
Mastering silicone shrinkage requires calculating the linear contraction of the material based on polymer type, molding temperature, and part geometry to ensure the final product meets design specifications. Imagine you receive a shipment of custom gaskets only to find they are 2% smaller than your housing, causing immediate assembly failure and leakage. This dimensional discrepancy leads to scrapped batches, wasted materials, and significant financial losses that can derail your entire production schedule. By mastering these variables, you can eliminate these risks and ensure your Silicone Manufacture projects result in perfect, high-precision components every time.

Why is Silicone Shrinkage a Challenge in Silicone Manufacture?
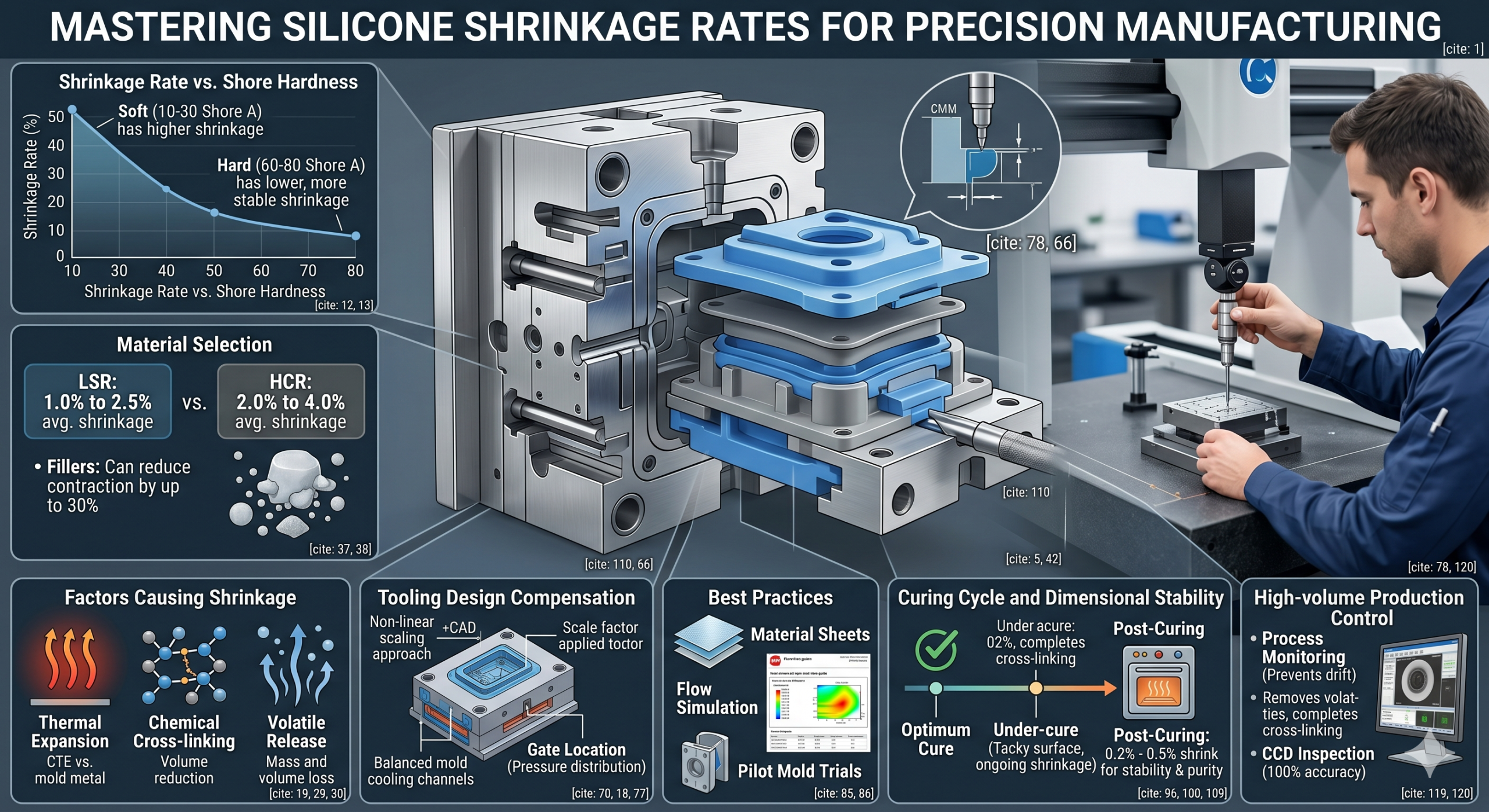
Silicone shrinkage is a challenge because it causes unpredictable dimensional changes that lead to part failure or assembly issues if not precisely calculated. When you engage in Silicone Manufacture, you must account for the natural contraction that occurs as cross-linking happens within the material. This phenomenon is non-linear and varies significantly based on the specific molding technique and the chemical makeup of the silicone grade used.
Does Shrinkage Affect All Parts Equally?
Shrinkage affects every part, but the degree depends on the complexity of the design and the material’s shore hardness. Harder silicone materials generally exhibit lower shrinkage compared to softer, more elastic grades.
But that is not all. Even within a single batch, variations in the molding environment can lead to inconsistent dimensions across different cavities.
- Soft silicone (10-30 Shore A) has higher shrinkage.
- Hard silicone (60-80 Shore A) has lower, more stable shrinkage.
- Part orientation in the mold can influence contraction direction.
