
To control parting lines effectively, you must integrate high-precision mold engineering, stable thermal process parameters, and skilled manual finishing techniques. In the competitive landscape of silicone product manufacturing, visible flash or misaligned joints can lead to high scrap rates and diminished brand reputation. When these lines are not managed, they compromise the visual appeal and functional sealing capabilities of your components. This guide provides the strategic framework required to achieve seamless, high-quality finishes that meet rigorous industry standards.
What are parting lines in silicone production?
Parting lines are the physical evidence of where two or more mold plates meet during the vulcanization process. In professional silicone product manufacturing, these lines are a natural byproduct that occurs when excess material escapes between the plates under pressure.
But that’s not all.
Why do parting lines form during molding?
The formation of these lines is dictated by the physics of the compression or injection process. As the silicone is pressurized, it exerts force against the mold cavity; any microscopic gap allows material to seep through, creating “flash” that you must manage.
- Mold Interface: The contact area between plates.
- Material Flow: Silicone movement under high pressure.
- Vulcanization: The curing stage where the line sets.
Key Takeaway: Parting lines are an unavoidable result of mold closure, and their management begins with a deep understanding of mold mechanics.
| Factor | Description | Impact on Line |
|---|---|---|
| Mold Interface | The contact area between plates. | Determines initial line thickness. |
| Material Flow | Silicone movement under pressure. | Causes flash if containment fails. |
This table illustrates how the physical interaction between the mold and the material creates the primary characteristics of the parting line.
Why is mold design critical for line control?
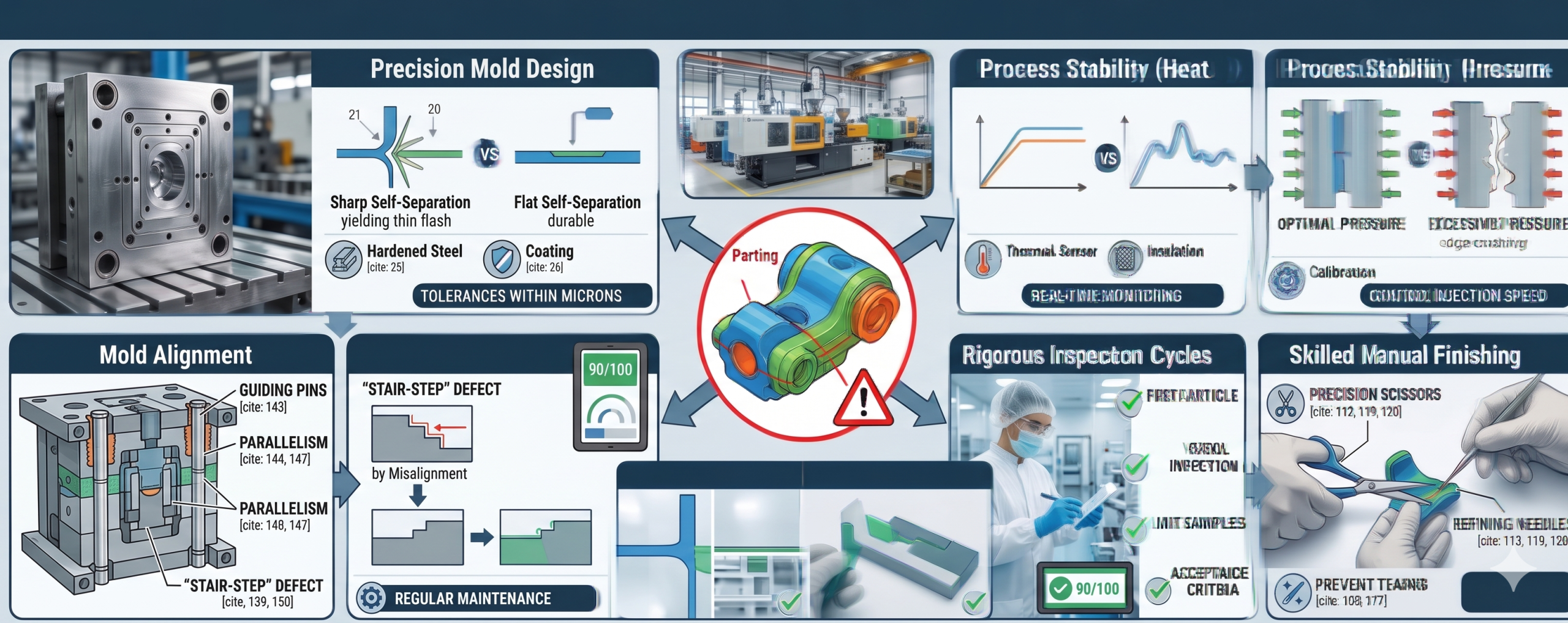
Precision mold design determines the fundamental thickness and location of flash before your production even starts. High-quality silicone product manufacturing requires tools engineered with “self-separation” features to keep these lines as thin and crisp as possible.
