
The liquid silicone rubber (LSR) injection molding process is a high-precision manufacturing method that transforms two-component raw materials into durable, thermoset parts through automated mixing, injection, and heat-activated curing. Many B2B buyers struggle with inconsistent part quality and slow production cycles that drive up costs. If your current supplier cannot maintain tight tolerances or high-volume consistency, your project timelines are at risk. By partnering with experts who master the silicone injection molding workflow, you ensure superior product performance and reliable delivery.
What is the first step in silicone injection molding?

The process begins with the precise metering and homogenization of the two-part liquid silicone rubber mixture. In this stage, the material is pumped from separate containers to ensure a consistent 1:1 ratio. This foundation is critical for the success of your silicone injection molding project.
Accurate mixing prevents curing issues and physical property imbalances in the final part. You must ensure that the components are perfectly blended before they reach the injection unit.
How do you achieve perfect homogenization?
Think about this: without a static mixer, your parts will never reach their full strength. You need to verify that the Component A (base) and Component B (catalyst) are fully integrated.
Can additives be included in the mix?
You can easily incorporate various enhancements during the primary mixing phase. Here is the kicker: adding color or performance additives at this stage ensures a uniform finish across every single part.
- UV resistance stabilizers
- Pigment concentrates
- Conductive fillers
- Antimicrobial agents
Key Takeaway: Precise 1:1 mixing of LSR components is the non-negotiable foundation for material stability and part performance.
| Stage | Action | Primary Goal |
|---|---|---|
| Preparation | Material Pumping | Consistent 1:1 Delivery |
| Homogenization | Static Mixing | Molecular Uniformity |
Accurate material preparation eliminates chemical variances that lead to batch rejection in high-volume production.
How are mold inserts prepared for mass production?

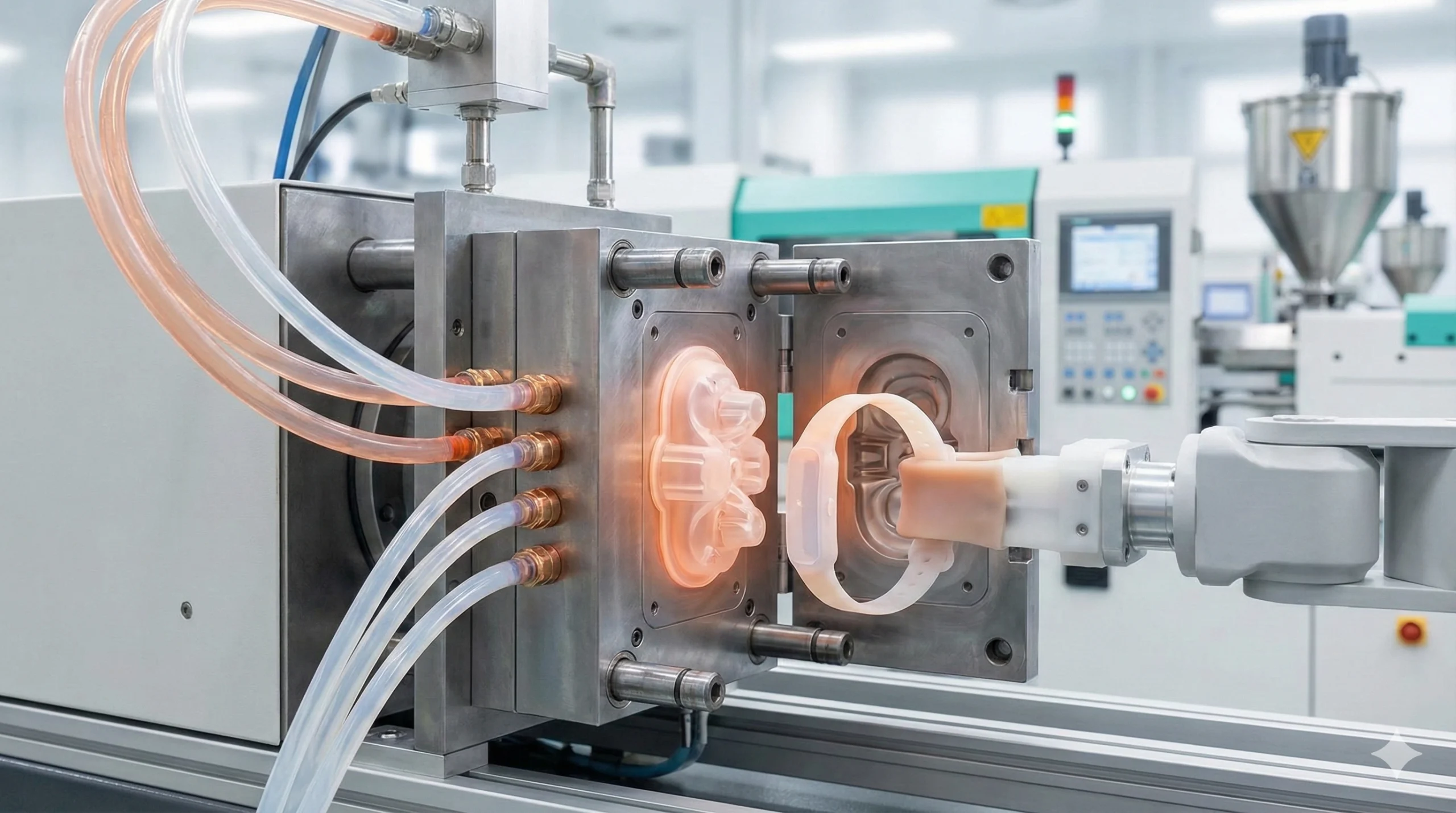
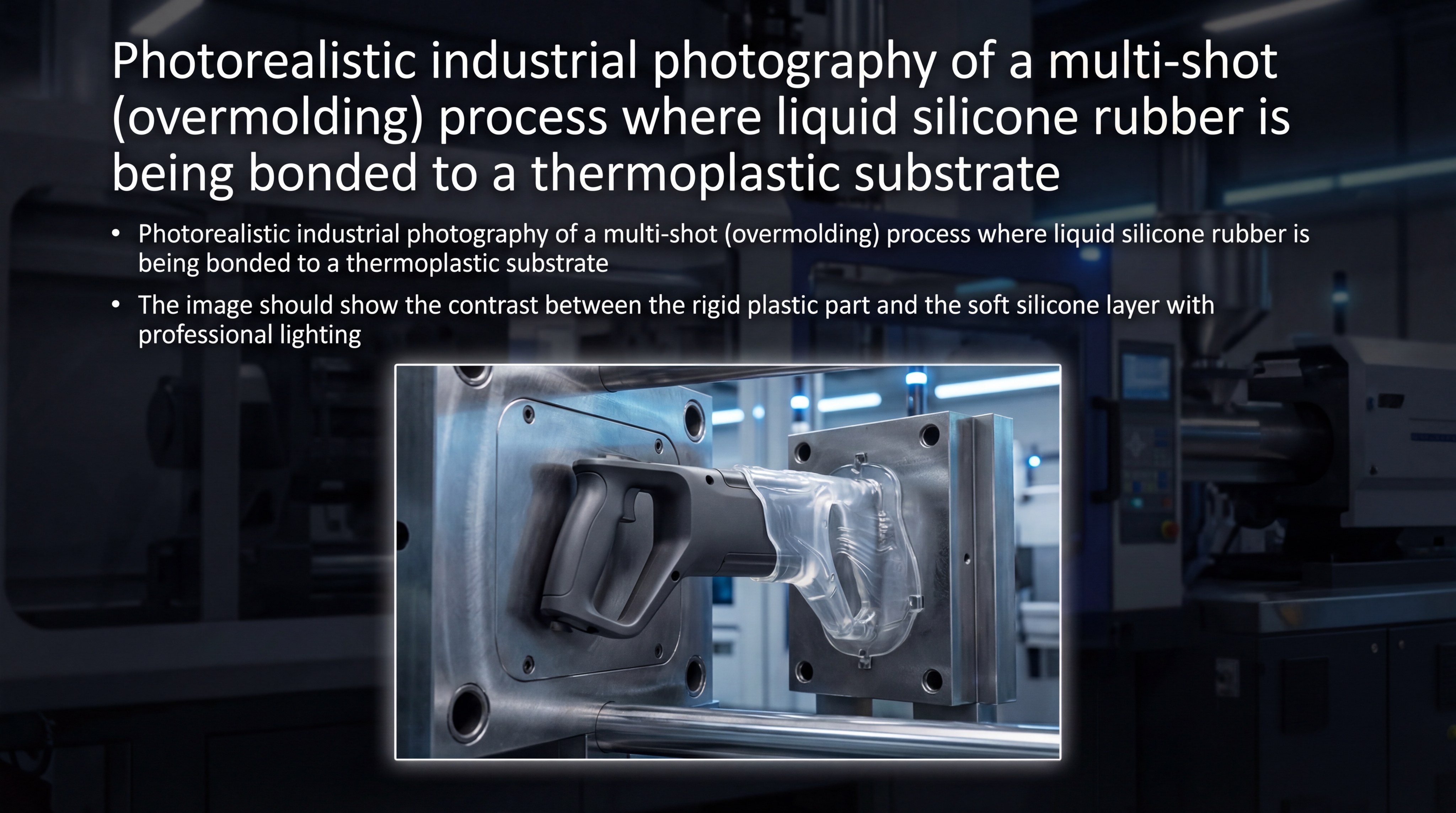
Mold inserts are cleaned, treated, and preheated to ensure optimal adhesion and thermal stability during the molding cycle. This step is vital for overmolding applications where silicone is bonded to plastic or metal substrates. Success in silicone injection molding depends heavily on how well these inserts are handled before the mold closes.
