
Creating a perfect mold requires mixing liquid rubber and pouring material over a prepared master model. You often face rejected parts stemming from poor dimensional accuracy ruining project timelines. Wasted raw materials destroy your engineering budget very quickly. Here’s a reliable method for manufacturing faultless Silicone Molds consistently.
What Are Silicone Molds and Why Are They Essential?
These flexible tooling components form exact replicas of original master models flawlessly. Building durable Silicone Molds guarantees high-volume production success across demanding industrial sectors. Manufacturers depend heavily on this specific process for rapid prototyping alongside medical device fabrication workflows.
Core Advantages in Production
Here’s the deal regarding structural advantages. Liquid rubber offers unmatched flexibility against traditional rigid metal tooling completely. Engineers prefer this specific material because complex undercuts release easily without tearing walls. You can replicate intricate micro-textures flawlessly.
- High heat resistance capabilities
- Excellent chemical stability profiles
- Long operational lifespan
Common Industry Applications
You might be wondering about specific industrial use cases. Automotive engineers require precise sealing rings fitting battery compartments tightly. Medical device manufacturers rely heavily upon biocompatible liquid rubber components daily.
- Medical grade surgical keyboards
- Wearable fitness device bands
- Electronic protective outer cases
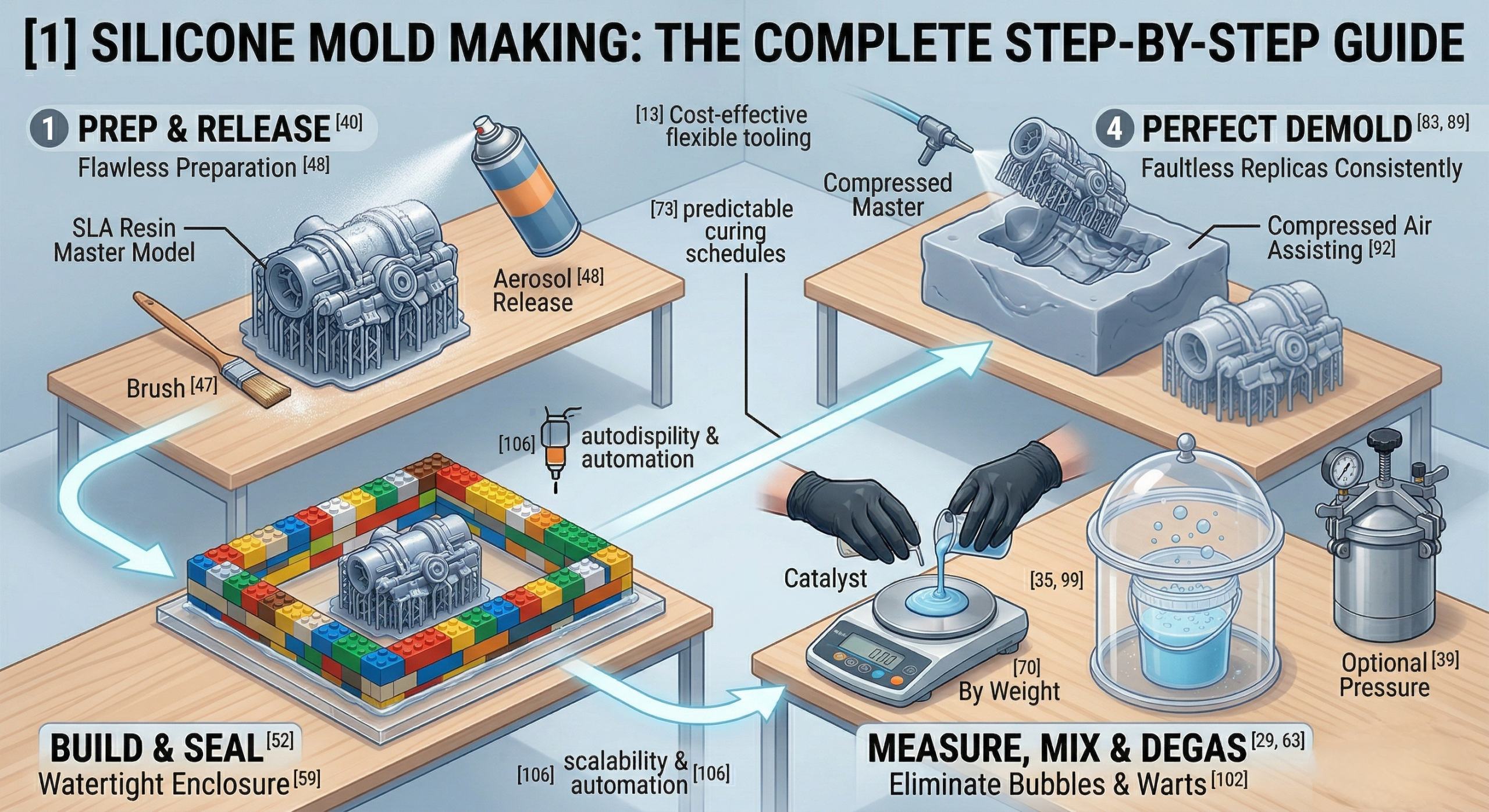
Key Takeaway: Flexible rubber tooling provides a highly cost-effective pathway bridging early prototyping and full mass manufacturing safely.
