
To master silicone shrinkage, you must implement precise mold design and rigorous material control throughout the production cycle. When your components fall out of tolerance, the resulting assembly failures can stall your entire project and inflate costs. You might find that parts which looked perfect in CAD are suddenly too small to seal or fit their housings correctly. By partnering with experts in silicone Manufacturing, you can eliminate these dimensional risks and ensure repeatable quality.
1. What is the standard silicone shrinkage rate?
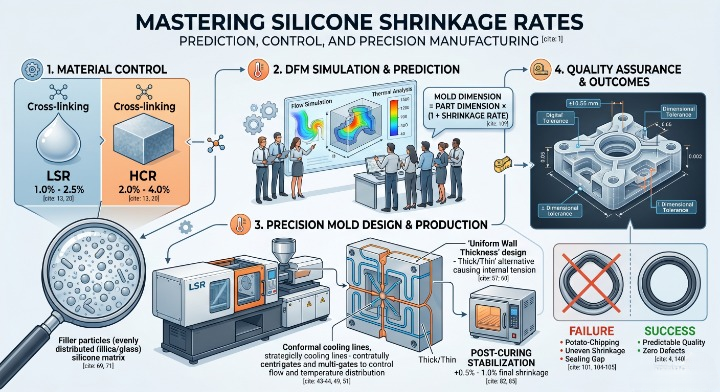
Standard silicone shrinkage typically falls between 1.0% and 4.0% depending on the specific grade and processing method used. Understanding these baseline figures is the first step in successful silicone Manufacturing.
Defining Linear Shrinkage
Linear shrinkage describes the dimensional change along a single axis as the material cools. You must account for this contraction during the initial design phase to prevent fitment issues later.
- X-axis contraction
- Y-axis contraction
- Depth variances
But that’s not all. You should also consider how the material pulls away from the mold walls during the transition from liquid to solid.
Industry Standard Ranges
Different polymers exhibit unique behaviors under heat and pressure. You will notice that liquid grades often have more predictable ranges than solid high-consistency variants.
- Liquid Silicone Rubber (LSR): 1.0% – 2.5%
- High Consistency Rubber (HCR): 2.0% – 4.0%

Here is why: the molecular structure of the base polymer dictates how much the chains tighten during cross-linking.
| Material Type | Typical Shrinkage | Precision Level |
|---|---|---|
| Standard LSR | 1.0% – 2.0% | High |
| Specialized HCR | 2.5% – 4.0% | Moderate |
This table illustrates why selecting the correct material base is critical for maintaining tight tolerances in your designs.
Key Takeaway: You must determine the specific shrinkage rate of your chosen material before finalizing your tooling dimensions to avoid costly re-work.
2. How does material choice affect manufacturing?
Material chemistry dictates the base contraction level during the cross-linking phase of silicone Manufacturing. Different compounds respond uniquely to thermal energy, which affects the final part size.
HCR vs LSR Dynamics
High Consistency Rubber (HCR) typically experiences higher shrinkage than Liquid Silicone Rubber (LSR). You will find that LSR allows for much tighter control due to its injection-molded nature.
- Lower viscosity in LSR
- Higher molecular weight in HCR
- Varied cross-linking densities
The best part? You can achieve superior surface finishes while maintaining dimensional stability by choosing the right liquid grade.
Chemical Grade Influence
The purity of the silicone oil and the type of catalyst used can shift shrinkage rates. You must evaluate the raw material properties carefully to ensure they match your performance requirements.
- Platinum-cured systems
- Peroxide-cured systems
- Medical-grade additives
Think about it: even a minor change in the chemical batch can alter the way your part seats in its final assembly.
| Grade Category | Shrinkage Stability | Common Use |
|---|---|---|
| Medical Grade | Excellent | Wearables |
| Industrial Grade | Variable | Gaskets |
Choosing a higher stability grade reduces the risk of batch-to-batch dimensional variance during large production runs.
