
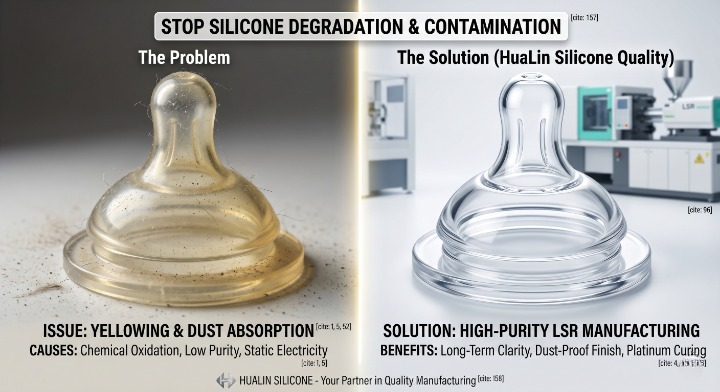
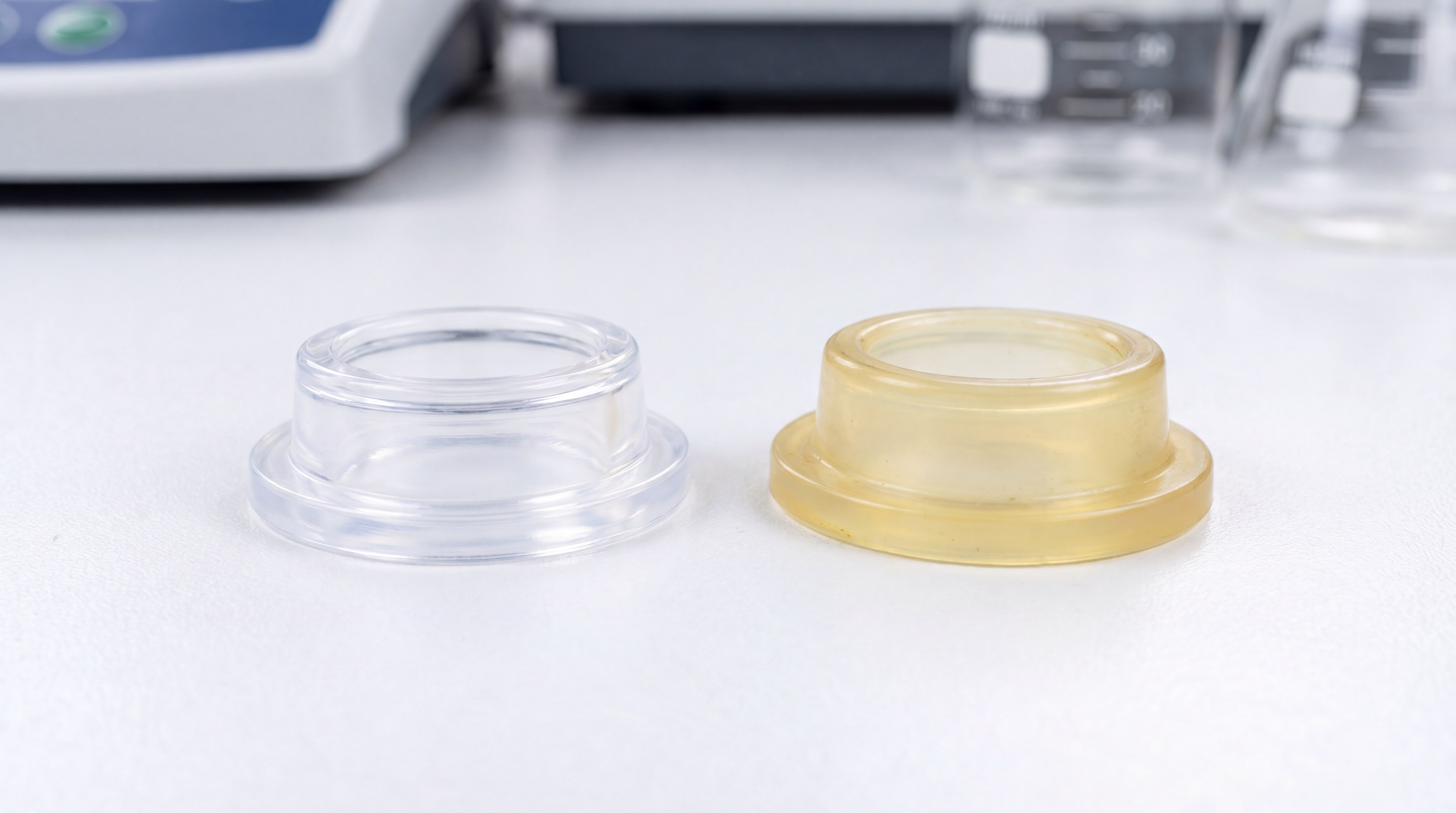
Silicone rubber products turn yellow due to chemical oxidation and environmental stressors, while dust absorption is primarily caused by static electricity and high surface energy. Imagine you have just launched a premium line of medical devices or baby products, only to find the inventory yellowing on the shelf. This aesthetic failure can devastate your brand’s reputation and lead to costly returns or lost contracts. By prioritizing high-purity silicone Manufacturing, you can eliminate these material instabilities and ensure long-term product clarity.