The result?

Should you use flat or sharp self-separation?
Designing the self-separation area involves choosing between sharp edges for thin flash or flat edges for tool longevity. Sharp edges typically produce a cleaner line that is easier to remove, while flat edges are more durable over long production cycles.
- Sharp Edges: Best for aesthetic, thin-line parts.
- Flat Edges: Ideal for high-volume industrial runs.
- Tolerances: Must be kept within microns for best results.
How to reduce mold repair frequency?
By optimizing the steel hardness and the precision of the parting surface, you can prevent the “rounding” of edges that leads to thicker lines. This ensures consistent quality across thousands of cycles without frequent maintenance.
- Hardened Steel: Prevents edge deformation.
- Coating: Reduces material sticking and wear.
- Alignment Pins: Ensures plates meet perfectly every time.
Key Takeaway: Investing in high-precision mold design is the most effective way to pre-emptively control parting line thickness and quality.
| Design Element | Option A | Option B |
|---|---|---|
| Separation Edge | Sharp (Thin flash) | Flat (Durable) |
| Steel Grade | Standard Tool Steel | Hardened/Coated Steel |
Selecting the right design elements directly influences both the immediate quality of the product and the long-term maintenance costs of the mold.
How can line positioning hide defects?
You can hide defects by placing parting lines on natural edges, radii, or textures where they blend into the design. Effective silicone product manufacturing involves “hiding” the parting line in plain sight to enhance the perceived quality of the final part.
Think about this.
Where are the best places to hide lines?
Lines should ideally be placed on the natural edges or bottom surfaces of a product. By integrating the parting line into a texture change or a sharp corner, the line becomes nearly invisible to the end-user.
- Natural Radii: Follows the curve of the part.
- Texture Breaks: Hides the line between different finishes.
- Hidden Faces: Places the joint on a non-visible surface.
Can hidden lines improve functional performance?
Placing lines away from critical sealing surfaces or ergonomic grip areas ensures that flash does not interfere with the part’s utility. This is especially vital for medical or industrial applications where seals must be absolute.
- Sealing Surfaces: Must be free of parting lines.
- Grip Areas: Smooth finishes prevent skin irritation.
- Assembly Points: Ensures parts fit together without interference.
Key Takeaway: Strategic placement of the mold joint can turn a manufacturing necessity into a design-neutral feature that improves aesthetics.
| Placement Strategy | Benefit | Best For |
|---|---|---|
| Hidden Edge | Conceals visibility. | Consumer electronics. |
| Natural Bend | Follows part geometry. | Ergonomic handles. |
Proper positioning ensures that the inevitable manufacturing marks do not detract from the product’s premium feel or its intended function.
Does temperature affect flash thickness?
Temperature fluctuations alter silicone viscosity, leading to inconsistent material flow and thicker flash during production. Professional silicone product manufacturing relies on maintaining a stable thermal environment to ensure the material cures correctly at the parting line.
Here is the key.
Does cooling increase flash risk?
When the mold temperature drops—often due to slow loading cycles—the silicone may flow differently and fail to vulcanize quickly at the edges. This delay allows more material to seep into the parting gap before it hardens.
- High Heat: Faster vulcanization, thinner flash.
- Low Heat: Slower cure, increased seepage.
- Consistency: Stable heat prevents “ragged” lines.
How to maintain thermal stability?
You should use high-quality heating elements and insulation to keep the mold at the target temperature. Monitoring the mold temperature in real-time allows for immediate adjustments to prevent batch defects.
- Insulation Plates: Keeps heat within the mold.
- Thermal Sensors: Provides real-time feedback.
- Cycle Timing: Ensures consistent “open-mold” time.
Key Takeaway: Thermal stability within the mold ensures consistent material behavior and predictable, thin parting line results across every batch.
| Temperature Variable | Effect on Silicone | Resulting Line Quality |
|---|---|---|
| Consistent High Heat | Fast, crisp vulcanization. | Thin, brittle flash. |
| Fluctuating Heat | Unstable flow rates. | Thick, gummy lines. |
Maintaining a narrow temperature window is essential for ensuring that the silicone behaves predictably as it reaches the mold’s separation points.
Can pressure control reduce joint lines?
Perfectly calibrated machine pressure ensures mold plates remain tightly sealed without crushing the delicate separation edges during silicone product manufacturing. If the pressure is too low, the plates may “float,” while excessive pressure leads to rapid tool wear.
The result?

Can over-pressure damage the parting line?
Using maximum pressure might seem like a way to eliminate flash, but it often crushes the mold’s sharp self-separation edges. This damage becomes permanent, leading to progressively thicker parting lines in all future production runs.
