
LSR injection molding is a high-precision manufacturing process using low-viscosity liquid silicone, whereas HCR involves processing high-consistency rubber in a solid, putty-like state. You likely face the challenge of choosing a material that balances production speed with part complexity without blowing your budget. Settling for the wrong method can result in high scrap rates and assembly failures that delay your product launch. By understanding the core technical differences, you can secure a manufacturing route that ensures both quality and cost-efficiency. Utilizing professional LSR Injection Molding services provides the automation and precision needed to solve these common production headaches.
What is the main difference between LSR and HCR?
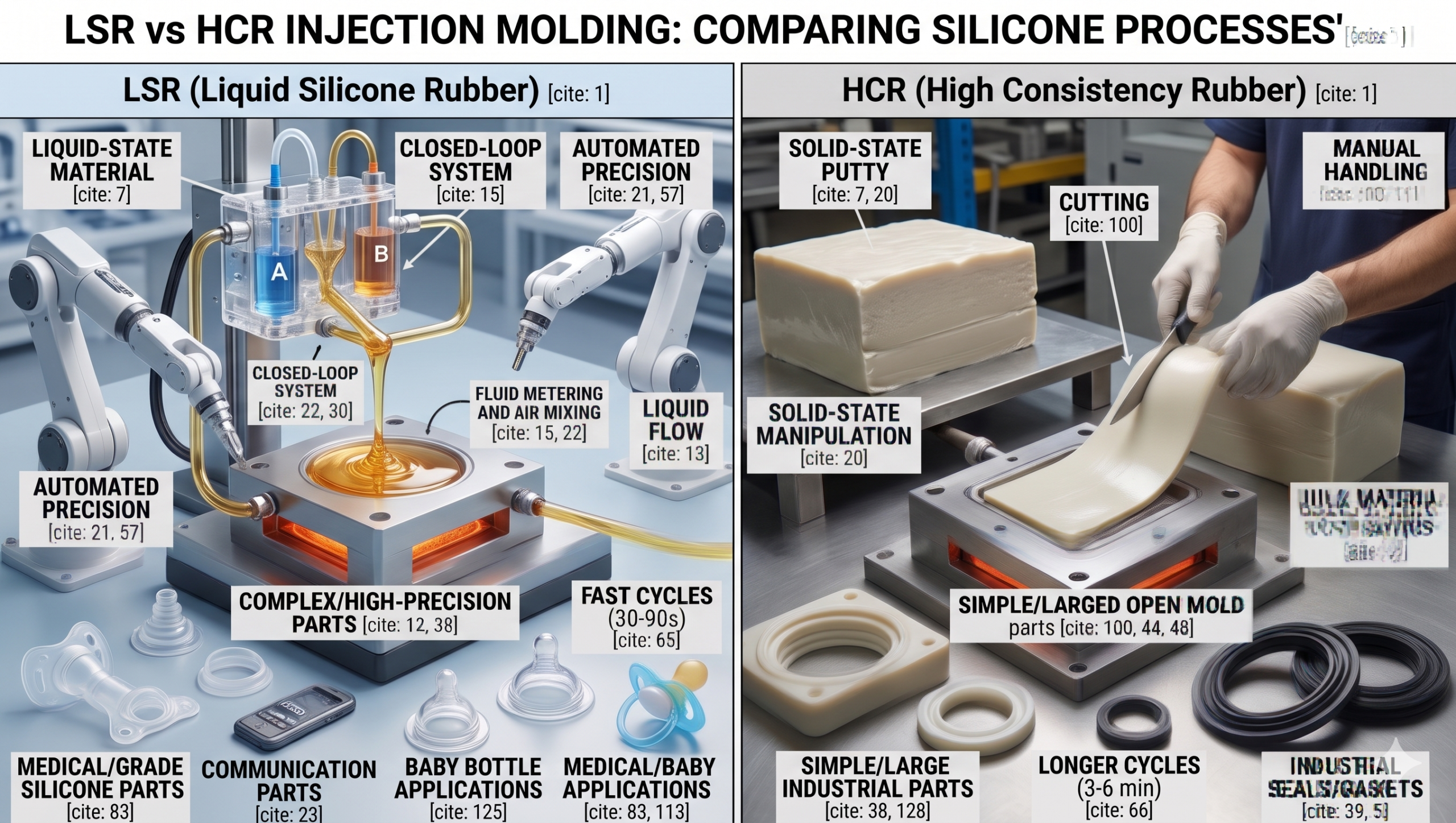
The primary difference lies in their physical state, as LSR Injection Molding utilizes a liquid raw material while HCR uses a dense, solid-state silicone. This distinction fundamentally changes how you handle the materials on the factory floor and within the machinery.