| Feature | Metal Tooling | Rubber Tooling |
| Lead Time | Weeks | Days |
| Flexibility | Rigid | High |
| Cost | Expensive | Economical |
Analyzing this comparison highlights clearly why flexible tooling dominates rapid prototyping phases globally.
How Do You Select Materials for Silicone Molds?
Selecting proper materials involves evaluating hardness requirements against your desired part geometry perfectly. Choosing platinum-cure rubber for your Silicone Molds ensures superior dimensional stability over time. Tin-cure options offer budget-friendly solutions but shrink slightly during chemical curing phases.
Evaluating Shore Hardness Ratings
What’s the real story behind durometer values? Softer rubbers stretch easily around complex geometric shapes. Harder rubbers maintain straight walls without bulging outward under heavy fluid pressure. You must match flexibility against structural integrity requirements carefully.
- Shore 10A: Very soft delicate parts
- Shore 30A: Medium firmness general purpose
- Shore 60A: Stiff flat surfaces
Platinum vs Tin Cure Systems
This is where things get interesting chemically. Platinum systems require absolute cleanliness preventing severe cure inhibition completely. Tin systems forgive slight contamination but degrade faster over several months. Medical applications demand platinum certification strictly.
- Platinum: Zero shrinkage food-safe
- Tin: Lower cost minor shrinkage
- High-consistency: Heat pressed solid
Key Takeaway: Material selection directly impacts tooling longevity alongside final product dimensional accuracy significantly.
| Material Type | Shrinkage | Shelf Life |
| Platinum Cure | Zero | Long |
| Tin Cure | Low | Short |
| LSR | Zero | Very Long |
Reviewing these material properties helps prevent unexpected dimensional shifts during advanced manufacturing runs.
What Tools Are Necessary for Silicone Molds?
Gathering proper equipment ensures clean mixing and bubble-free castings every single time. Creating high-quality Silicone Molds demands accurate scales alongside robust vacuum degassing chambers. Professional setups require automated dispensing systems for profitable volume manufacturing workflows.
Essential Mixing Equipment
Ready for the good part regarding gear? Precision digital scales prevent incorrect catalyst ratios completely. Mixing containers must feature smooth walls preventing unmixed pockets successfully. Wooden stir sticks introduce moisture causing unexpected cure defects frequently.
- Digital gram weight scales
- Seamless plastic mixing buckets
- Reusable plastic spatulas
Degassing and Dispensing Gear
Truth be told about trapped air. Vacuum chambers remove bubbles from mixed rubber effectively. Pressure pots shrink remaining voids during early curing phases. Automated dispensing nozzles speed up factory production times massively.
- Vacuum pump system
- Pressure casting chamber
- Automated mixing nozzles
Key Takeaway: Investing in proper measurement and degassing tools prevents costly material waste entirely.
| Tool Name | Primary Function | Necessity |
| Digital Scale | Accurate ratio measurement | Mandatory |
| Vacuum Chamber | Removing trapped air bubbles | Highly Recommended |
| Pressure Pot | Compressing residual voids | Optional |
Securing accurate measurement tools guarantees consistent chemical reactions across all production batches.
How Can You Prepare Masters for Silicone Molds?
Master preparation requires sealing porous surfaces and applying proper release agents thoroughly. Any flaw on your original part transfers directly onto your Silicone Molds permanently. Perfecting initial surface finishes saves hours of post-processing work later.
Sealing Porous Surfaces Correctly
Here’s the deal regarding 3D printed parts. Resin prints often contain sulfur compounds causing massive cure inhibition. Spraying an acrylic sealer blocks these aggressive chemicals completely. Wood masters need heavy sealing preventing unwanted moisture transfer.