Why Do Silicone Products Turn Yellow?
Yellowing is typically the result of chemical oxidation within the polymer or the degradation of low-quality additives. In the world of silicone Manufacturing, using unstable raw materials is a recipe for premature aging.
Is it Chemical Oxidation or Aging?
Think about it. Silicone is inherently stable, but internal stabilizers can react with oxygen to create a yellow tint.
- Oxidation of Additives: Antioxidants and whitening agents may shift color when they reach their limit.
- Polymer Breakdown: Chain scission occurs when the molecular backbone is compromised by catalysts.
- Impurity Reactions: Trace metals in the raw material can trigger localized discoloration.
What Role Does the Environment Play?
Here is the deal: your storage and usage conditions act as catalysts for these chemical shifts.
- Ambient Pollutants: Ozone and industrial fumes can penetrate the surface of clear silicone.
- High Humidity: Moisture can trap chemicals on the surface, accelerating the yellowing process.
- Packaging Outgassing: Low-grade plastic bags can release chemicals that react with the silicone rubber.
Key Takeaway: Yellowing is a chemical signal that the material’s internal stability or external protection has failed.
| Cause | Impact | Prevention |
|---|---|---|
| Oxidation | Permanent yellowing | High-purity virgin silicone |
| Humidity | Surface haze | Controlled storage environments |
| Impurities | Patchy discoloration | Strict material traceability |
This data indicates that while some yellowing is environmental, most root causes begin at the material selection phase.
Does silicone Manufacturing Quality Impact Color?
Poor quality control and the use of recycled materials are the leading causes of inconsistent color performance. Standard silicone Manufacturing often relies on “regrind” material to save costs, which introduces existing thermal damage into the new batch.
Are Impurities the Main Cause?
But that’s not all. Even microscopic contaminants in the factory air can settle into the clear silicone during the molding process.
- Recycled Content: Using non-virgin material reduces the “yellowing index” threshold significantly.
- Filler Quality: Low-grade silica fillers can give the finished product a cloudy or yellowish hue.
- Cleanroom Standards: A lack of environmental control allows dust and oils to mix with the raw compound.
Why Use High-Grade Raw Materials?
The truth is, starting with medical or food-grade polymers is the only way to guarantee optical clarity.
- Certified Purity: Materials from reputable global suppliers have fewer extractables that cause yellowing.
- Consistent Formulations: High-grade silicone maintains the same chemical balance from batch to batch.
- Thermal Stability: Premium grades are designed to withstand the heat of the molding process without scorching.
Key Takeaway: You cannot fix poor material quality with secondary processes; stability must be “baked in” from the start.
| Material Grade | Purity Level | Yellowing Resistance |
|---|---|---|
| Industrial | Low | Very Poor |
| Food Grade | High | Excellent |
| Medical Grade | Ultra-High | Superior |
Superior raw materials provide the necessary foundation for products that must maintain a “water-white” transparency over time.
How Do Curing Agents Cause Yellowing?
The choice of curing agent determines the final chemical structure and long-term color stability of your product. In advanced silicone Manufacturing, the transition from peroxide to platinum systems is the most effective way to prevent yellowing.