Because the viscosities differ so greatly, the equipment required for each is specialized and non-interchangeable. You will find that these material behaviors dictate the level of detail possible in your final product design.
How does viscosity affect production?
Viscosity determines how easily the silicone fills your mold cavities during the injection phase. Low-viscosity liquid flows into complex geometries with minimal pressure, reducing the risk of air traps.
Here is the kicker:
- LSR flows like honey.
- HCR feels like stiff putty.
- Flow rates impact wall thickness.
You need to consider how flow resistance might cause internal stresses in your components.
Comparing material handling requirements
LSR is delivered in sealed drums and pumped through a closed-loop system directly to the machine. This setup minimizes the risk of environmental contamination and reduces manual labor for your team.
But wait, there’s more:
- Closed systems prevent dust.
- Automatic dosing ensures accuracy.
- Material waste is significantly lower.
Key Takeaway: The physical state of your silicone choice defines your entire contamination risk profile and handling strategy.
| Factor | LSR | HCR |
|---|---|---|
| Physical State | Liquid | Solid Putty |
| Delivery | 55-Gallon Drums | Sheets/Blocks |
| Precision | Ultra-High | Moderate |
The transition from solid to liquid handling represents the shift from manual craft to industrial automation.
How does the LSR injection molding process work?
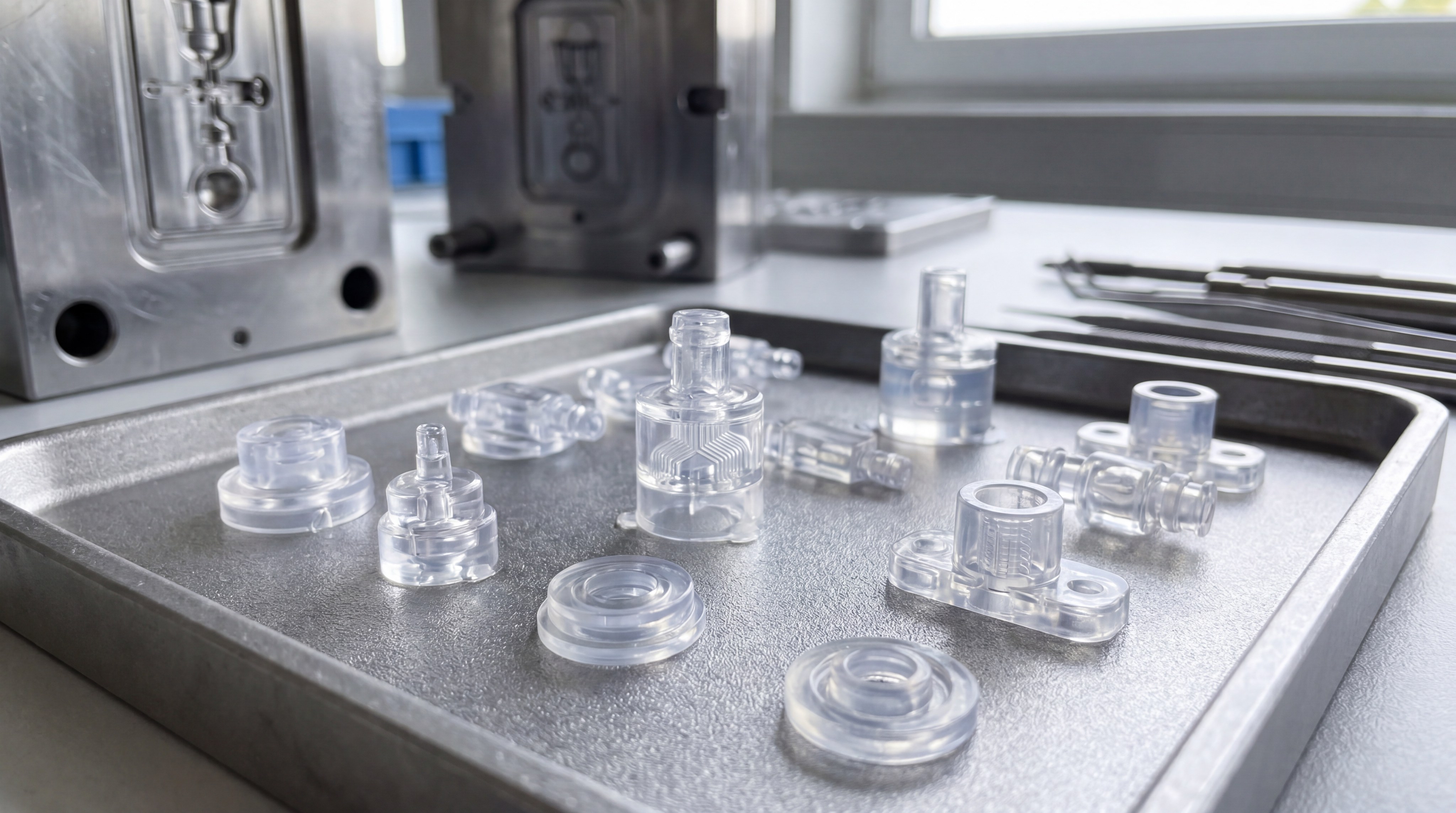
The LSR injection molding process uses a meter-mix system to combine two liquid components before injecting them into a heated mold for rapid curing. This high-efficiency method is frequently used for LSR communication parts where dimensional stability is non-negotiable.
You will observe that the material remains cold until it enters the mold, preventing premature curing in the injection unit. This thermal separation is what allows for the extremely fast cycle times seen in modern factories.
Understanding the platinum curing system
The process relies on a platinum catalyst that triggers a chemical cross-linking reaction when heat is applied. This reaction is additive, meaning it produces no volatile byproducts or odors during the molding cycle.
