
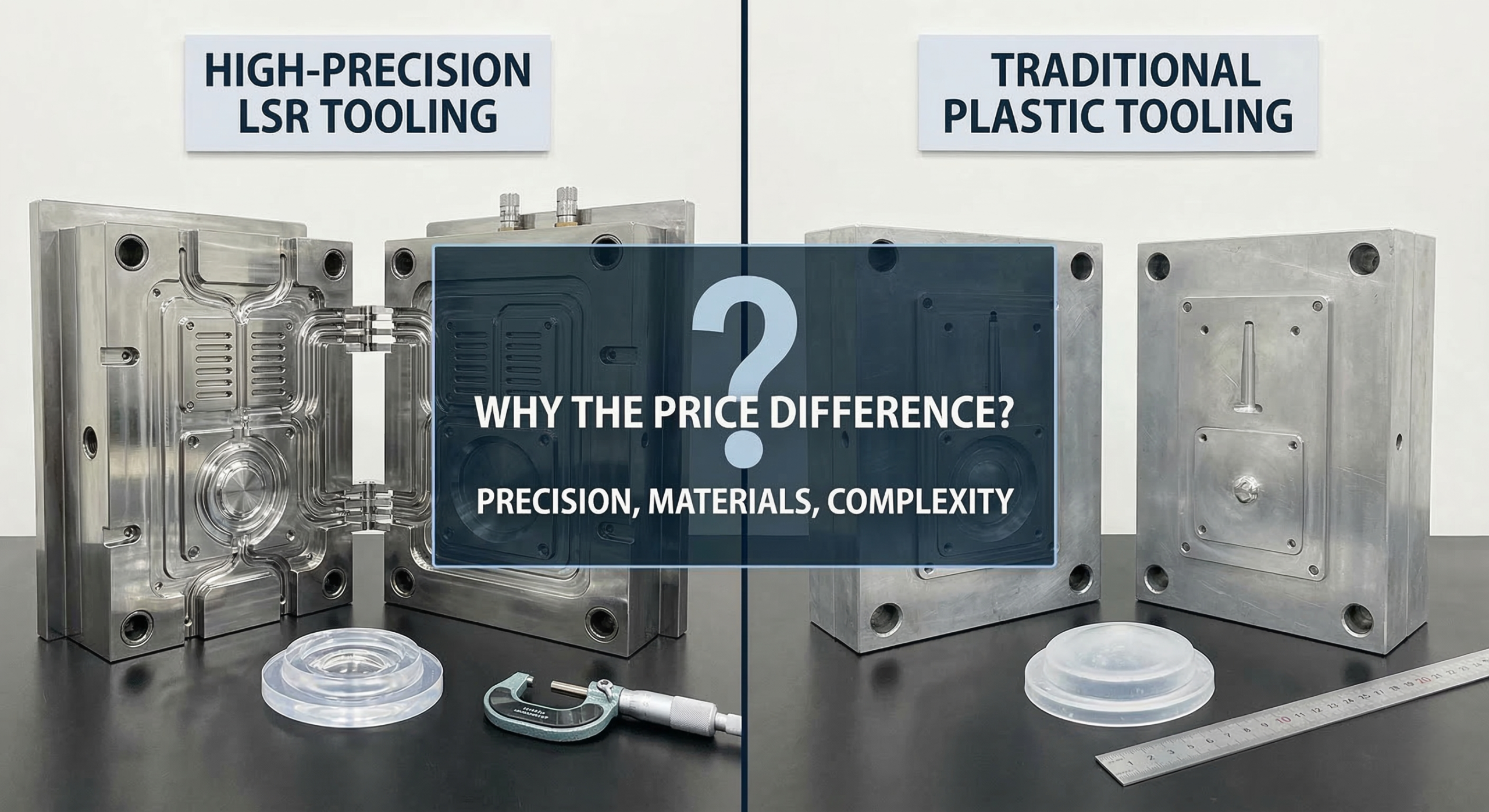
Why is liquid silicone rubber (LSR) tooling so expensive? is primarily due to the extreme precision engineering, specialized stainless steels, and complex thermal management systems required to process liquid elastomers. When you receive a quote for silicone molding, the price tag often causes “sticker shock” compared to standard plastic tools. However, settling for cheaper, low-quality tooling leads to excessive flash and inconsistent part quality. Investing in high-grade tooling is a strategic decision that ensures your B2B operations remain profitable and efficient over the long term.