Preheating the inserts minimizes thermal shock when the liquid material enters the cavity. This results in a more predictable cooling process and better dimensional accuracy.
Is insert placement critical for quality?
Proper alignment ensures that the silicone flows exactly where you need it without causing displacement. You must use high-precision locating pins to keep the substrate stable during high-pressure injection.
What about surface preparation?
Surface cleanliness is the key to preventing delamination in overmolded parts. But that’s not all; you might need plasma treatment or specific primers to ensure a chemical bond that lasts the lifetime of the product.
- Solvent degreasing
- Plasma surface activation
- Adhesive primer application
- Automated robotic placement
Key Takeaway: Thermal preparation and precise positioning of inserts prevent bonding failures and structural defects in complex multi-material parts.
| Preparation Step | Tooling Requirement | Impact on Part |
|---|---|---|
| Preheating | Oven or Induction | Better Bonding |
| Locating | Alignment Pins | Dimensional Precision |
Consistent insert temperatures are necessary to prevent localized curing delays that can weaken the silicone-to-substrate interface.
Why is the clamping machine vital for production?

The clamping machine provides the massive force required to keep the mold halves hermetically sealed against high injection pressures. Without sufficient clamping force, the liquid material would escape through the parting line, resulting in excessive flash. This stage of silicone injection molding defines the aesthetic quality and flash-free nature of your parts.
A vertical or horizontal clamping unit maintains the integrity of the cavity throughout the entire cycle. This ensures that every part produced meets your exact specifications without manual trimming.
How do you calculate clamping force?
You need to consider the total surface area of the part and the internal pressure generated during the injection phase. Here is the deal: undershooting this calculation leads to high scrap rates and damaged tooling.
Can automated clamping improve speed?
Automated systems allow you to achieve rapid cycle times while maintaining safety and precision. The bottom line is that modern clamping units offer real-time feedback to prevent mold damage.
- Pressure monitoring sensors
- High-speed mold closing
- Low-pressure mold protection
- Consistent force distribution
Key Takeaway: High-tonnage clamping is the barrier that ensures liquid material stays within the cavity, producing flash-free, high-quality components.
| Component | Function | Success Metric |
|---|---|---|
| Hydraulic/Electric Ram | Applying Pressure | Zero Flash |
| Tie Bars | Maintaining Alignment | Parallelism |
Proper clamping force management extends the lifespan of expensive molds by preventing unnecessary stress and material leakage.
When does the actual material injection process begin?