Check this out:
- No acidic residues.
- Fast reaction times.
- Transparent final results.
You can achieve higher purity levels because the system is chemically “clean.”
Why are static mixers used in LSR?
Static mixers ensure that the “A” and “B” components are perfectly blended before they reach the nozzle. Without this consistent mixing, your parts would suffer from soft spots or incomplete curing.
Think about it:
- Homogeneous mixing is vital.
- No moving parts inside the mixer.
- Low maintenance requirements.
Key Takeaway: Mastering the thermal and chemical balance of the injection process is the secret to producing consistent, high-performance parts.
| Component | Function | Value |
|---|---|---|
| Metering Pump | Precise dosing | Consistency |
| Static Mixer | Material blending | Homogeneity |
| Heated Mold | Curing trigger | Speed |
Efficient mixing and thermal control are the dual pillars of modern liquid silicone manufacturing success.

What are the benefits of using HCR injection molding?
HCR injection molding is often more cost-effective for large, heavy components that do not require the intricate detail found in LSR Injection Molding projects. You can leverage lower raw material costs when your project involves high-volume, simple industrial seals or gaskets.
While the process is more labor-intensive, the equipment is often more accessible for traditional rubber molders. You might find this beneficial if your part design is thick-walled and structurally straightforward.
Is HCR more cost-effective for large parts?
Raw HCR material typically costs less per pound than its liquid counterpart, making it the go-to for bulky industrial items. When you are producing thousands of large-diameter seals, these material savings add up quickly.
The truth is:
- Bulk material is cheaper.
- Tooling is often simpler.
- Ideal for high-mass parts.
You should weigh these material savings against the higher labor costs associated with manual HCR handling.
Assessing tooling and machinery expenses
The machinery for HCR is often less technically complex than the specialized pump systems required for liquid silicone. This can lead to lower initial capital expenditure if you are setting up a basic production line.