Why is LSR tooling costlier than traditional methods?
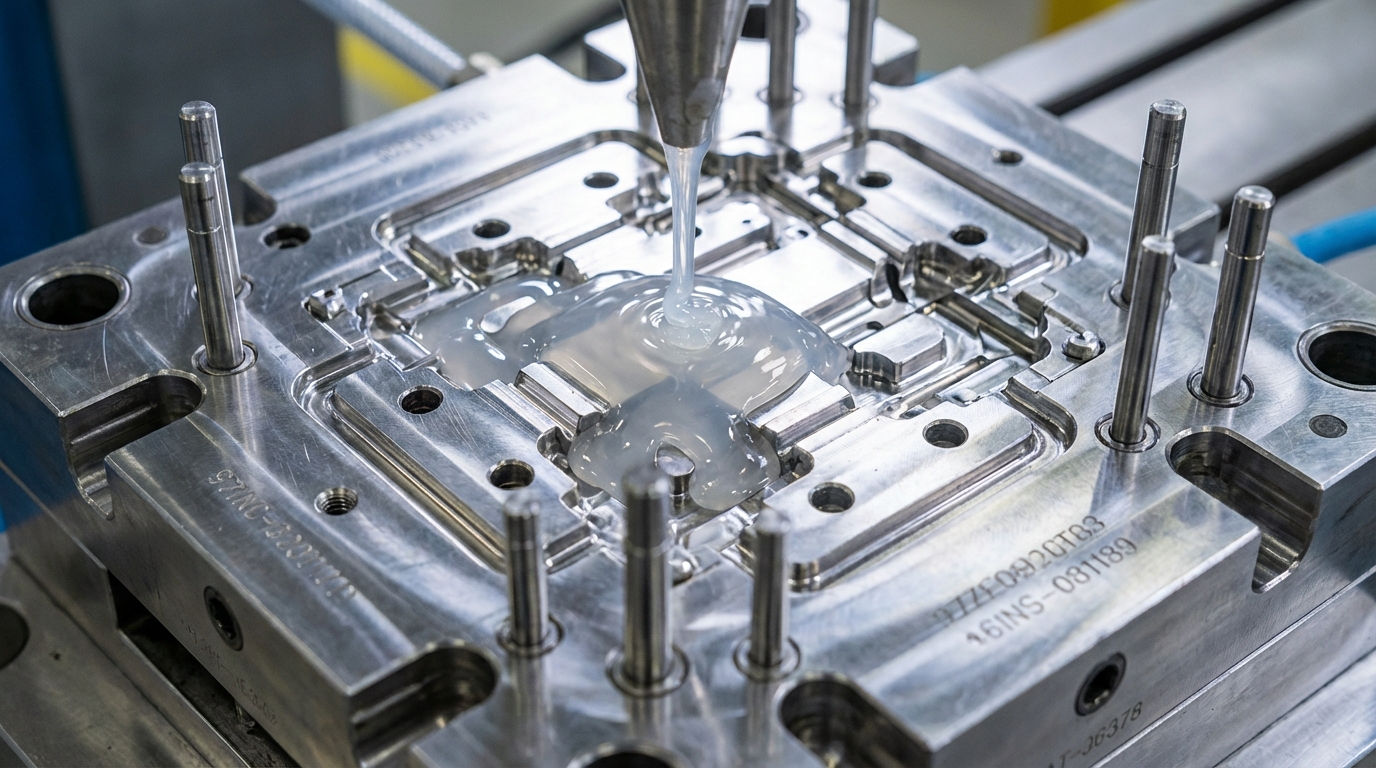
Why is liquid silicone rubber (LSR) tooling so expensive? is explained by the fundamental shift from simple compression to sophisticated injection technology. Unlike traditional rubber molding, LSR requires a closed-loop system that handles two-part liquid components under high pressure.