- Plate Floating: Caused by insufficient clamping force.
- Edge Crushing: Caused by extreme, uncalibrated force.
- Calibration: Finding the “sweet spot” for each specific mold.
What is the role of injection speed?
In injection molding, the speed at which the material enters the cavity affects the internal pressure against the mold walls. Controlling this speed prevents “pressure spikes” that might force the mold halves apart momentarily.
- Controlled Speed: Reduces peak cavity pressure.
- Venting: Allows air to escape without opening the mold.
- Balance: Aligns fill time with vulcanization speed.
Key Takeaway: Precise pressure calibration balances the need for tight mold closure with the long-term preservation of the tool’s integrity.
| Pressure Level | Pros | Cons |
|---|---|---|
| Optimal Pressure | Crisp lines; long mold life. | Requires careful calibration. |
| Excessive Pressure | Minimal flash initially. | Rapid mold degradation. |
Careful management of clamping and injection pressure is the only way to maintain thin lines without destroying your expensive tooling.
Which materials minimize line visibility?
High-consistency compounds and specific durometers offer more predictable shrinkage, which reduces the visual impact of the joint in silicone product manufacturing. Choosing the right raw material is a critical step in ensuring that the parting line is both thin and easy to remove.
It gets better.

Are high-quality silicones easier to trim?
Premium materials often yield flash that becomes brittle after curing, making the de-flashing process much cleaner. Lower-grade alternatives may leave “gummy” residues or burrs that are difficult to remove without damaging the main part.
- Brittleness: Helps flash “snap” off cleanly.
- Flow Properties: Ensures consistent cavity filling.
- Purity: Reduces surface defects near the line.
How does durometer affect the parting line?
The hardness of the silicone (durometer) changes how it interacts with the mold edges. Harder silicones generally produce a more defined, crisp line, while very soft silicones can seep into even the smallest imperfections.
- High Durometer: Creates distinct, easily trimmable lines.
- Low Durometer: More prone to seeping and “bleeding.”
- Consistency: Uniform hardness prevents localized flash issues.
Key Takeaway: High-grade silicone resins simplify the finishing process by producing cleaner flash that is easier to manage and remove.
| Material Grade | Flow Property | Post-Processing |
|---|---|---|
| High Performance | Consistent viscosity. | Easy to trim/de-flash. |
| Economy Grade | Varied flow rates. | Likely to leave “burrs.” |
Your choice of material grade directly affects the workload of your finishing team and the final aesthetic quality of the product.
How does operator skill impact quality?
Expert operators maintain production rhythm to prevent mold cooling, which is essential for consistent line quality in silicone product manufacturing. Even with automated machinery, the human element remains a vital factor in controlling the variables that lead to flash.
But that’s not all.
Why does material placement speed matter?
If you take too long to load the mold, the temperature of the plates will drop significantly. This cooling cycle leads to inconsistent curing at the parting line, which can cause defects in the next batch of products.
- Loading Speed: Keeps the mold at target temperature.
- Rhythm: Ensures every cycle is thermally identical.
- Precision: Prevents material overflow in the first place.
Can training reduce scrap rates?
Providing comprehensive training allows operators to identify early signs of mold drift or alignment issues. When your team knows what to look for, they can adjust the process before a minor issue becomes a major batch failure.
- Visual Awareness: Identifying flash patterns.
- Process Knowledge: Understanding temperature/pressure links.
- Responsibility: Encouraging proactive mold maintenance.
Key Takeaway: Skilled operators maintain the essential “rhythm” of production, ensuring the mold stays at the perfect temperature for crisp lines.
| Operator Skill | Action | Impact |
|---|---|---|
| High Precision | Quick loading/unloading. | Stable mold temperature. |
| Inexperience | Slow/irregular cycles. | Temperature drops; thick flash. |
The human factor is often the difference between a high-yield production run and one plagued by inconsistent parting line quality.
What finishing tools yield the best edges?
Using specialized precision scissors or refining needles prevents tearing and ensures a smooth finish in professional silicone product manufacturing. Even the best-engineered molds require some degree of manual finishing to achieve perfection.
The result?
Which tools prevent edge damage?
You should select tools based on the thickness and location of the flash. Using a blunt blade or the wrong technique can tear the silicone, making the parting line look significantly worse than the original flash.
- Precision Scissors: For large or accessible flash areas.
- Refining Needles: For micro-flash in tight crevices.
- Grinding Tools: For smoothing out remaining burrs.
How to master manual de-flashing?
Technique is just as important as the tool itself; you must cut or trim with a steady hand to avoid gouging the product surface. Consistent lighting and magnification are often necessary for high-precision components.
- Consistent Motion: Prevents jagged or uneven edges.
- Magnification: Essential for micro-parts.
- Lighting: Reveals shadows caused by thin flash.