It gets even better:
- Lower mold pressures.
- Wider machine compatibility.
- Durable industrial equipment.
Key Takeaway: HCR remains a powerhouse for industrial-scale parts where material volume outweighs the need for micro-precision.
| Advantage | Benefit | Application |
|---|---|---|
| Lower Cost | Higher margins | Industrial seals |
| High Strength | Durability | Large gaskets |
| Simple Tools | Faster setup | Prototype runs |
Financial efficiency in HCR is driven by bulk material pricing rather than high-speed cycle automation.
Which material offers faster cycle times?
LSR injection molding typically provides much faster cycle times because the liquid material is designed for rapid platinum curing and automatic part ejection. If you are manufacturing custom pet products, every second saved per cycle significantly increases your daily output.
You benefit from a process that transitions from liquid to solid in a matter of seconds. This speed allows you to meet tight deadlines even when ordering high quantities of parts.
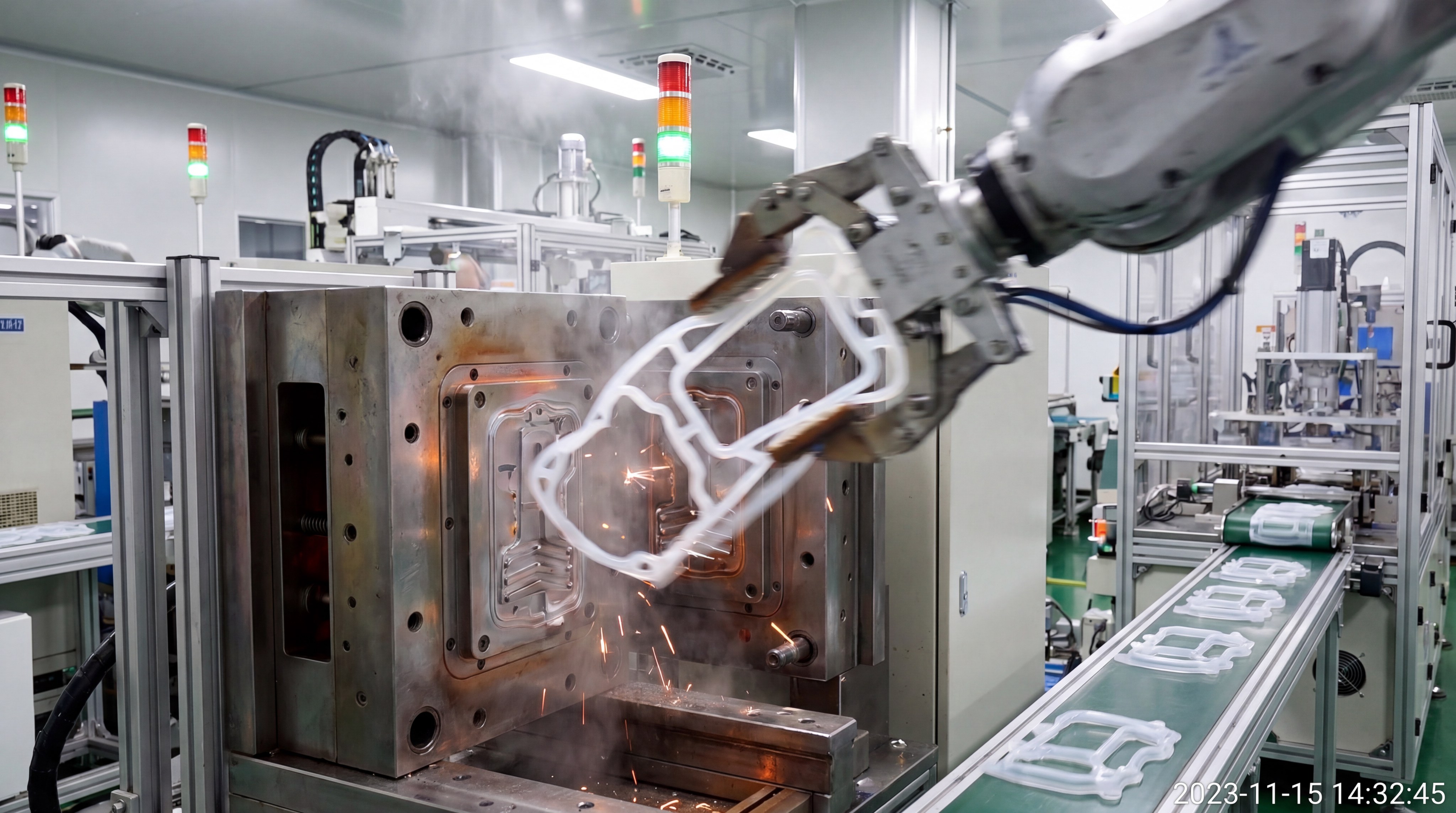
How does automation impact lead times?