Think about it:
You aren’t just buying a metal block; you are buying a precision instrument.
- Cold runner systems to prevent material waste.
- High-grade stainless steel for corrosion resistance.
- Advanced sealing to prevent “flash” leakage.
The transition from compression molding to LSR injection
Moving from compression to injection molding requires a more robust tool design to handle the mastering the silicone injection molding process effectively. The mold must maintain a cool temperature at the entry point while heating the cavity to cure the silicone.
Why stainless steel is required for mold durability
Stainless steel is non-negotiable because liquid silicone can be abrasive and requires a perfectly clean environment. You need a tool that won’t rust or degrade after thousands of cycles in a high-heat environment.
Key Takeaway: LSR tooling costs more because it utilizes premium materials and complex “cold-to-hot” thermal management that traditional molds lack.
| Feature | Compression Tooling | LSR Injection Tooling |
|---|---|---|
| Material | Standard Steel | High-Grade Stainless |
| Waste | High (Flash/Overflow) | Low (Cold Runner) |
| Precision | Moderate | Ultra-High |
This comparison highlights why the initial capital expenditure for LSR is a necessary step for high-performance manufacturing.
How does high-precision engineering drive up the price?
High-precision engineering is necessary because LSR has a very low viscosity, meaning it can flow into gaps as small as 0.005mm. Why is liquid silicone rubber (LSR) tooling so expensive? It is because every mating surface in the mold must be machined to microscopic tolerances to prevent unsightly flash.
Here is the truth:
If your mold isn’t perfect, your parts will be flawed.
- CNC machining with sub-micron accuracy.
- Hand-polishing to achieve mirror finishes.
- Integrated vacuum systems to remove air.
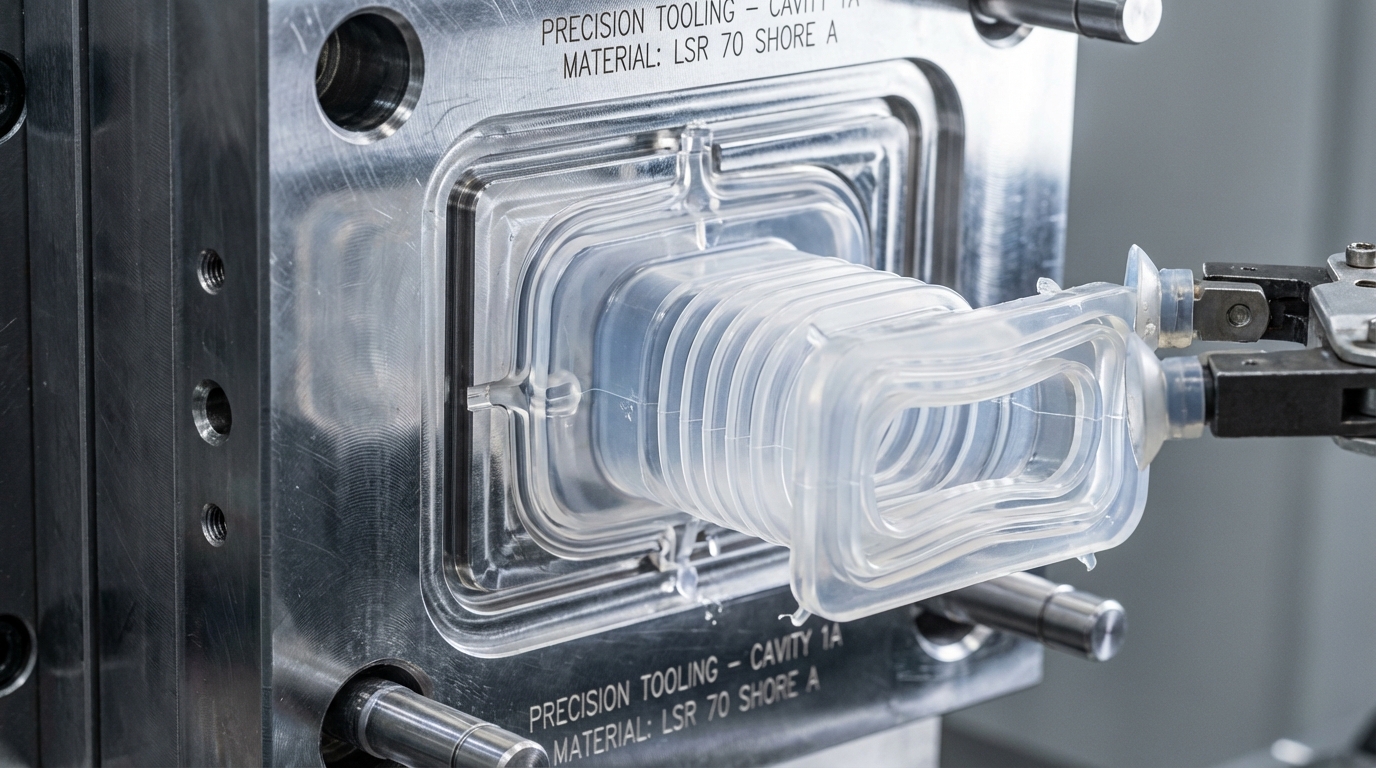
Achieving tight tolerances for medical parts