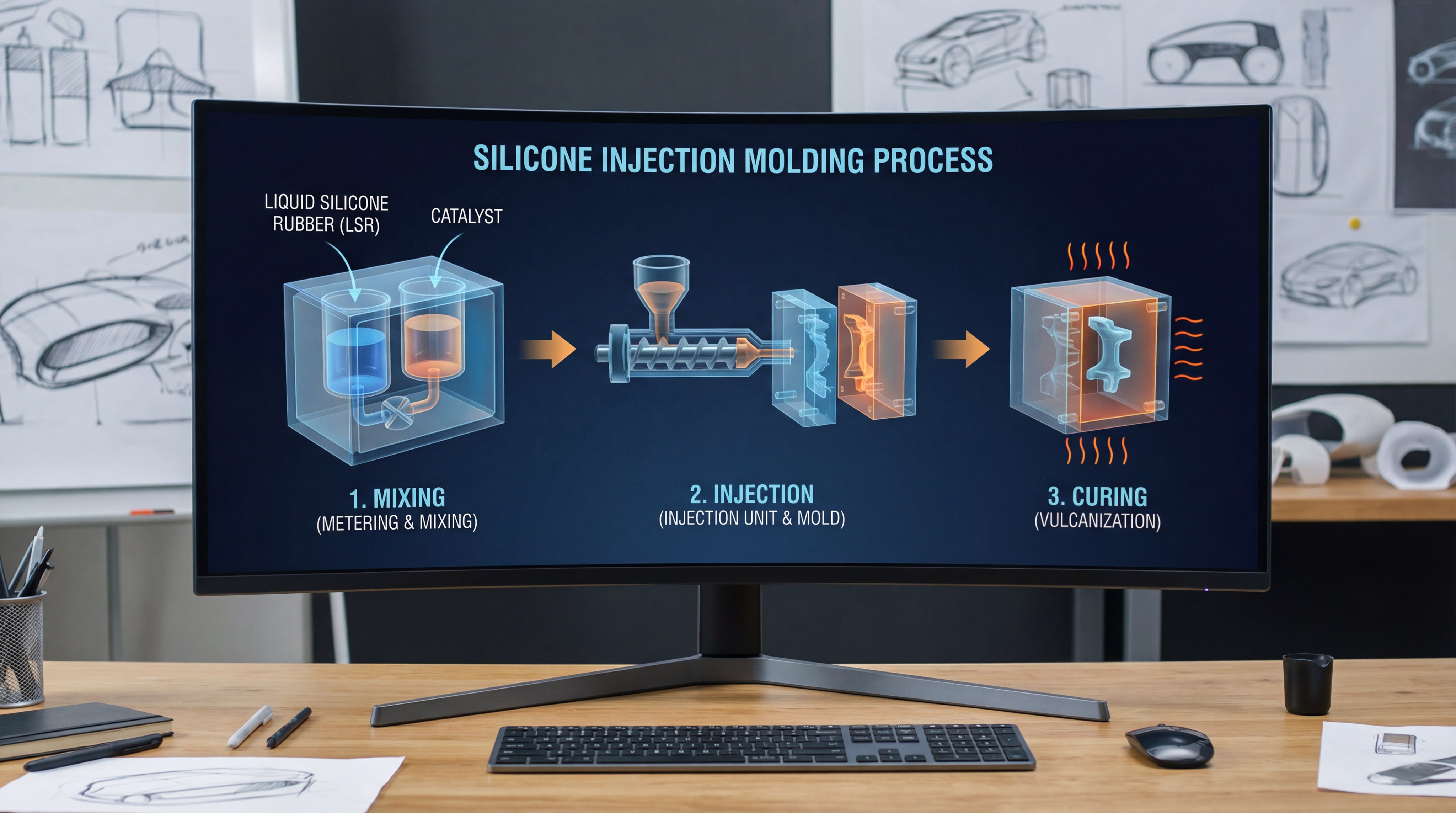
Material injection begins immediately after the mold is secured and the vacuum system has removed trapped air from the cavities. The chilled LSR material is forced into the heated mold using a high-precision screw or plunger. Effective silicone injection molding relies on precise control of injection speed and pressure to fill complex geometries.
Controlling the material flow is essential to prevent air traps and weld lines. Because LSR has low viscosity, it can fill extremely thin walls that traditional plastics cannot.
What role does material viscosity play?
The viscosity of liquid silicone changes rapidly based on the shear rate and temperature. You have to monitor these variables carefully to ensure the material reaches the furthest corners of the mold.
Why is vacuum injection preferred?
Using a vacuum system ensures that no air is trapped inside the cavity before the liquid enters. But that’s not all; it significantly reduces the risk of scorched parts and voids in thick sections.
- Air evacuation phase
- Controlled flow rate
- Cavity pressure monitoring
- Transition to holding pressure
Key Takeaway: Controlled injection speed and vacuum assistance are the primary tools for achieving complete cavity fill in intricate silicone designs.
| Injection Variable | Control Method | Benefit |
|---|---|---|
| Injection Speed | Servo Motor Control | Uniform Filling |
| Vacuum Level | Sensor Feedback | Zero Voids |
Managing the injection profile allows manufacturers to produce parts with varied wall thicknesses without compromising structural integrity.