Automation eliminates the need for human operators to manually strip parts from the mold or load raw material. Your production line can run continuously, which dramatically reduces the time between order placement and delivery.
The best part?
- 24/7 production capability.
- Reduced human error.
- Instant part sorting.
You will see a more predictable production schedule when you remove manual variables.
The role of flash-less mold design
High-end LSR molds are engineered to be flash-less, meaning the parts require no secondary trimming after they leave the machine. This “ready-to-ship” state is a massive advantage for your logistics chain.
Wait, there’s more:
- No manual trimming.
- Zero waste from flash.
- Uniform edge quality.
Key Takeaway: Speed in production is not just about the molding cycle; it is about the total time from material input to finished product shipping.
| Metric | LSR Performance | HCR Performance |
|---|---|---|
| Cycle Time | 30 – 90 seconds | 3 – 6 minutes |
| Labor Input | Minimal | Significant |
| Secondary Ops | Usually none | Trimming needed |
The dramatic reduction in cycle time makes liquid silicone the undisputed leader for high-volume consumer goods.
Are there differences in the curing systems used?
The primary difference is that LSR Injection Molding almost exclusively uses platinum addition curing, while HCR often utilizes peroxide-based vulcanization. You must select the curing system based on the final environment your part will inhabit, especially if aesthetics are important.
Platinum systems are preferred for their speed and lack of byproducts. Conversely, peroxide systems are traditional and can be less expensive, though they require more post-processing.
What is the risk of peroxide bloom?
Peroxide curing can leave behind acidic residues that eventually migrate to the surface of your part, forming a white powder called “bloom.” You would then need an expensive post-baking step to remove these chemicals.
Check this out:
- Bloom affects appearance.
- Post-baking adds cost.
- Odors can remain.
You can avoid these issues entirely by opting for a platinum-cured liquid system.
Benefits of platinum addition curing
Platinum curing is an addition reaction that generates no volatile organic compounds (VOCs). This makes the material ideal for sensitive applications where odor or chemical leaching could be a deal-breaker.
In other words:
- Cleaner production environment.
- No shrinkage during cure.
- Excellent clarity and color.
Key Takeaway: Choosing platinum curing ensures your parts remain chemically inert and aesthetically pleasing without extra labor.
| Curing Type | Byproducts | Post-Baking |
|---|---|---|
| Platinum | None | Optional |
| Peroxide | Acids/VOCs | Required |
| Addition | None | Minimal |
Byproduct-free curing is the essential standard for any product intended for high-purity or consumer-facing environments.
Is LSR better for medical-grade silicone parts?
LSR is widely considered the gold standard for medical applications because its closed-system processing ensures the highest levels of purity and biocompatibility. When you are developing medical-grade silicone parts, avoiding contamination is your number one priority.
The material’s ability to withstand repeated sterilization cycles without degrading makes it perfect for hospital environments. You can trust that the parts will remain stable and safe for patient contact.
Achieving biocompatibility in silicone molding
Biocompatibility is easier to maintain with LSR because the material never touches the open air during the feeding process. This controlled environment reduces the risk of dust or skin oils entering the mix.
Let’s dive deeper:
- ISO 10993 compliance.
- Class VI certification.
- Low extractables.
You need this level of control to pass rigorous FDA or EMA regulatory hurdles.