Key Takeaway: You should prioritize LSR for projects requiring the highest precision, as its shrinkage is the most predictable.
3. Can curing temperature change final dimensions?
Curing temperatures are a primary driver of dimensional change in silicone Manufacturing because silicone expands significantly when heated. If you cure at higher temperatures, the part will contract more as it cools back to room temperature.
Managing Thermal Expansion
Silicone has a high coefficient of thermal expansion which complicates the molding process. You must synchronize the curing temperature with the mold’s thermal profile to maintain accuracy.
- Mold temperature settings
- Curing cycle duration
- Cooling rate control
Here is the deal: if the part cools too quickly, internal stresses can lead to warping or uneven shrinkage across the geometry.
Pressure and Packing Effects
Injection pressure can be used to “stuff” more material into the cavity, offsetting the natural contraction. You will find that optimizing packing pressure is a standard technique for reaching tight tolerances.
- Holding pressure levels
- Injection speed adjustments
- Gate freeze time
Believe it or not, even a 5-degree temperature shift can move a part out of its tolerance window.
| Temperature Delta | Shrinkage Effect | Risk Level |
|---|---|---|
| +10°C | Increased Shrinkage | High |
| Optimized Temp | Stable Dimensions | Low |
Precise thermal management is the only way to ensure that every part in a 10,000-unit run is identical.
Key Takeaway: You must maintain a strictly controlled thermal environment to prevent dimensional drift during mass production.
4. Why does mold design impact part shrinkage?
The geometry of the tool itself dictates how the material flows and settles during silicone Manufacturing. Gates, vents, and cooling lines all influence the local shrinkage rates across the part’s surface.
Strategizing Gate Placement
Where the material enters the mold determines how the pressure is distributed throughout the cavity. You should place gates centrally to ensure uniform material density and even shrinkage.
- Central gating for round parts
- Multiple gates for long parts
- Minimized flow distance
But wait, there’s more. Poor gate placement can cause “dead zones” where the material shrinks more due to lower local pressure.
Cooling Circuit Efficiency
Uniform cooling is essential for preventing part warpage and inconsistent dimensions. You will notice that molds with well-designed cooling lines produce much more stable components.
- Balanced cooling channels
- Copper-beryllium inserts
- Controlled water flow
It gets better: advanced mold making techniques allow for conformal cooling that follows the part’s exact shape.
| Design Feature | Shrinkage Impact | Solution |
|---|---|---|
| Large Gates | Lowers Shrinkage | Better packing |
| Poor Cooling | High Warpage | Balanced circuits |
A well-engineered mold compensates for material physics rather than fighting against them during the injection cycle.
Key Takeaway: You should involve your manufacturing partner early in the design phase to optimize gating and cooling for dimensional stability.
5. What role does wall thickness play in accuracy?
Inconsistent wall thickness is a major hurdle for stable silicone Manufacturing because thick sections shrink more than thin sections. This delta creates internal tension that pulls on the part, leading to distortion.
Avoiding Uneven Cooling
Parts with varying thickness cool at different rates, causing some areas to set while others are still contracting. You must design for uniform wall thickness whenever possible to ensure a balanced cure.
- Uniform rib design
- Cored-out bosses
- Gradual transitions
Here is why: thick sections hold heat longer, which allows for more molecular movement and higher total shrinkage.
Managing Sink Marks
When a thick section shrinks away from the mold wall, it can create a visible depression known as a sink mark. You can prevent this by following strict DFM guidelines for silicone parts.
- Rib-to-wall ratios
- Maximum wall limits
- Strategic hollowing
You see, maintaining a consistent wall thickness is the secret to parts that look as good as they fit.
| Wall Thickness | Cooling Time | Shrinkage Rate |
|---|---|---|
| < 2.0 mm | Fast | Minimal |
| > 5.0 mm | Slow | Significant |
Designing parts with thin, uniform walls is the most effective way to minimize the impact of material contraction.