- Acrylic clear coat spray
- Paste wax rubbing compound
- Sanding primer filler liquid
Applying Release Agents Effectively
You might be wondering about sticking issues. Mold release creates a microscopic barrier preventing permanent adhesion strongly. Applying too much release pools into details ruining fine exterior textures. Brush out any excess liquid immediately.
- Aerosol release spray cans
- Petroleum jelly thinned down
- Diluted dish soap mixture
Key Takeaway: Flawless surface preparation guarantees an easy release alongside perfectly smooth cavity walls.
| Master Material | Sealing Required | Release Agent |
| SLA Resin | High (Inhibition risk) | Light Spray |
| Polished Metal | None | Wax Coating |
| Wood | Very High | Heavy Spray |
Applying appropriate chemical barriers ensures your original model survives rough extraction processes intact.
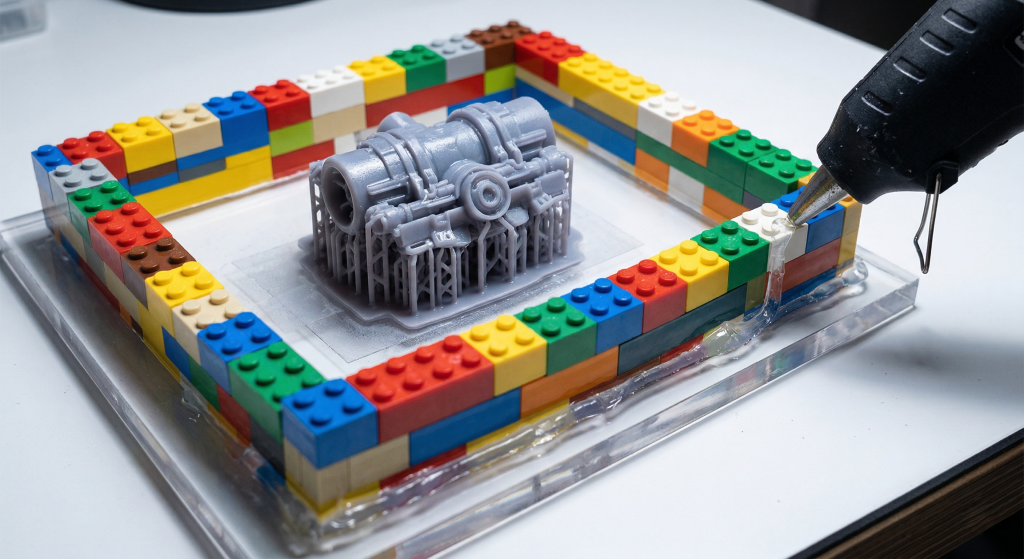
What Are the Steps for Building Silicone Molds Boxes?
Constructing containment walls requires non-porous materials sealed tightly around your master object. Leaky boxes drain expensive liquid before your Silicone Molds can cure properly. Hot glue forms strong temporary bonds securing perimeter walls safely.
Selecting Box Materials
What’s the catch with cardboard walls? Cardboard absorbs liquids and deforms under heavy fluid pressure. Acrylic sheets provide rigid walls peeling away effortlessly later. Lego bricks offer adjustable sizing for various rapid prototyping projects.
- Clear rigid acrylic boards
- Plastic interlocking building blocks
- Melamine coated wood panels
Securing the Perimeter Walls
This is where things get critical structurally. A floating master ruins entire pours instantly. Fasten your model securely using double-sided tape firmly. Seal every exterior seam using heavy hot glue lines.
- Double-sided strong acrylic tape
- Industrial hot glue sticks
- Non-sulfur sealing modeling clay
Key Takeaway: A watertight enclosure prevents expensive material leaks maintaining optimal structural wall thickness.
| Wall Material | Reusability | Leak Risk |
| Acrylic Glass | Very High | Low |
| Lego Bricks | High | Medium |
| Foam Board | Low | High |
Selecting rigid containment materials ensures straight external edges reducing later trimming efforts significantly.
How Do You Mix Materials for Silicone Molds?
Combining base and catalyst requires exact weight ratios ensuring a complete chemical reaction. Improperly mixed Silicone Molds remain sticky indefinitely ruining your entire project timeline. Scraping container sides repeatedly prevents unmixed streaks completely.
Measuring the Components Precisely
But here’s the kicker regarding ratios. Volume measurements often fail due varying liquid densities. Using digital scales guarantees exact stoichiometric ratios perfectly. Pour your catalyst into a separate clean cup first.