How does curing affect injection molding quality?
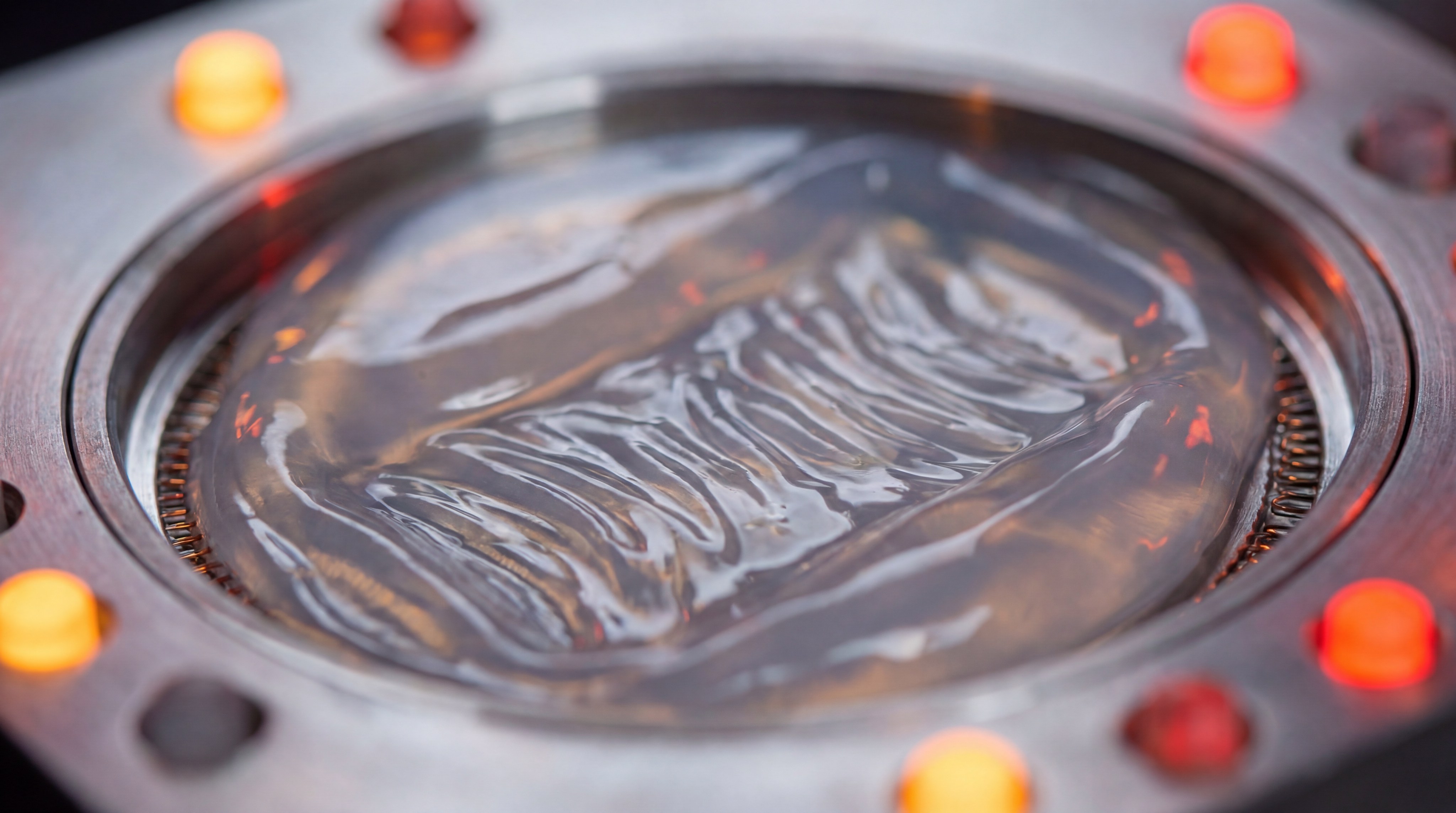
Curing is the chemical process where heat triggers the crosslinking of the silicone molecules, transforming the liquid into a solid elastomer. Unlike thermoplastics that cool to harden, LSR must be heated within the mold to reach its final state. In silicone injection molding, the curing time determines your overall production throughput.
The mold temperature must be kept strictly within the specified range to ensure a complete and even cure. Incomplete curing can lead to “sticky” parts or poor mechanical properties.