Key Takeaway: You must aim for uniform wall thickness across your part geometry to achieve the highest level of dimensional precision.
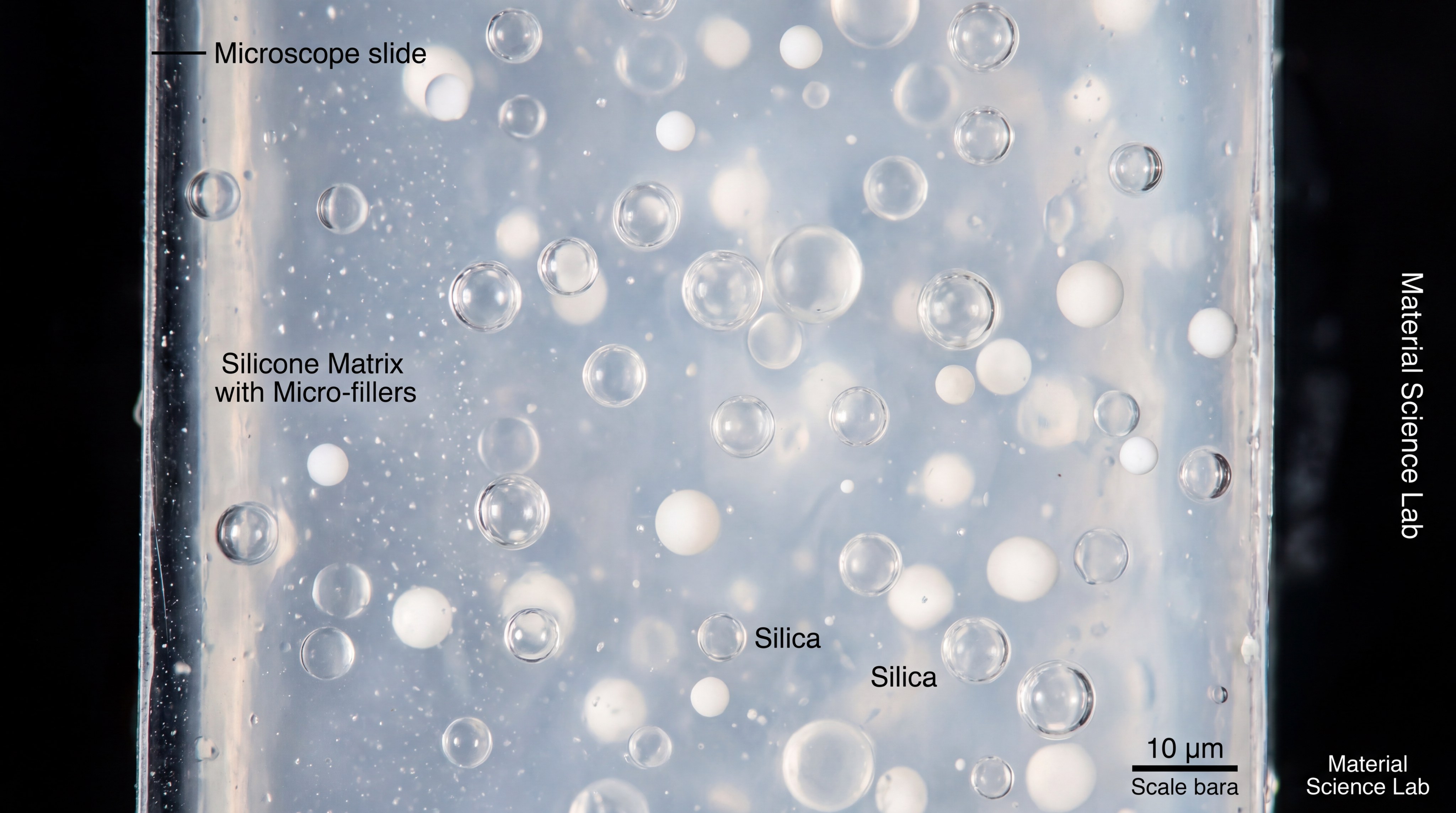
6. How do fillers influence material stability?
Fillers like silica are added to silicone Manufacturing compounds to modify physical properties and reduce shrinkage. These non-shrinking particles take up space, meaning there is less polymer available to contract.