Why Avoid Peroxide Curing for Clear Parts?
Believe it or not, peroxide vulcanization leaves behind organic acids that naturally turn yellow as they age.
- Acidic Byproducts: These residues remain inside the silicone after the molding process is complete.
- Thermal Stress: Peroxide requires higher temperatures, which can “cook” and discolor sensitive clear grades.
- Surface Bloom: Unreacted peroxide can migrate to the surface, creating a sticky, yellow film.
What Are the Benefits of Platinum Curing?
Think about it. Platinum-cured systems are “addition-cure,” meaning they create no chemical byproducts during the reaction.
- Zero Residue: The finished part is chemically cleaner and inherently more stable.
- Lower Temps: Processing at lower temperatures reduces the risk of thermal degradation during production.
- Crystal Clarity: This method is the industry standard for high-end medical and optical silicone products.
Key Takeaway: For any B2B application where appearance is critical, always specify a platinum curing system.
| Curing Type | Color Stability | Application |
|---|---|---|
| Peroxide | Moderate | O-rings, industrial gaskets |
| Platinum | High | Baby products, medical tubes |
As shown, platinum curing is essential for aesthetic-sensitive industries where yellowing is considered a defect.

Can silicone Manufacturing Prevent UV Damage?
Exposure to ultraviolet light breaks the molecular bonds of silicone, leading to both yellowing and surface embrittlement. Professional silicone Manufacturing utilizes specialized UV-stable additives to mitigate this inevitable environmental stressor.
How Does Solar Radiation Break Bonds?
Here is the deal: UV rays carry enough energy to trigger photo-oxidation in the silicone polymer chain.
- Free Radical Formation: Light exposure creates reactive molecules that attack the polymer’s stability.
- Surface Degradation: The outermost layer of the silicone often turns yellow first due to direct exposure.
- Structural Brittleing: Beyond color, UV can cause the rubber to lose its elasticity and crack.
Can UV Stabilizers Protect Parts?
But that’s not all. You can request specific additive packages that act as a “sunscreen” for your silicone components.
- UV Absorbers: These chemicals soak up harmful radiation before it can damage the polymer.
- HALS Additives: Hindered Amine Light Stabilizers neutralize free radicals created by sunlight.
- Opaque Pigments: Simply adding a UV-stable colorant can provide a physical barrier against light.
Key Takeaway: Outdoor products require specialized UV-resistant formulations to maintain their original color and physical integrity.
| Protection | Method | Result |
|---|---|---|
| Basic | Natural stability | 6-12 months outdoor life |
| Enhanced | UV Absorbers | 3-5 years outdoor life |
| Maximum | UV Coatings | 10+ years outdoor life |
Strategic use of stabilizers allows silicone to outperform most plastics in high-intensity sunlight environments.
Why Does Silicone Rubber Attract Dust?
Dust absorption is a result of the high surface energy and natural electrical insulation properties of the rubber. In silicone Manufacturing, this is often referred to as the “magnetic effect” because the material literally pulls particles from the air.
Is Static Electricity the Primary Culprit?
The truth is, silicone builds up a static charge during handling and packaging that takes a long time to dissipate.
- High Resistivity: Because silicone does not conduct electricity, static charges remain trapped on the surface.
- Friction Charging: Rubbing against plastic bags or clothing creates an immediate electrical pull for dust.
- Airborne Attraction: Fine particles in the air are physically drawn to these charged surfaces.
Does Material Porosity Matter?
Think about this. While silicone appears smooth, the surface structure at a microscopic level can be quite “tacky.”
- Surface Energy: High surface energy makes particles “stick” once they make contact with the material.
- Micro-texture: Tiny ridges in the molding can trap fine dust that is difficult to wipe away.
- Oil Migration: In low-quality parts, internal oils can “bleed” to the surface, creating a literal glue for dirt.