What is platinum-cured crosslinking?
This specific type of curing offers the highest level of purity and consistency for your parts. Here is the kicker: platinum-cured silicone produces no harmful byproducts, making it perfect for sensitive applications.
How do you optimize the curing cycle?
You can reduce cycle times by finding the “sweet spot” between mold temperature and material thickness. The truth is, over-curing can lead to brittle parts while under-curing causes deformation during demolding.
- Precise temperature control
- Balanced heat distribution
- Optimized cycle timing
- Real-time vulcanization monitoring
Key Takeaway: Heat-activated curing is the defining chemical transition that gives silicone parts their permanent shape and high-temperature resistance.
| Curing Factor | Monitoring Tool | Impact |
|---|---|---|
| Temperature | Thermocouples | Crosslinking Speed |
| Cycle Time | PLC Controller | Productivity Rate |
Precise thermal management during the curing stage ensures that every part achieves its rated tensile strength and elasticity.
Can this process produce medical-grade silicone parts?

Yes, the automated and closed-loop nature of this process makes it perfectly suited for sterile medical manufacturing environments. The material is never exposed to the atmosphere before injection, minimizing contamination risks. High-end silicone injection molding systems are often housed in ISO-certified cleanrooms.
Medical-grade LSR is biocompatible and can withstand various sterilization methods, including autoclaving. This makes it the gold standard for long-term implants and surgical tools.
Why is cleanliness a priority?
In medical applications, even a microscopic speck of dust can lead to part failure or patient risk. You must rely on automated systems to reduce human contact during the production cycle.
What standards must be met?
Meeting global healthcare standards requires rigorous documentation and material traceability. But that’s not all; you need a partner who understands the nuances of FDA and ISO 13485 requirements.
- Biocompatibility testing
- Cleanroom class certification
- Traceable raw materials
- Sterilization compatibility
Key Takeaway: The purity of the LSR process, combined with cleanroom protocols, allows for the production of life-saving medical devices with zero contamination.
| Requirement | Implementation | Value |
|---|---|---|
| Contamination Control | ISO Class Cleanroom | Patient Safety |
| Regulatory Compliance | FDA/ISO 13485 | Market Access |
Utilizing a closed injection system ensures that the medical-grade silicone remains pure from the supply drum to the final molded part.
What makes this molding ideal for wearables?

Superior skin-compatibility and high tear strength make liquid silicone the ideal choice for smartwatches, fitness trackers, and hearables. The material is soft to the touch yet incredibly resistant to sweat, UV light, and skin oils. For the wearable market, silicone injection molding provides the perfect balance of comfort and durability.
LSR can be molded into complex ergonomic shapes that follow the contours of the human body. This ensures a comfortable fit for users who wear these devices 24/7.
How do you ensure skin safety?
You need to select specific LSR grades that are hypoallergenic and free from irritating chemicals. The bottom line is that users demand a product that won’t cause rashes even during intense exercise.
Can you achieve vibrant colors?
Liquid silicone accepts pigments exceptionally well, allowing you to match your brand’s exact color palette. Here is the deal: the color is integrated into the material, so it will never fade or peel off.
- Soft-touch surface finish
- Sweat and water resistance
- High-resolution detailing
- Customizable shore hardness
Key Takeaway: The combination of biocompatibility and aesthetic versatility makes LSR the premier material for consumer-facing wearable technology.
| Feature | Consumer Benefit | Manufacturing Method |
|---|---|---|
| Softness | All-day Comfort | Shore Hardness Control |
| Durability | Long Product Life | High-Tear LSR Grades |
Precision molding ensures that small features like buckle holes and branding logos remain sharp and functional over years of use.
Are there specialized solutions for acoustic components?

Acoustic ear tips and seals require extremely thin walls and high elasticity to provide effective sound isolation and user comfort. The low viscosity of liquid silicone allows it to flow into the ultra-thin sections of an ear tip mold without tearing. Using silicone injection molding for acoustics ensures that every ear tip provides a perfect, consistent seal.
Maintaining consistency in wall thickness is the most difficult part of acoustic production. Even a variance of 0.05mm can change how a user experiences sound.
How is sound isolation achieved?
The flexibility of the silicone allows the ear tip to deform and create a perfect seal within the ear canal. You should choose a material that balances softness with enough structural integrity to hold its shape.
Is mass production consistent for ear tips?