Silica and Glass Fillers
Adding reinforcing fillers can significantly drop the overall shrinkage rate of a silicone compound. You will find that filled materials are much easier to hold to tight tolerances in complex geometries.
- Fumed silica particles
- Glass bead additives
- Calcium carbonate
But that’s not all. These fillers also increase the hardness and tear strength of the final product.
Microscopic Particle Distribution
The way these particles are dispersed throughout the silicone matrix affects the uniformity of the shrinkage. You need a well-mixed compound to ensure that one side of the part doesn’t shrink more than the other.
- High-shear mixing
- Consistent particle size
- Homogeneous dispersion
Here is the deal: if the filler distribution is uneven, you will experience unpredictable warping and dimensional drift.
| Filler Percentage | Shrinkage Reduction | Hardness Impact |
|---|---|---|
| 10% Filler | Low | Minimal |
| 30% Filler | High | Significant |
Higher filler loads provide better dimensional stability but may impact the elasticity and feel of the silicone.
Key Takeaway: You should consider using filled silicone compounds for structural parts where dimensional accuracy is more important than extreme flexibility.
7. Can post-curing cause additional shrinkage?
Post-curing is a secondary heating process used in silicone Manufacturing to remove volatiles and stabilize the material. While necessary for many applications, this step often results in a final “last gasp” of dimensional contraction.
Volatile Removal and Shrinkage
During post-curing, the material is baked in an oven to drive off moisture and catalyst remnants. You will notice that the part can shrink an additional 0.5% to 1.0% during this stage.
- Oven temperature control
- Baking time duration
- Air circulation quality
The best part? This process ensures that your parts won’t shrink further once they are in the field, providing long-term stability.
Predicting Post-Cure Shifts
Professional manufacturers factor this secondary shrinkage into the initial mold design. You must communicate if your parts require post-curing so the tool can be oversized appropriately.
- Food-grade requirements
- Low-outgassing needs
- Biocompatibility standards
Think about it: a part that fits perfectly out of the mold might be too small after it spends four hours in a 200°C oven.
| Process Step | Shrinkage Delta | Cumulative Total |
|---|---|---|
| Initial Molding | 2.0% | 2.0% |
| Post-Curing | +0.7% | 2.7% |
Ignoring the impact of post-curing is one of the most common mistakes in high-precision silicone engineering.
Key Takeaway: You must specify your post-curing requirements early so the mold can be designed to account for the total cumulative shrinkage.