Key Takeaway: Dust issues are a combination of electrical attraction and the physical “stickiness” of the raw polymer.
| Problem | Root Cause | Effect |
|---|---|---|
| Dust Clinging | Static Electricity | Immediate contamination after unpacking |
| Gritty Feel | Surface Tacky | Dust becomes embedded and hard to clean |
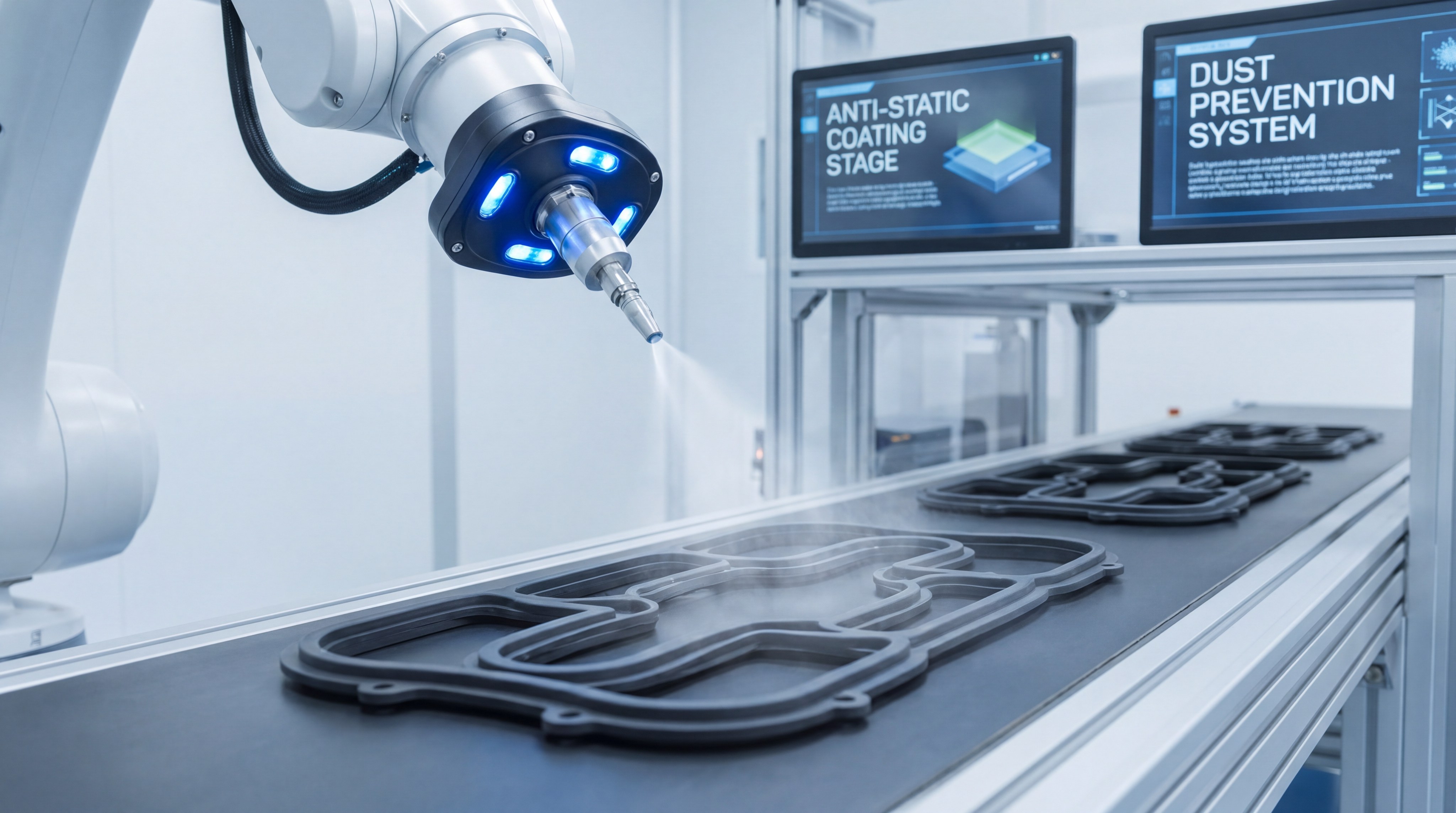
Understanding these physical properties is the first step toward implementing effective anti-static solutions.
Does silicone Manufacturing Reduce Dust Issues?
Advanced surface treatments and secondary operations can permanently alter the silicone’s surface to repel dust. Modern silicone Manufacturing offers several coatings that eliminate the natural tackiness of the material.