Why purity matters in healthcare devices
Any chemical leaching from a medical device can have serious consequences for patient health. LSR’s platinum-cured nature ensures that no harmful acids or peroxides are present in the final component.
The truth is:
- Safety is paramount.
- Inert materials are best.
- Zero skin irritation.
Key Takeaway: The inherent cleanliness of liquid silicone molding makes it the only logical choice for high-risk medical and surgical devices.
| Feature | Medical Requirement | LSR Performance |
|---|---|---|
| Purity | Zero VOCs | Excellent |
| Sterilization | Autoclave safe | High |
| Clarity | Visual inspection | Superior |
Medical-grade success depends on a manufacturing process that prioritizes chemical inertness and environmental isolation.

How do labor costs compare between LSR and HCR?
While the initial machinery for LSR Injection Molding is expensive, the total labor cost per unit is significantly lower due to the high level of automation. You will save money in the long run by reducing the number of technicians needed to manage the production line.
HCR remains labor-heavy because the solid material often requires manual cutting, weighing, and loading into the mold. These manual steps increase the risk of human error and drive up your operational expenses.
Why HCR requires manual de-molding
Because HCR is processed at higher viscosities, the parts are often more difficult to remove automatically without damage. You typically need an operator to pull the parts from the mold and manually trim the excess flash.
Here is the deal:
- More hands-on time.
- Higher risk of injury.
- Inconsistent cycle times.
You can expect higher overheads when your production depends on manual intervention at every stage.
Reducing secondary operations with LSR
The bottom line is that LSR parts are designed to be “finished” the moment the mold opens. This eliminates the need for a secondary department dedicated to trimming, washing, and inspecting for flash.
But that’s not all:
- Less floor space needed.
- Faster packaging process.
- Lower total headcount.
Key Takeaway: Automation in liquid silicone molding is a strategic investment that pays for itself through drastic labor savings.
| Labor Type | LSR Requirement | HCR Requirement |
|---|---|---|
| Loading | Automatic | Manual |
| Trimming | Rare | Common |
| Inspection | Automated/Visual | Heavy Visual |
Investing in automated liquid systems shifts your budget from recurring labor costs to one-time technology assets.
Which molding method is best for baby care?
LSR is the preferred material for infant products due to its softness, hypoallergenic properties, and compliance with food-safety regulations. If you are launching high-quality mother and baby care items, the safety and comfort of the material are your primary selling points.
The precision of liquid molding allows for the creation of ultra-soft bottle nipples and pacifiers that mimic natural textures. You can achieve the delicate wall thicknesses required for these products without compromising on durability.
Ensuring safety and FDA compliance
Baby products must be free from BPA, phthalates, and any harmful chemical residues that could be ingested. LSR is naturally inert and meets the strictest global standards for food contact.
Check this out:
- BPA-free by nature.
- Odorless and tasteless.
- Easy to sterilize.
You provide peace of mind to parents by choosing a material that is as safe as it is functional.
Can HCR be used for baby bottle nipples?
While it is possible to use HCR, it is rarely done because the material is harder to mold into the thin, clear shapes required for nipples. The manual handling also increases the chance of introducing allergens or dirt into the product.
Think about it:
- Clarity is hard to reach.
- Texture is often stiffer.
- Risk of contamination.
Key Takeaway: For products that children put in their mouths, the purity and softness of liquid silicone are unbeatable.
| Product Type | Recommended Method | Reason |
|---|---|---|
| Pacifiers | LSR | Softness/Purity |
| Bottle Nipples | LSR | Thin walls/Clarity |
| Teething Rings | LSR | Hypoallergenic |
Consumer trust in the baby care sector is built on the visible quality and safety of liquid silicone components.
What are the design limitations for each process?
LSR Injection Molding allows for incredible design freedom, including micro-features and varying wall thicknesses, whereas HCR is best suited for uniform, simple shapes. You must decide if your part requires intricate internal geometries that only a liquid material can reach.
Designing for HCR requires you to maintain consistent thickness to prevent warping or uneven curing. LSR is much more forgiving when it comes to complex part architectures.