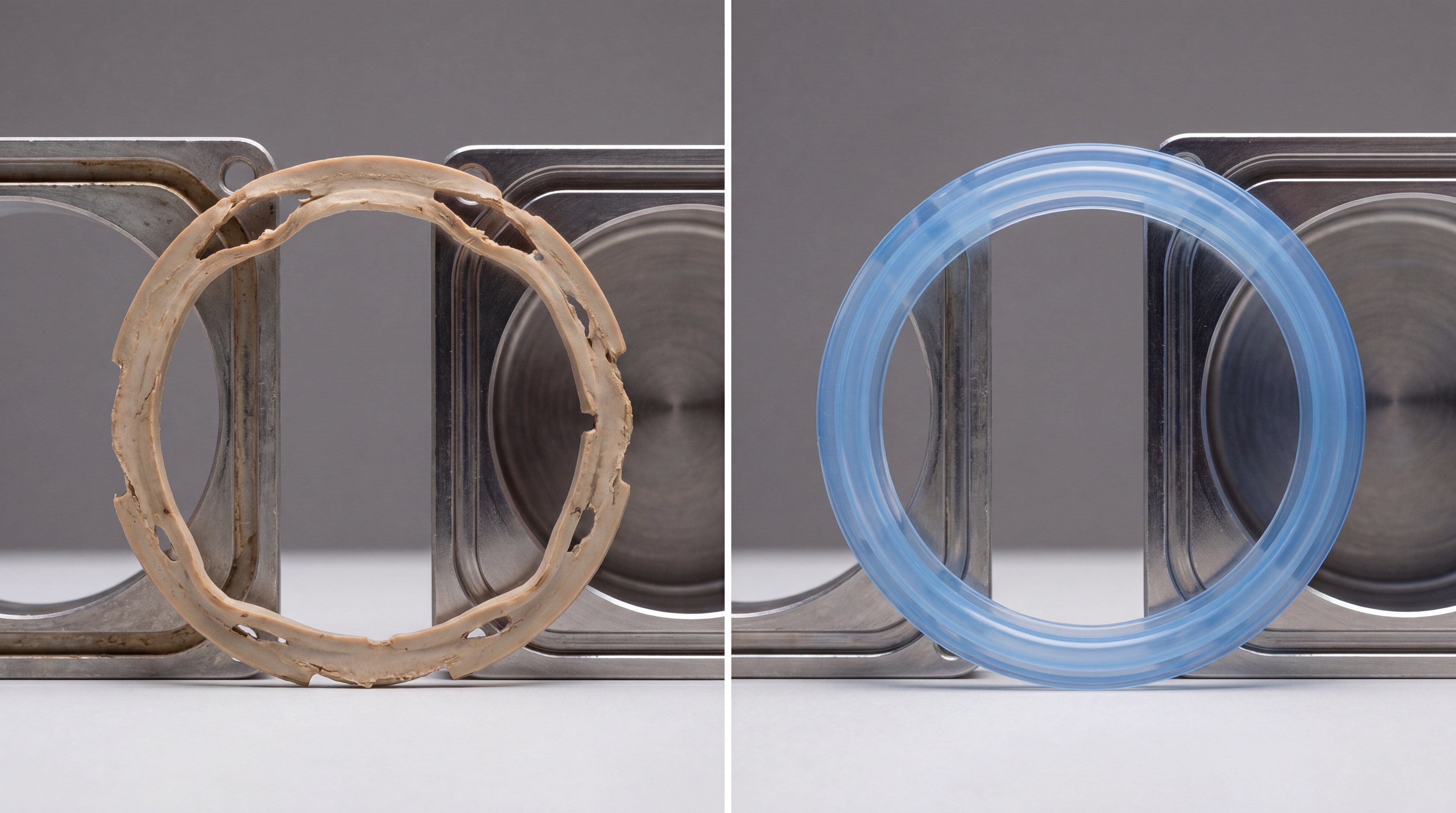
8. What are the common shrinkage failure modes?
Failure to account for shrinkage in silicone Manufacturing leads to functional defects that compromise product performance. These issues often appear as assembly mismatches or sealing failures.
Assembly and Sealing Failures
If a seal shrinks too much, it won’t exert enough pressure against its mating surface. You will face leaks and environmental ingress if your gaskets are even a few microns too small.
- Loss of compression set
- Loose assembly fit
- Gap formation
Here is why: silicone parts often serve as the critical barrier in waterproof electronics, where any gap is a catastrophic failure.
Warping and Distortion
Non-uniform shrinkage causes internal stresses that pull the part out of shape. You might see “potato-chipping” in flat parts or ovality in what should be perfectly round holes.
- Twisted profiles
- Uneven edges
- Functional interference
But that’s not all. These distortions can make automated assembly impossible, leading to high scrap rates.
| Failure Mode | Root Cause | Result |
|---|---|---|
| Seal Leaking | Over-shrinkage | Field failure |
| Part Warping | Uneven thickness | Assembly scrap |
Understanding these failure modes allows you to design more robust parts that survive the manufacturing process.
