struggles to fill.
| Complexity | Compression Molding | Injection Molding |
|---|---|---|
| Wall Thickness | Better for thick parts | Better for thin walls |
| Detail Sharpness | Standard | High-definition |
Complex geometries require the fluid flow of liquid silicone to ensure every micro-cavity is filled without air pockets or defects.
What Are the Material Differences in These Methods?
The primary material difference is that injection molding uses two-part liquid silicone rubber (LSR), while compression molding uses solid High Consistency Rubber (HCR). To work with a silicone mold, the LSR must be mixed and pumped as a fluid. HCR is a clay-like substance that must be cut and weighed into specific “pre-forms” before being placed in the press. This difference in viscosity determines how the material behaves under heat and how much waste is generated.
Is waste reduction possible?
Injection molding is inherently more efficient because it uses precision dosing to fill the cavity with the exact amount of material. In compression molding, you must intentionally overfill the cavity to ensure full density, leading to more scrap.
Believe it or not:
- LSR has a lower viscosity.
- HCR has higher tear strength.
- Injection produces less flash.
- Compression requires manual weighing.
Key Takeaway: Injection molding uses two-part liquid silicone rubber (LSR), while compression typically uses High Consistency Rubber (HCR) in a solid, clay-like form.
| Material Property | HCR (Compression) | LSR (Injection) |
|---|---|---|
| Viscosity | Very High (Solid) | Low (Liquid) |
| Waste Level | Higher (Flash/Scrap) | Lower (Precision dosing) |
The choice between HCR and LSR often depends on the required physical properties, such as tear strength or chemical resistance.
Does Your Silicone Mold Require Cleanroom Standards?
Injection molding is the standard for cleanroom production because it is a closed-loop system that prevents environmental contamination. When producing a medical silicone mold, the material stays inside sealed tubes and barrels until it enters the cavity. Compression molding requires significant human handling, which increases the risk of dust or skin oils entering the part. For medical-grade components, the automated nature of injection molding is a critical safety feature.
How do you handle contamination risks?
Contamination is mitigated by keeping the molding area isolated and reducing the number of touches by operators. Automated part removal in injection molding ensures the finished product stays sterile.
Check this out:
- Closed delivery systems.
- Reduced human contact.
- ISO class cleanrooms.
- Automated de-molding.
Key Takeaway: Because injection molding is a closed-loop, automated system, it is the preferred choice for medical-grade production where sterility is paramount.
| Environment | Compression Molding | Injection Molding |
|---|---|---|
| Human Contact | High (Frequent handling) | Minimal (Automated) |
| Risk of Debris | Higher | Very Low |
For products like pacifiers, medical valves, or implants, the closed-system nature of LSR injection significantly reduces the risk of environmental contamination.

Which Molding Method Is Faster to Set Up?
Compression molding is faster to set up because the tooling is simpler and does not require complex injection timing or material mixing systems. If you need a silicone mold for a prototype, a compression tool can often be machined and ready for production in half the time of an injection tool. Injection molding requires extensive calibration of the pumps, cooling systems, and injection pressures before the first good part is made. This makes compression the “go-to” for rapid prototyping.
What about lead times?
Lead times for injection molding are longer because the molds are more difficult to engineer and test. However, once the setup is complete, the production speed far outpaces compression.
The kicker is:
- Faster tool fabrication.
- Easier design revisions.
- Lower machine setup time.
- Better for 10-100 unit runs.
Key Takeaway: Compression molding usually offers faster setup times and lower lead times for initial prototypes because the tooling is simpler to design and machine.
| Phase | Compression Molding | Injection Molding |
|---|---|---|
| Tooling Lead Time | 2-4 Weeks | 4-8 Weeks |
| Ease of Revision | High (Simple plates) | Low (Complex plumbing) |
If you are in the rapid prototyping phase and need parts quickly, compression molding is the most agile route to a physical sample.
How Does Wall Thickness Impact Process Choice?
Compression molding is often the better choice for very thick parts because it provides more uniform heating and prevents the internal voids common in injection molding. When you use a silicone mold for a part that is several inches thick, injection molding may suffer from “sink marks” as the material cools. Compression molding applies pressure throughout the entire curing cycle, ensuring a solid internal structure. Conversely, injection molding is unbeatable for micro-thin walls where high pressure is needed to fill the space.
Why do thin walls matter?
Thin walls require the low viscosity of liquid silicone to flow into the narrow gaps of the mold. In compression molding, the thick solid rubber might not reach these areas before it begins to cure.
It’s simple:
- Compression avoids internal voids.
- Injection allows micro-features.
- Uniform curing in thick parts.
- Better flow in thin sections.
Key Takeaway: Compression molding is often superior for very thick, chunky parts, as it prevents the “voids” that can occur in injection molding of heavy sections.
| Part Profile | Compression Molding | Injection Molding |
|---|---|---|
| Thick Sections | Excellent (Uniform heat) | Difficult (Sinking/Voids) |
| Micro-Thin Walls | Poor (Flow issues) | Excellent |
Engineers must match the part’s cross-sectional thickness to the process to ensure proper curing and structural integrity.
How to Pick the Best Silicone Mold Service?
The best service provider should offer both processes in-house to give you an unbiased recommendation based on your project’s specific needs. When searching for a silicone mold partner, look for a company that provides Design for Manufacturing (DFM) support early in the process. They should be able to explain whether LSR or HCR is better for your material requirements. A factory with both capabilities can help you transition from low-volume compression to high-volume injection as you grow.
Does engineering support matter?
Engineering support is the difference between a successful launch and a costly failure. Experts can identify potential molding issues in your CAD file before you spend money on steel.
Don’t forget:
- In-house mold making.
- Material science expertise.
- Quality control certifications.
- Experience with your industry.
Key Takeaway: A top-tier manufacturer should offer both processes in-house to provide an unbiased DFM analysis based on your specific needs.
| Selection Criteria | What to Look For | Why it Matters |
|---|---|---|
| Certifications | ISO 9001 / ISO 13485 | Ensures quality control |
| In-house Tooling | CNC/EDM Capabilities | Faster iterations |
Partnering with a factory that understands both LSR and HCR allows you to pivot your strategy as your production volumes grow.
*
Whether you choose the cost-effective simplicity of compression molding or the high-speed precision of LSR injection molding depends entirely on your volume, budget, and part complexity. For small runs of thick parts, compression is king. For millions of high-precision medical components, injection molding is the only viable path. If you need help deciding which route is right for your specific design, contact us today for a professional evaluation.
*
FAQ
Can I use compression molding for medical parts?
Yes, provided the factory uses medical-grade HCR and maintains strict cleanliness protocols, though injection molding is generally preferred for its closed-system purity.
What’s the best method for low-volume gaskets?
Compression molding is usually the best choice because the lower tooling costs make small production runs more economically feasible.
Can I switch from compression to injection later?
Yes, many companies start with compression for market testing and then invest in injection molding tooling once demand scales to thousands of units.
What’s the best silicone for high-heat applications?
Both processes can use high-temperature resistant silicones, but the specific material grade (HCR or LSR) will be dictated by the molding process chosen.
How do I know if overmolding is better with injection?
Injection molding is significantly better for overmolding as the automated press can precisely hold inserts in place while the liquid silicone is injected around them.