For medical and automotive applications, you cannot afford even the slightest deviation in dimensions. Precision engineering ensures that every part is an exact replica of the digital design.
The complexity of preventing “flash”
Preventing flash is the biggest challenge in LSR molding due to the material’s water-like flow. Engineers must spend hundreds of hours ensuring the mold plates fit together with absolute perfection.

Key Takeaway: Precision machining is the primary cost driver, ensuring your parts meet strict tolerances without the need for manual trimming.
| Engineering Factor | Impact on Quality | Impact on Cost |
|---|---|---|
| Micro-Tolerances | Eliminates Flash | High Machining Cost |
| Vacuum Venting | Prevents Air Bubbles | Added Tool Complexity |
| Surface Finish | Enhances Part Clarity | Labor-Intensive Polishing |
Precision is the safeguard that prevents your production line from becoming a graveyard of defective silicone parts.
Why do complex geometries add to the manufacturing cost?
Why is liquid silicone rubber (LSR) tooling so expensive? is often linked to the intricate internal features and undercuts you may require for your product. Handling complex geometries in LSR injection molding requires specialized moving cores and slides that increase the mechanical complexity of the tool.
The fact is:
Complexity in design translates directly to complexity in steel.
- Hydraulic slides for internal threads.
- Collapsible cores for deep undercuts.
- Multi-cavity designs for balanced flow.
Engineering intricate undercuts and threads
When you design a part with internal threads or side holes, the mold must have moving parts that retract before the part can be ejected. These mechanisms must operate perfectly under high temperatures.
The cost of specialized cooling channels
To keep the silicone liquid until it reaches the cavity, you need a sophisticated network of cooling channels. Why is liquid silicone rubber (LSR) tooling so expensive? It’s the cost of drilling these deep, precise channels into hardened steel.