Think about this: producing millions of ear tips requires a mold with incredibly high cavitation. But that’s not all; each cavity must perform exactly like the others to ensure acoustic uniformity.
- Micro-wall thickness control
- Multi-cavity mold balance
- High-purity material selection
- Integrated sound dampening
Key Takeaway: The fluid nature of LSR enables the creation of complex, thin-walled acoustic parts that are impossible to produce with traditional rubber.
| Acoustic Property | Silicone Characteristic | Benefit |
|---|---|---|
| Isolation | Elastic Conformity | Noise Reduction |
| Clarity | Clean Surface Finish | Unaltered Sound Profile |
Precise tooling for acoustic parts prevents vibration leaks and ensures that the final product meets high-fidelity audio standards.
How does the venting system prevent part defects?
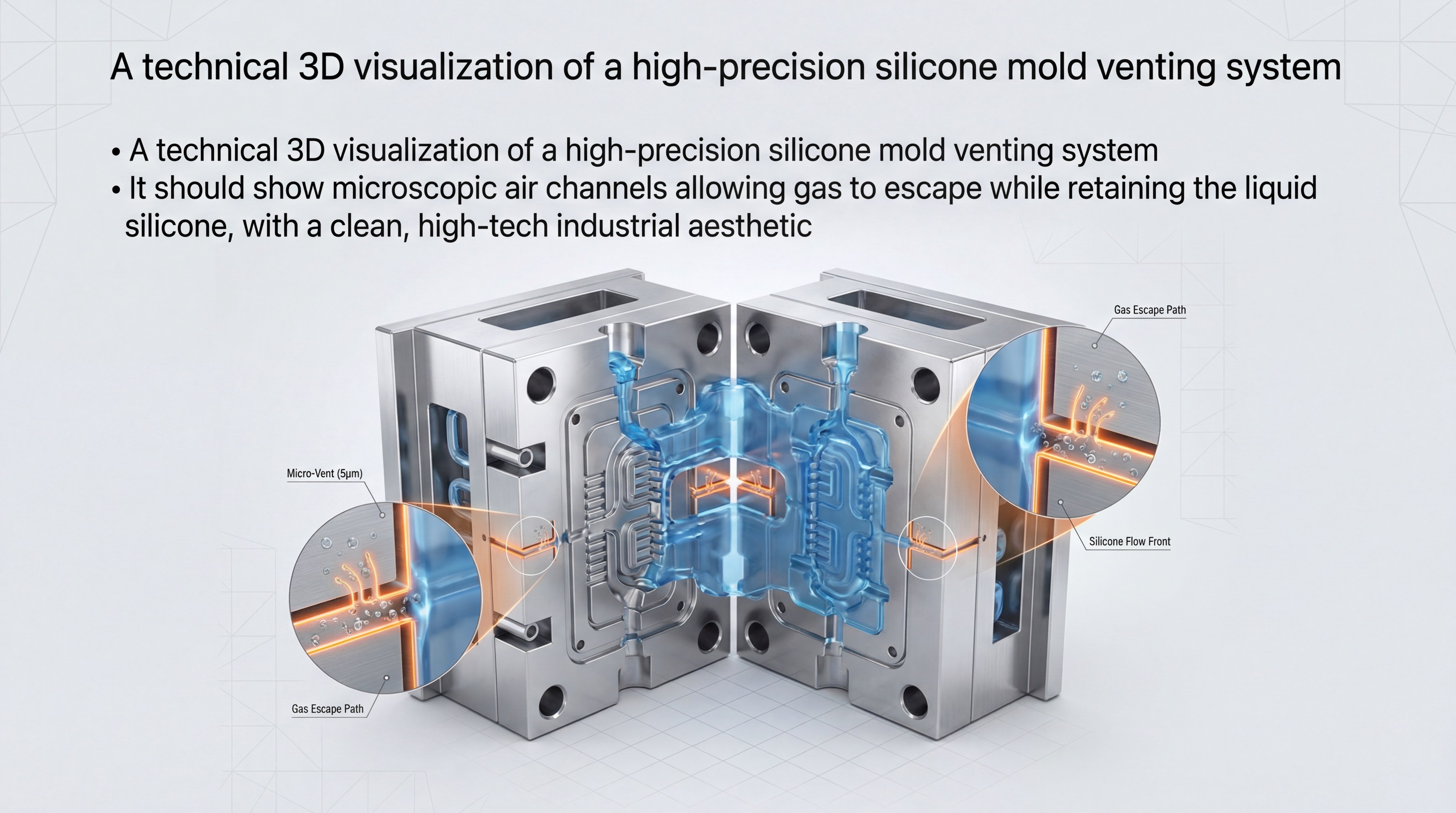
Advanced venting systems use microscopic channels to allow air and gases to escape while keeping the pressurized liquid silicone contained. If air cannot escape the cavity, it will be compressed, causing “burn marks” or incomplete parts. In high-pressure silicone injection molding, venting is a critical engineering challenge that affects scrap rates.