Key Takeaway: The right finishing tools and techniques ensure that the removal of excess material does not damage the primary surface of your part.
| Tool Type | Use Case | Result |
|---|---|---|
| Precision Scissors | Large or thick flash. | Controlled, clean cut. |
| Refining Needles | Micro-flash in crevices. | High-detail finishing. |
Post-molding operations are your final defense in delivering a product that meets the aesthetic expectations of your high-end clients.
Is inspection vital for appearance standards?
Systematic inspections catch mold wear and process shifts early, preventing subpar batches in silicone product manufacturing from reaching your customers. Regular visual and tactile checks ensure that any drift in line quality is addressed before it affects total production.
Think about this.

What are visual acceptance standards?
You must establish clear “limit samples” that define what constitutes an acceptable parting line versus a rejectable defect. These standards guide the quality control team in making consistent decisions across different shifts and production runs.
- Limit Samples: Physical examples of “borderline” quality.
- Acceptance Criteria: Clearly defined width and height limits.
- Standardization: Ensures every inspector uses the same rules.
How often should you patrol the floor?
Hourly patrol inspections allow you to detect gradual mold degradation or alignment issues before they ruin an entire day’s work. Catching a “stair-step” defect early can save thousands of dollars in wasted material and labor.
- First Article: Confirms setup is correct.
- Patrol Checks: Identifies “drift” during the shift.
- Final Audit: Ensures only perfect parts are shipped.
Key Takeaway: Systematic inspection cycles prevent manufacturing defects from reaching the customer, maintaining your brand’s reputation for quality.
| Inspection Type | Frequency | Goal |
|---|---|---|
| First Article | Start of every shift. | Confirm setup accuracy. |
| Patrol Inspection | Hourly. | Detect mold/process drift. |
A robust inspection framework acts as an early-warning system for the technical issues that naturally arise during long production cycles.
Why is mold alignment critical for success?
Perfect alignment of top and bottom plates is the only way to avoid the “stair-step” defect in silicone product manufacturing. If the mold halves are even slightly misaligned, the parting line will appear as a shelf that is impossible to trim cleanly.
Here is the key.
How to solve mold misalignment?
You must use high-precision guiding pins and bushings to ensure the mold halves meet perfectly every time the machine closes. Regular maintenance of these pins is essential, as they can wear down and cause subtle shifts over time.
- Guiding Pins: The primary alignment mechanism.
- Bushings: Must be replaced when they show signs of play.
- Parallelism: Ensuring the machine platens are perfectly level.
Can machine wear affect alignment?
Over time, the vulcanization press itself may develop a slight tilt or play in the platens. This “platen tilt” can cause uneven pressure across the mold face, leading to flash on one side of the part and a tight seal on the other.
- Press Maintenance: Leveling and tightening.
- Regular Calibration: Checking for platen parallelism.
- Tool Checks: Confirming the mold is seated correctly.
Key Takeaway: Perfect alignment of the mold halves is the foundation of a symmetrical parting line that is easy to manage and finish.
| Alignment Issue | Cause | Solution |
|---|---|---|
| Stair-Step Line | Worn guiding pins. | Replace pins/bushings. |
| Uneven Flash | Platen tilt. | Level the vulcanization press. |
Ensuring that your machinery and tooling are perfectly synchronized is the final, essential step in achieving world-class silicone finishes.
*
Conclusion
Controlling parting lines is a sophisticated discipline that bridges the gap between engineering and craftsmanship. By prioritizing precision mold design, maintaining stable process variables, and employing skilled finishing teams, you can ensure your products stand out for their quality and durability. Our vision is to empower partners with technical excellence that eliminates manufacturing risks.
Ready to achieve a flawless finish for your next project? Contact us today to learn how our expert engineering team can optimize your silicone production and help you launch faster with fewer quality risks.
*
FAQ
- Can parting lines be completely eliminated in silicone molding?
No, they cannot be completely removed because they are a physical requirement of where mold halves meet. However, you can make them nearly invisible through expert positioning and precision tooling. - Why are my parting lines getting thicker over time?
This is almost always a sign of mold wear. The sharp edges used for self-separation become rounded over thousands of cycles, allowing more material to escape as flash. - Does Liquid Silicone Rubber (LSR) produce better lines than compression molding?
Generally, yes. LSR uses higher-precision injection molds and tighter tolerances, which typically results in much thinner and more consistent parting lines than traditional compression methods. - How does material hardness affect the finishing process?
Harder silicone compounds usually produce “cleaner” flash that snaps off easily, whereas very soft silicones create gummy flash that is significantly harder to trim without leaving a mark. - How often should I check mold alignment?
You should check alignment daily as part of your startup routine. Worn pins or bushings should be replaced immediately at the first sign of a “stair-step” defect on the product.