- Read ratio instructions carefully
- Tare scale between ingredient pours
- Measure by strict weight only
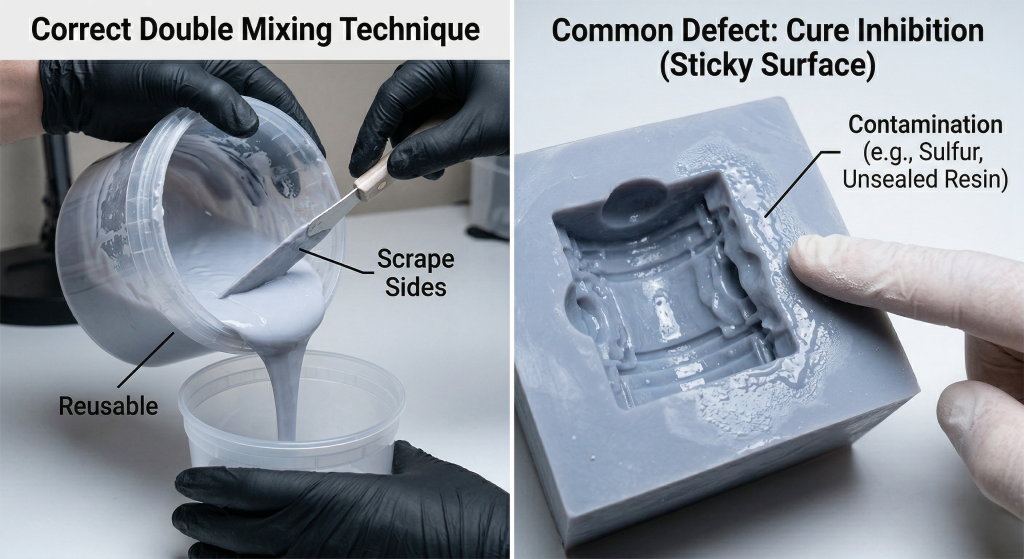
The Double Mixing Technique
Let’s face facts regarding sticky spots. Material clinging against bucket walls never fully crosslinks properly. Pour your mixed batch into a clean second container. Stir again blending those unmixed bottom edges thoroughly.
- Stir slowly avoiding trapped air
- Scrape sides and bottom rigorously
- Transfer to new clean bucket
Key Takeaway: Meticulous weight measurement alongside thorough blending guarantees reliable curing characteristics always.
| Mixing Method | Accuracy | Defect Rate |
| By Weight | Excellent | Very Low |
| By Volume | Poor | High |
| Eyeballing | Terrible | Guaranteed Failure |
Implementing strict weighing protocols eliminates sticky cavities saving costly raw materials effectively.
What Curing Methods Work for Silicone Molds?
Curing transforms mixed liquid into a solid elastomer over several hours naturally. Temperature heavily influences how fast Silicone Molds solidify within your workshop environment. Applying gentle heat accelerates this chemical transformation significantly.
Understanding Pot Life and Demold Time
You might be wondering about processing timing. Pot life dictates how long you can pour liquid safely. Demold time indicates when rubber achieves full structural integrity. Rushing this phase causes permanent tears easily.
- Pot life equals working time
- Demold time means safe removal
- Full cure brings maximum strength
Using Heat for Acceleration
Here is an interesting fact regarding temperatures. Raising room temperature by ten degrees cuts curing time significantly. Industrial ovens bake components rapidly for busy mass manufacturing environments. Never exceed recommended thermal limits preventing material degradation.
- Warm ambient room temperatures
- Controlled electric heating pads
- Industrial forced air curing ovens
Key Takeaway: Monitoring environmental temperatures ensures predictable curing schedules optimizing daily production workflows.
| Temp Range | Pot Life | Demold Time |
| 65°F (Cool) | Extended | 24 Hours |
| 73°F (Normal) | Standard | 16 Hours |
| 100°F+ (Heated) | Very Short | 4 Hours |
Controlling ambient warmth remains your easiest method for adjusting production timelines safely.
How Should You Demold Your New Silicone Molds?

Extracting your master requires patience preventing accidental rips along delicate internal features. Releasing newly cured Silicone Molds gently preserves crisp geometric details flawlessly. Using compressed air helps break initial vacuum seals efficiently.
Removing the Containment Box
Ready for the satisfying teardown part? Strip away hot glue using a blunt plastic scraper carefully. Remove wall panels one by one avoiding sudden harsh jerks. Clean off any modeling clay residue immediately.
- Break exterior glue seals
- Peel away acrylic walls
- Remove baseboard holding tape
Extracting the Master Model
What’s the catch during final extraction? Deep undercuts trap models tightly creating massive friction forces. Flex rubber walls outward slightly while pulling upward steadily. Soapy water acts as excellent lubricant easing tough separation.