Key Takeaway: Complex designs require active mechanical components within the mold, which significantly raises both design and fabrication hours.
| Design Element | Technical Requirement | Cost Influence |
|---|---|---|
| Undercuts | Side-Action Slides | Moderate Increase |
| Internal Threads | Rotating Cores | High Increase |
| Thin Walls | High-Pressure Gates | Added Engineering |
Understanding these design trade-offs allows you to balance functional needs with your available tooling budget.
How does material selection impact your long-term budget?
Material selection is a critical factor because the mold must withstand extreme thermal cycling without deforming. Why is liquid silicone rubber (LSR) tooling so expensive? It requires specialized tool steels that maintain their integrity while being heated to 180°C and cooled repeatedly.
Believe it or not:
The steel you choose today determines your maintenance costs tomorrow.
- Resistance to chemical corrosion.
- High thermal conductivity for fast cycles.
- Hardness levels to resist wear and tear.
Resistance to extreme temperatures
LSR molding happens at high temperatures, which can cause standard metals to expand or warp. You need premium alloys that stay dimensionally stable to ensure the best choice for manufacturing in 2026 remains viable for years.
Avoiding deformation under constant pressure
High-pressure injection can eventually “crush” a soft mold. Why is liquid silicone rubber (LSR) tooling so expensive? It uses hardened steels that can withstand millions of cycles without losing their seal.
Key Takeaway: Investing in superior mold materials prevents premature tool failure and reduces the frequency of expensive repairs.
| Material Grade | Lifecycle (Cycles) | Suitability |
|---|---|---|
| Aluminum | < 10,000 | Prototyping Only |
| P20 Steel | 50,000 – 100,000 | Medium Volume |
| Hardened Stainless | 1,000,000+ | High-Volume B2B |
Choosing the right steel is an insurance policy against the hidden costs of production downtime and mold rework.
Why is high-volume production a factor in initial cost?
Why is liquid silicone rubber (LSR) tooling so expensive? is often a reflection of the tool’s ability to produce millions of identical parts at high speed. A high-volume tool is designed to minimize cycle times, which requires better thermal balance and automated ejection systems.
Keep this in mind:
A faster cycle time pays for the tool faster.
- Multiple cavities for higher output.
- Balanced runner systems for even filling.
- Durable coatings to reduce friction.
Reducing cycle times from minutes to seconds
By optimizing the heating and cooling inside the mold, you can shave seconds off every shot. These seconds add up to massive savings when you are running production 24/7.
Uniformity across millions of components
You need every single part to be identical to the first. Why is liquid silicone rubber (LSR) tooling so expensive? It provides the structural rigidity needed to maintain that level of consistency over time.
Key Takeaway: High-volume tooling is built for speed and endurance, making the initial high cost a lower “per-part” investment over time.
| Volume Category | Cavitation | ROI Timeline |
|---|---|---|
| Low Volume | 1 – 2 Cavities | Slow |
| Medium Volume | 4 – 8 Cavities | Balanced |
| High Volume | 16 – 64 Cavities | Very Fast |
Strategic cavitation planning ensures that your upfront investment aligns with your projected market demand and growth.
What safety standards increase LSR mold fabrication costs?
Safety standards, especially for medical and food-grade products, require the mold to be built and maintained in controlled environments. Why is liquid silicone rubber (LSR) tooling so expensive? It must be designed for food and medical-grade safety to prevent any contamination of the raw material.
Consider the stakes:
In medical molding, contamination is not an option.
- Biocompatible material handling.
- Cleanroom-ready mold surfaces.
- Stainless steel plumbing for pure water cooling.
Designing for cleanroom applications
When your tool is used in a cleanroom, it cannot have lubricants or oils that might leak into the parts. This requires “oil-free” mechanical components that are more expensive to engineer and manufacture.
Why hypoallergenic silicone requires superior finishes
To maintain the hypoallergenic properties of LSR, the mold surface must be free of any microscopic pits where bacteria could grow. Why is liquid silicone rubber (LSR) tooling so expensive? It involves intensive diamond-polishing to achieve a medical-grade finish.