Properly designed vents are usually only a few microns deep, ensuring that air escapes but the more viscous silicone stays inside. This prevents the formation of voids and surface blemishes.
Why do burns occur in molds?
When air is trapped and compressed rapidly by the incoming silicone, the temperature spikes, scorching the material. You have to ensure that vents are placed at the very last points to fill in the mold.
How often do vents need maintenance?
The bottom line is that vents can become clogged with silicone residue over time, leading to sudden quality drops. Here is the deal: regular mold cleaning is essential to keep the air paths clear and the parts perfect.
- Micro-vent engineering
- Parting line venting
- Vacuum-assisted air removal
- Strategic gate placement
Key Takeaway: Precision venting is the invisible safeguard that prevents air traps, burn marks, and structural voids in every injection cycle.
| Problem | Solution | Result |
|---|---|---|
| Trapped Air | Strategic Venting | Complete Fill |
| Material Scorching | Vacuum Evacuation | Perfect Surface |
Expert mold design incorporates venting at the earliest stages to avoid expensive tooling revisions after the first production run.
How are finished parts cooled and demolded?
Finished parts are either cooled within the mold or demolded at high temperatures using automated ejector pins or robotic arms. Because LSR is a thermoset, it does not need to cool completely before it can be handled. This final step of silicone injection molding must be handled carefully to avoid tearing the soft parts.
Automated demolding systems ensure that the process remains fast and repeatable. For delicate parts, air blasts or specialized grippers are used to gently remove the components from the cavity.
Can parts be demolded while hot?
You can remove silicone parts from the mold while they are still near curing temperatures because they are chemically stable. Here is the kicker: this ability to demold “hot” is one of the reasons LSR production cycles are so fast.
Is post-curing always necessary?
Depending on the application, you might need to bake the parts in an oven after demolding. But that’s not all; post-curing is vital for medical or food-grade parts to remove any remaining volatile components.
- Automated pin ejection
- Robotic part handling
- Optional post-cure baking
- Final dimensional inspection
Key Takeaway: Efficient demolding strategies, whether manual or robotic, ensure that the high-speed injection cycle is never delayed by part removal.
| Method | Best For | Benefit |
|---|---|---|
| Mechanical Ejection | Standard Parts | High Speed |
| Air/Robot Assist | Delicate Designs | Zero Damage |
The final stage of the process concludes with a rigorous quality check to ensure that every part meets the original design intent.
Conclusion
Mastering the steps of liquid silicone rubber injection molding is essential for delivering the high-performance components your industry demands. By understanding the nuances of mixing, injection, and curing, you can eliminate the quality risks and production delays that plague less sophisticated manufacturing routes. Our vision is to provide unparalleled precision and consistency for every client, ensuring that your parts are stable from the first prototype to full-scale mass production. If you are ready to optimize your supply chain with a partner who understands the intricacies of the LSR process, contact us today for expert DFM support and a comprehensive project review.
FAQ
Can I use standard plastic injection molding machines for LSR?
No, you cannot use standard equipment. LSR requires specialized injection units with water-cooled barrels and heated molds to manage the thermoset curing process.
What’s the best way to prevent flash on silicone parts?
The best way is to ensure your mold is engineered with high precision and that your clamping machine provides sufficient tonnage to keep the parting lines sealed.
How do I know if my part requires post-curing?
You know you need post-curing if your parts must meet strict FDA/medical standards for volatiles or if you need to optimize the final physical properties like compression set.
Can I overmold silicone onto heat-sensitive plastics?
Yes, but you must select a low-temperature curing LSR grade or use specialized cooling techniques to ensure the plastic substrate does not deform during the silicone cycle.
What’s the best shore hardness for wearable straps?
The best range is typically between 40A and 60A, providing a balance of flexibility, comfort, and enough structural integrity to support the device’s weight.