- Inject steady compressed air
- Flex outer mold edges
- Pull model gently upward
Key Takeaway: Careful extraction prevents destructive micro-tears ensuring long-lasting tooling for multiple cast runs.
| Extraction Tool | Risk of Damage | Efficiency |
| Bare Hands | Low | High |
| Compressed Air | Very Low | Excellent |
| Metal Pliers | Extremely High | Terrible |
Utilizing gentle pneumatic pressure remains your safest strategy for separating tight complex geometries.
What Common Defects Ruin Silicone Molds?
Identifying failure points early prevents repeated mistakes during subsequent costly prototyping iterations. Analyzing why Silicone Molds fail helps engineers adjust their manufacturing protocols effectively. Cure inhibition remains the most frustrating chemical issue encountered regularly.
Identifying Cure Inhibition
This is where things get tricky chemically. Certain chemicals halt platinum crosslinking processes completely. Rubber remains a gooey mess touching these contaminated external surfaces. Sulfur modeling clay commonly causes this disastrous chemical reaction.
- Unsealed SLA resin surfaces
- Standard powdered latex gloves
- Certain masking tape adhesives
Solving Trapped Air Bubbles
Truth be told about rough surface finishes. Bubbles resting against your master create unwanted warts on final parts. Pouring a thin stream high above stretches bubbles until they pop. Painting a detail coat first prevents surface voids entirely.
- Vacuum degas mixed liquids
- Maintain high thin pours
- Brush initial detail layers
Key Takeaway: Proactive contamination control alongside vacuum processing eliminates ninety percent of casting failures.
| Defect Type | Primary Cause | Solution |
| Sticky Surface | Sulfur Contamination | Use Acrylic Sealer |
| Surface Warts | Trapped Air Bubbles | Vacuum Degassing |
| Tearing Walls | Premature Demolding | Wait Full Cure |
Diagnosing these specific visual cues enables immediate corrective actions improving overall factory yield rates.
How Can You Scale Silicone Molds Production?

Transitioning from prototyping towards mass manufacturing requires upgrading manual processes significantly. Scaling your Silicone Molds operations demands specialized injection equipment increasing daily output. High-volume orders necessitate automated liquid dispensing systems strictly.
Moving to Liquid Injection
Here’s the deal with massive volume. Manual pouring becomes inefficient beyond one hundred daily units. LSR injection machines shoot mixed material directly into heated metal cavities. This setup slashes cycle times into mere minutes.
- Automated dynamic mixing valves
- Heated heavy platen presses
- Ultra fast cycle times
Implementing Quality Control
You might be wondering about dimensional consistency. High-speed manufacturing requires strict dimensional checks maintaining tight engineering tolerances continuously. Optical measurement devices inspect finished components verifying exact geometric specifications. Clean room environments prevent tiny dust contamination totally.
- Automated optical inspection machines
- Controlled clean room environments
- ISO certified procedural workflows
Key Takeaway: Investing in automated injection technology transforms slow manual casting into highly profitable mass manufacturing.
| Production Scale | Tooling Method | Cycle Time |
| Prototyping | Room Temp Pour | 12 Hours |
| Low Volume | Heated Compression | 30 Minutes |
| Mass Production | LSR Injection | 2 Minutes |
Upgrading your factory floor capabilities ensures you meet demanding delivery schedules easily.
Creating flawless cast parts demands precision measurement alongside meticulous initial surface preparation. Perfecting your advanced casting techniques eliminates material waste improving operational efficiency vastly. We engineer durable medical and electronic components prioritizing absolute excellence daily. If you need professional manufacturing support for scalable projects, contact us today for reliable engineering solutions.
FAQ
Q1: What’s the best material for high-heat casting?
Platinum-cure rubber provides maximum thermal resistance. This material withstands extreme temperatures without degrading rapidly.
Q2: Can I pour without using a vacuum chamber?
Yes, but you risk trapping microscopic air bubbles. Pouring a high thin stream helps pop large bubbles naturally.
Q3: How do I know if cure inhibition occurred?
Liquid rubber remains permanently sticky against master surfaces. This chemical reaction failure cannot be reversed later.
Q4: What’s the best way to clean dirty cavities?
Using isopropyl alcohol removes light oils effectively. Strong harsh solvents might degrade rubber surfaces over time.
Q5: Can I reuse an old torn block?
No, structural tears compromise dimensional accuracy entirely. You must pour a new block guaranteeing precise part replication.