Managing wall thickness in silicone design
With liquid silicone, you can design walls as thin as 0.1mm for specialized applications like membranes or valves. HCR struggles with these dimensions because the thick material cannot flow into such narrow gaps without massive pressure.
The best part?
- Thinner walls save material.
- Complex ribbing is easy.
- No sink marks.
You can push the boundaries of engineering when you aren’t fighting the material’s viscosity.
How low viscosity helps complex molding
The water-like flow of LSR ensures that every tiny detail of your mold—like textures or logos—is captured perfectly. This makes it the ideal choice for high-end consumer electronics or branded components.
Wait, there’s more:
- Intricate textures.
- Sharp corners possible.
- Multi-cavity efficiency.
Key Takeaway: If your part has complex features or thin sections, liquid silicone is the only viable path for high-yield production.
| Design Feature | LSR Capability | HCR Capability |
|---|---|---|
| Wall Thinness | Excellent | Poor |
| Micro-Features | High Precision | Low Precision |
| Complexity | Unlimited | Limited |
Choosing the right process early in the design phase prevents costly redesigns and tooling modifications later.
How do you choose the right molder for your project?
You should partner with a manufacturer that possesses deep expertise in both processes to ensure you get an unbiased recommendation for your specific needs. Working with a factory-direct expert like HuaLin Silicone allows you to optimize your design for the most efficient production method possible.
A good partner will provide a detailed DFM (Design for Manufacturing) analysis before you spend a cent on tooling. This proactive approach saves you from the headache of parts that are difficult or impossible to mold.
Evaluating factory-direct quality control
Look for a molder that utilizes in-line inspection and ISO-certified quality management systems. This ensures that every batch of parts meets your strict dimensional and material specifications.
Here is the kicker:
- 100% inspection options.
- Traceability of materials.
- Consistent batch quality.
You deserve a partner that treats your product quality with the same urgency that you do.
Why DFM support is critical for success
The best manufacturing results come from early collaboration between your design team and the molding engineers. Small changes to a draft angle or gate location can save you thousands of dollars in cycle time.
Check this out:
- Prevents mold rework.
- Optimizes gate placement.
- Reduces scrap rates.
Key Takeaway: The right molder acts as an extension of your engineering team, turning complex silicone challenges into simple production victories.
| Criteria | What to Look For | Why it Matters |
|---|---|---|
| Certification | ISO 9001/13485 | Quality Assurance |
| Equipment | All-electric machines | Precision |
| Expertise | DFM Support | Cost Savings |
Selecting a partner with integrated engineering and production capabilities ensures your project moves seamlessly from concept to reality.
Conclusion
Choosing between these two methods no longer needs to be a source of frustration for your engineering team. We have explored how LSR offers unparalleled precision and automation, while HCR remains a cost-effective choice for bulk industrial needs. Our team is dedicated to solving your most complex silicone challenges through advanced manufacturing and dedicated DFM support. Whether you need high-purity medical components or durable industrial seals, we have the technology to bring your vision to life. If you are ready to optimize your silicone production and reduce your per-unit costs, please contact us today to start your project.
Frequently Asked Questions (FAQ)
Can I use an HCR mold for an LSR project?
No, because the two systems require different heating and cooling configurations. LSR molds need cold runners and heated cavities to prevent the liquid from curing too early, whereas HCR molds are generally heated throughout.
What is the best way to determine if my part needs LSR?
You should choose LSR if your part has wall thicknesses below 1mm or requires a high-purity, platinum-cured finish. If your design is simple and material cost is the only concern, HCR might be the better starting point.
How do I know if my molder is using the right silicone grade?
Request a Certificate of Analysis (COA) for every batch of raw material used in your production run. This document verifies the material’s physical properties and ensures it meets the specifications you requested in your design.
Can I overmold LSR onto plastic parts?
Yes, LSR is ideal for overmolding because it cures at relatively low temperatures and pressures. This allows you to bond soft silicone handles or seals directly onto rigid plastic substrates without melting the underlying part.
What is the best material for high-temperature seals?
Both materials handle heat well, but you should choose a specific high-temp grade of HCR for extreme industrial environments. LSR is generally better for consumer-facing heat resistance, such as in kitchenware or medical devices.