Key Takeaway: Safety-critical applications demand specialized mold designs that eliminate contamination risks and meet global regulatory standards.
| Sector | Safety Requirement | Tooling Impact |
|---|---|---|
| Medical | ISO 13485 Compliance | High Precision / Cleanroom |
| Food Grade | FDA Standards | Stainless Steel / Non-Toxic |
| Consumer | Skin-Safe | High Finish Quality |
Meeting these rigorous standards ensures your product’s marketability and protects your end-users from potential health risks.
How does automation integration influence the tooling quote?
Why is liquid silicone rubber (LSR) tooling so expensive? is heavily influenced by the need for the mold to work seamlessly with robotic systems. Modern B2B manufacturing relies on fully automated cycles to eliminate human error and reduce labor costs.
Look at it this way:
An automated tool is a self-sufficient production center.
- Robotic pick-and-place interfaces.
- Sensor-integrated part detection.
- Automatic gate-cutting mechanisms.
Eliminating human error through automated cycles
When the mold opens, robots must be able to grip the parts without damaging them. This requires specific “pick areas” to be designed into the mold from day one.
How automation reduces long-term labor costs
Why is liquid silicone rubber (LSR) tooling so expensive? It incorporates the electronics and mechanical interfaces needed for “lights-out” manufacturing, which saves you thousands in wages later.
Key Takeaway: Automation-ready tooling costs more upfront but provides a significant competitive advantage through lower operating expenses.
| Process Type | Manual Labor | Tooling Cost | Long-Term Efficiency |
|---|---|---|---|
| Manual Ejection | High | Lower | Low |
| Semi-Automated | Moderate | Medium | Moderate |
| Full Automation | Minimal | Higher | High |
Integrating robotics into your tooling strategy is the most effective way to scale production while maintaining peak efficiency.
Why is optical-grade silicone tooling a premium investment?
Optical-grade LSR tooling is expensive because it must produce parts with the clarity of glass but the durability of rubber. Why is liquid silicone rubber (LSR) tooling so expensive? Achieving the required light transmission necessitates an incredible level of mold surface perfection.
The reality is:
Any scratch on the mold will show up in your lens.
- A1-grade mirror polishing.
- Specialized venting to prevent haze.
- Precision gates to avoid flow marks.
Achieving superior light transmission
To replace glass, silicone must have zero internal stress and a perfect surface. This requires the mold to have extremely balanced heating to prevent “witness lines” or flow distortions.
Dimensional stability in extreme conditions
Why is liquid silicone rubber (LSR) tooling so expensive? Optical parts often face harsh UV and temperature changes, so the mold must ensure the parts are perfectly cured to remain stable.

Key Takeaway: Optical LSR tooling requires the highest level of craftsmanship in the industry to produce parts that meet strict light-path requirements.
| Feature | Glass Lenses | Optical LSR Lenses |
|---|---|---|
| Weight | Heavy | Lightweight |
| Impact Resistance | Low (Fragile) | High (Flexible) |
| Design Freedom | Limited | High |
High-performance optical silicone opens new design possibilities for lighting and automotive applications that traditional glass cannot match.
Can part design optimization significantly lower your expenses?
Why is liquid silicone rubber (LSR) tooling so expensive? is a question that can often be answered by looking at the part design itself. By designing better parts for custom LSR, you can simplify the mold structure and reduce the total cost of ownership.
Here is a tip:
Simplicity in design leads to economy in tooling.
- Uniform wall thickness for even curing.
- Draft angles for easy part ejection.
- Consolidation of multiple parts into one.
Strategic tips for designing better parts
Small changes, like adding a draft angle, can eliminate the need for expensive mechanical slides. You should work closely with your manufacturer during the design phase to find these cost-saving opportunities.