Key Takeaway: You should perform tolerance stack-up analyses to ensure your silicone parts still function correctly at their maximum shrinkage limit.
9. How can you calculate shrinkage for new molds?
Calculation is the foundation of any successful silicone Manufacturing project. You must apply a precise scale factor to your CAD model before cutting any steel for the mold.
The Basic Shrinkage Formula
The standard formula used by engineers is: Mold Dimension = Part Dimension × (1 + Shrinkage Rate). You will find that while the math is simple, selecting the “Shrinkage Rate” variable requires deep expertise.
- Material data sheet input
- Process variable adjustment
- Geometry complexity factor
Here is why: a flat gasket and a deep-draw cup made from the same material will shrink differently due to mold constraints.
Utilizing DFM Software
Modern simulation tools can predict how silicone will flow and shrink within a specific mold design. You should leverage these DFM reviews to identify problem areas before production begins.
- Flow simulation
- Thermal analysis
- Warpage prediction

The best part? These simulations can save you weeks of lead time and thousands of dollars in mold modifications.
| Analysis Tool | Accuracy | Main Benefit |
|---|---|---|
| Manual Calc | Moderate | Fast estimation |
| FEA Simulation | High | Risk mitigation |
Relying on both historical data and modern simulation provides the safest path to a “right-first-time” mold.
Key Takeaway: You must always verify your shrinkage calculations with a professional manufacturing engineer before starting tooling.
10. Why choose an integrated manufacturing partner?
An integrated partner manages the entire lifecycle of silicone Manufacturing, from mold design to mass production. This holistic approach ensures that shrinkage variables are controlled at every stage of the process.
In-House Tooling Benefits
When the same team designs the mold and runs the production, they can make instant adjustments to the process. You will avoid the “blame game” between tool shops and molders when dimensions are off.
- Faster iterations
- Seamless communication
- Lower total cost
Here is the deal: our factory controls the environment, the machines, and the materials under one ISO-certified system.
Total Quality Control
Integrated partners use advanced inspection equipment to monitor dimensions in real-time. You can trust that every batch will meet your specifications, from the first article to the final shipment.
- CCD visual inspection
- Precise measurement tools
- Traceable material logs
But that’s not all. We provide comprehensive documentation to support your regulatory and audit requirements.
| Service Level | Responsibility | Quality Risk |
|---|---|---|
| Split Vendors | Fragmented | High |
| Integrated Factory | Single-point | Low |
Choosing an integrated partner is the ultimate strategy for launching complex silicone products with minimal risk.
Key Takeaway: You should partner with a factory that offers in-house mold making to ensure the highest level of dimensional control.
Frequently Asked Questions
Can I adjust the shrinkage rate after the mold is built?
Only slightly. You can tweak curing temperatures and injection pressures to make minor adjustments, but major errors usually require mold modifications.
What’s the best silicone for high-precision medical parts?
LSR is generally the best choice because it offers superior consistency and can be molded in a clean-room environment with very tight tolerances.
Can I use the same mold for different silicone grades?
Generally, no. Different grades have different shrinkage rates; using a mold designed for HCR with LSR material will result in incorrect dimensions.
What’s the best way to prevent part warping during cooling?
Maintaining uniform wall thickness and using a balanced cooling circuit in the mold are the most effective ways to prevent post-molding warpage.
Can I achieve zero shrinkage in silicone manufacturing?
No, all silicone shrinks to some degree. The goal is not zero shrinkage, but rather “predictable and compensated” shrinkage through expert engineering.
At HuaLin Silicone, we specialize in solving the complex dimensional challenges that stall your product launches. Our integrated approach combines in-house mold design with state-of-the-art LSR injection and compression molding to ensure your parts are perfect every time. We believe that precision is not just a requirement—it is the foundation of a successful partnership.
Ready to secure your supply chain with precision-engineered parts? Contact us today for a free DFM review and see how our expertise can streamline your production.