Can Surface Coatings Repel Dust?
But wait, there’s more. You can specify a “hand-feel” oil coating that makes the surface feel silky rather than sticky.
- PU Coatings: Polyurethane sprays create a dry, non-tacky barrier over the silicone.
- Anti-static Treatments: Specialized sprays can neutralize the surface charge for easier handling.
- Parylene Coating: A high-end medical coating that provides a complete environmental seal.
Does PU Spraying Improve Longevity?
Believe it or not, a professional coating does more than just stop dust; it improves the overall user experience.
- Friction Reduction: Coated parts slide into pockets or cases without sticking.
- Enhanced Durability: The coating protects the underlying silicone from minor scratches and oils.
- Matte Finish: Surface sprays can provide a premium matte look that hides fingerprints.
Key Takeaway: Secondary coatings are the most reliable way to ensure a “dust-proof” finish for consumer-facing products.
| Coating Type | Feel | Dust Resistance |
|---|---|---|
| Raw Silicone | Tacky | Very Low |
| Anti-static Oil | Silky | High |
| Matte PU | Dry/Smooth | Excellent |
These secondary operations are critical for wearable electronics and high-end consumer goods.
Is Liquid Silicone Rubber More Reliable?
Liquid Silicone Rubber (LSR) provides superior purity because it is processed in a completely closed system. In high-precision silicone Manufacturing, LSR is preferred for parts that must remain transparent and contaminant-free.
How Does LSR Improve Material Purity?
Think about it. In an LSR system, the material never touches the factory air until it has been molded into a finished part.
- Closed Injection: The raw components are pumped directly from sealed drums into the mold.
- No Manual Mixing: Computerized dosing ensures the platinum catalyst is perfectly balanced every time.
- Built-in Filtration: LSR machines use high-pressure filters to remove any trace particulates before injection.
Does Precision Molding Prevent Defects?
The bottom line is that automation reduces the “human factor” that often leads to contaminated parts.
- Flash Control: Automated molds produce cleaner edges that are less likely to trap environmental dirt.
- Consistent Curing: Precise thermal control prevents the “burn marks” that look like localized yellowing.
- Cleanroom Integration: LSR is easily integrated into Class 100,000 cleanrooms for medical-grade production.
Key Takeaway: LSR injection molding is the gold standard for maintaining the highest levels of material purity and color stability.
| Process | Automation | Contamination Risk |
|---|---|---|
| Compression | Manual | Medium/High |
| LSR Injection | High | Ultra-Low |
LSR technology ensures that the material properties remain uncompromised from the drum to the delivery box.
Is silicone Manufacturing Key to Heat Resistance?
Heat is a primary driver of aging, and only high-performance grades can withstand extreme temperatures without yellowing. In industrial silicone Manufacturing, matching the silicone grade to the operating temperature is vital for product longevity.
Can Extreme Temperatures Cause Aging?
Here is the deal: prolonged heat accelerates the oxidation process, turning clear silicone brown or yellow over time.
- Thermal Oxidation: High heat acts as a catalyst for the reaction between silicone and oxygen.
- Additive Exhaustion: Prolonged heat can evaporate internal stabilizers, leaving the polymer unprotected.
- Post-Curing Issues: If a part isn’t post-cured correctly, residual chemicals can “scorch” under heat.
What Are the Thermal Resistance Limits?
But that’s not all. Standard silicone is rated for 200°C, but specific “High-Temp” grades can exceed this.
- Standard Grades: These may begin to show color shifts if kept at 150°C for weeks.
- Heat-Stabilized Grades: Specialized iron-oxide or other additives allow for stability up to 250°C.
- Intermittent vs. Continuous: Always distinguish between peak temperature and steady-state operating heat.
Key Takeaway: If your product will be used in ovens or engines, you must specify a heat-stabilized grade to avoid rapid yellowing.
| Temperature | Duration | Discoloration Risk |
|---|---|---|
| < 100°C | Continuous | Very Low |
| 150°C | Continuous | Moderate |
| > 200°C | Short-term | High |
Selecting the right thermal grade prevents the structural and aesthetic breakdown that occurs in high-heat environments.
How Can You Effectively Clean Discolored Silicone?