Balancing wall thickness to avoid quality issues
Thick sections in a silicone part can lead to “sink” or uneven curing. Why is liquid silicone rubber (LSR) tooling so expensive? It often has to compensate for poor design with complex cooling, which you can avoid with a smarter layout.
Key Takeaway: Proactive Design for Manufacturing (DFM) can reduce tooling complexity and save you significant money before the first piece of steel is cut.
| Design Action | Tooling Benefit | Cost Saving |
|---|---|---|
| Add Draft Angles | Easier Ejection | Moderate |
| Uniform Walls | Balanced Thermal | High |
| Simplify Undercuts | Remove Slides | Very High |
Collaborating with engineering experts early in the process is the most effective way to optimize both part performance and budget.
Is choosing an expert partner essential for your bottom line?
Choosing an expert partner is essential because they understand the nuances of silicone behavior that general molders might miss. Why is liquid silicone rubber (LSR) tooling so expensive? Because you are paying for the 15+ years of experience required to get it right on the first try.
Don’t forget:
Experience prevents the “hidden costs” of failure.
- Expert troubleshooting of material flow.
- Proven track record in high-precision industries.
- In-house maintenance to extend tool life.
Leveraging years of precision manufacturing expertise
A partner with deep LSR knowledge can spot potential issues in your design before they become expensive problems in the mold. This foresight is invaluable for maintaining your project timeline.
Customization services that prioritize ROI
Why is liquid silicone rubber (LSR) tooling so expensive? It is a custom-engineered solution tailored to your specific production goals. An expert partner ensures that every dollar spent on tooling contributes to a better return on investment.
Key Takeaway: The right manufacturing partner acts as a consultant, ensuring your high-precision tooling is an asset, not a liability.
| Partner Attribute | Value to You | Long-Term Result |
|---|---|---|
| Deep Expertise | Fewer Design Loops | Faster Time-to-Market |
| Quality Systems | Consistent Parts | Lower Liability Risk |
| Full Support | Technical Assistance | Maximized Tool Life |
Selecting a partner with a specialized focus on LSR guarantees that your complex manufacturing needs are met with professional precision and care.
While the initial investment in LSR tooling is higher due to precision engineering, material requirements, and automation compatibility, the resulting efficiency and part quality provide a lower total cost of ownership. We solve the challenges of flash, inconsistent curing, and production downtime by providing high-performance tools designed for the most demanding B2B applications. Our expertise ensures that your project moves from prototype to mass production with zero compromises on quality. Ready to optimize your production with high-precision LSR? To get started on your next project with a partner who understands your ROI needs, contact us today.
FAQ
Can I reduce the initial cost of my LSR mold?
Yes, you can often lower costs by simplifying your part design and reducing the number of cavities. By removing unnecessary undercuts and ensuring uniform wall thickness during the design phase, you allow for a simpler mold structure that requires fewer expensive mechanical components.
What’s the best way to choose an LSR tooling manufacturer?
The best way is to evaluate their specific experience with liquid silicone and their quality certifications. Look for a partner who offers in-house engineering support and has a proven track record in high-precision industries like medical or automotive to ensure they can handle the material’s unique challenges.
How do I know if LSR is more cost-effective than plastic?
You should choose LSR if your application requires extreme heat resistance, biocompatibility, or long-term flexibility that plastics cannot provide. While the tooling is more expensive, the superior performance and durability of silicone often lead to a lower total cost of ownership in high-stakes environments.
Can I use the same tool for different LSR materials?
Generally no, because different grades of LSR have different shrinkage rates and viscosities. A tool designed for a standard 40 Shore A material may not produce accurate parts if you switch to a high-transparency optical grade without significant adjustments to the mold.
What’s the best lead time to expect for high-precision LSR tools?
You should typically expect a lead time of 6 to 10 weeks for a high-quality production tool. This timeframe allows for the rigorous design-for-manufacturing phase, precision CNC machining, and the multiple rounds of testing (T1, T2 samples) required to guarantee a perfect fit and finish.