While surface dust is easy to remove, deep yellowing caused by chemical oxidation is generally permanent. In professional silicone Manufacturing, we advise clients that prevention is far more effective than restoration.
Which Cleaning Agents Are Safe?
Think about it. Using harsh chemicals can actually damage the silicone surface, making it more porous and prone to future staining.
- Mild Soap & Water: Best for daily removal of skin oils and environmental dust.
- Isopropyl Alcohol (70%): Effective for deep cleaning and sterilization without damaging the rubber.
- Avoid Abrasives: Scrubbing pads create micro-scratches that trap more dirt in the future.
Can You Reverse Deep Discoloration?
The truth is, once the internal polymer chains have oxidized, the yellow color is part of the material itself.
- Surface Stains: These can sometimes be lifted with safe solvents or boiling water.
- Chemical Yellowing: This is a permanent change in the refractive index of the silicone.
- Replacement: For medical or aesthetic parts, deep yellowing usually indicates the end of the product’s life.
Key Takeaway: Regular cleaning prevents surface buildup, but it cannot fix yellowing caused by poor material choice.
| Agent | Target | Result |
|---|---|---|
| Warm Water | Light Dust | Clean Surface |
| IPA Alcohol | Oil/Grease | Degreased Surface |
| Bleach | Yellowing | Not Recommended (Damages material) |
This table clarifies that standard maintenance can keep products looking new, but cannot undo chemical damage.

Why Choose Professional silicone Manufacturing?
Partnering with an ISO-certified factory ensures that your materials are traceable and your processes are consistent. High-quality silicone Manufacturing requires a commitment to cleanroom standards and third-party testing.
Why Is ISO Certification Vital?
Believe it or not, an ISO 9001:2015 certification is your guarantee that the factory follows strict quality management protocols.
- Incoming Inspection: Raw materials are tested for purity before they ever reach the production floor.
- Process Monitoring: Automated sensors track heat and pressure to prevent batch variation.
- Final Inspection: Every part is checked against visual and dimensional standards under high-intensity light.
How to Verify Material Compliance?
But wait, there’s more. You should always demand documentation that proves your silicone is what the supplier claims it is.
- SGS/Intertek Reports: These provide independent verification of FDA, RoHS, or REACH compliance.
- Certificate of Analysis (CoA): This document tracks the specific chemical properties of your material batch.
- Aging Tests: Professional factories can conduct accelerated aging tests to predict yellowing performance.
Key Takeaway: Documented quality systems are the only way to ensure your product remains clear and dust-resistant throughout its lifecycle.
| Verification | Frequency | Purpose |
|---|---|---|
| ISO Audit | Annual | Ensures overall system reliability |
| Batch CoA | Every Order | Guarantees material purity |
| Lab Testing | Per Design | Validates specific performance claims |
Reliable manufacturing partners take the guesswork out of material stability and aesthetic longevity.

Conclusion
Yellowing and dust absorption are not inevitable flaws, but rather technical challenges that can be solved with the right expertise. By understanding the roles of material purity, curing systems, and surface treatments, you can protect your B2B products from premature degradation. At HuaLin Silicone, we are committed to providing the highest levels of transparency and stability through advanced LSR and compression molding techniques. If you want to ensure your components stay clear, durable, and dust-resistant, contact us today for a professional consultation.
FAQ
- Can I reverse the yellowing of my silicone parts?
No. Once silicone has yellowed due to chemical oxidation or UV damage, the change is permanent within the polymer structure and cannot be washed away. - What’s the best way to prevent my clear silicone from absorbing dust?
The most effective solution is to request a secondary surface treatment, such as a PU (polyurethane) “hand-feel” oil coating, which eliminates surface tackiness. - How do I know if my supplier is using recycled silicone?
You should request a Certificate of Analysis (CoA) for every batch and look for inconsistent color or “specks” in the material, which are common signs of regrind content. - Can I use bleach to clean yellowed silicone?
No. Bleach is a strong oxidizer and can actually accelerate the degradation of the silicone, making it more brittle and potentially yellowing it further. - How do I know if my product needs platinum curing?
If your part is transparent, used in medical/food applications, or requires long-term color stability, platinum curing is the necessary choice to avoid byproduct-induced yellowing.