Key Takeaway: Unpredictable shrinkage is the primary cause of assembly rejection, requiring a deep understanding of material behavior at the design phase.
| Challenge Factor | Impact on Precision | Mitigation Strategy |
|---|---|---|
| Hardness Variation | 0.5% – 2.0% fluctuation | Standardize material grades |
| Cavity Position | Non-uniform cooling | Balanced mold cooling channels |
What Factors Cause Silicone Shrinkage During Production?
Several factors cause shrinkage, including thermal expansion, the chemical cross-linking of polymers, and the release of volatile byproducts during the curing stage. During any Silicone Manufacture process, these variables interact to determine the final volume and density of the part. Understanding these interactions is vital for maintaining the tight tolerances required in your technical supply chain.
How Does Thermal Expansion Play a Role?
Thermal expansion is a major contributor because silicone expands when heated in the mold and then contracts significantly as it cools to room temperature. This coefficient of thermal expansion is much higher than that of the metal mold itself.
Here is the kicker: if the cooling process is too rapid, internal stresses can be locked into the part, leading to warping or further delayed shrinkage.
- Cooling rate: Faster cooling leads to higher internal stress.
- Mold material: Steel and aluminum expand at different rates than silicone.
- Ambient temperature: The environment where parts are stored after molding.
Key Takeaway: Managing the thermal transition from the heated mold to the ambient environment is critical for dimensional control.
| Factor | Mechanism | Result |
|---|---|---|
| Cross-linking | Molecular bonding | Volume reduction |
| Volatile Release | Evaporation of additives | Mass and volume loss |
How Does Material Selection Influence Shrinkage Rates?
Material selection influences shrinkage because different silicone formulations, such as Liquid Silicone Rubber (LSR) and High Consistency Rubber (HCR), have unique chemical structures. In high-quality Silicone Manufacture, selecting the right base polymer is the foundation of achieving repeatable precision. If you are developing medical-grade silicone parts, for instance, the purity and consistency of the raw material are paramount for predicting shrinkage.
Is LSR More Stable Than HCR?
LSR generally offers better dimensional stability and lower shrinkage than HCR because it is processed at lower pressures and involves a more controlled chemical reaction. The platinum-cure systems used in most LSR applications result in fewer volatile byproducts than peroxide-cure HCR systems.
But wait, there is more. The addition of fillers like glass or silica can further reduce shrinkage by providing a more rigid internal structure.
- LSR: 1.0% to 2.5% average shrinkage.
- HCR: 2.0% to 4.0% average shrinkage.
- Fillers: Can reduce contraction by up to 30%.
Key Takeaway: Choosing the correct polymer grade and cure system is the most effective way to narrow the expected shrinkage range.
| Material Type | Typical Shrinkage | Best Application |
|---|---|---|
| Platinum-Cure LSR | 1.2% – 2.2% | High-precision medical/electronics |
| Peroxide-Cure HCR | 2.5% – 3.5% | General industrial seals |
Why Does Mold Temperature Affect Final Part Dimensions?
Mold temperature affects final dimensions because it dictates the rate of the chemical curing reaction and the extent of thermal expansion before the silicone sets. In Silicone Manufacture, maintaining a uniform temperature across the entire mold surface is essential to prevent regional variations in shrinkage. If one side of the mold is hotter than the other, the part will contract unevenly, leading to bowing or “potato-chipping.”
What Happens if the Temperature Is Too High?
If the mold temperature is too high, the silicone may cure too quickly, trapping air or preventing the material from fully expanding into the mold cavities. This often results in undersized parts or surface defects that compromise the functional integrity of the component.
But that is not all. Over-heating can also lead to the degradation of certain additives, further altering the material’s physical properties.
- Standard LSR Temp: 160°C to 190°C.
- High Temp: Faster cycles but higher risk of scorch.
- Low Temp: Better surface finish but longer cycle times.
Key Takeaway: Thermal consistency across the mold is just as important as the absolute temperature value.
| Temperature Variable | Effect on Part | Recommendation |
|---|---|---|
| High Heat | Increased initial expansion | Calibrate for higher shrinkage |
| Temperature Gradient | Warpage | Use multi-zone heating |
How Do Part Thickness and Geometry Impact Contraction?
Part thickness and geometry impact contraction because thicker sections retain heat longer and shrink more than thin-walled sections during the cooling process. During Silicone Manufacture, complex geometries like ribs, bosses, and varying wall thicknesses create internal tensions that can pull dimensions out of spec. For delicate components like smart wearable silicone parts, even a minor geometry-induced shrink can make the part uncomfortable or non-functional.
Can Ribs and Bosses Control Shrinkage?
Strategic use of ribs can actually help stabilize a part by providing structural reinforcement that resists contraction in specific directions. However, if these features are too thick relative to the main wall, they will create “sink marks” or localized areas of excessive shrinkage.
Here is the kicker: the direction of the material flow into the cavity also influences how geometry reacts to shrinkage.
- Wall thickness: Keep as uniform as possible.
- Transition zones: Use generous radii to reduce stress.
- Flow path: Long flow paths increase the risk of uneven shrinkage.
Key Takeaway: Designing for uniform wall thickness is the best way to ensure predictable and even shrinkage across the part.
| Geometry Feature | Shrinkage Risk | Solution |
|---|---|---|
| Thick Sections | Sink marks/Voids | Core out thick areas |
| Sharp Corners | Stress concentration | Add 0.5mm minimum radii |
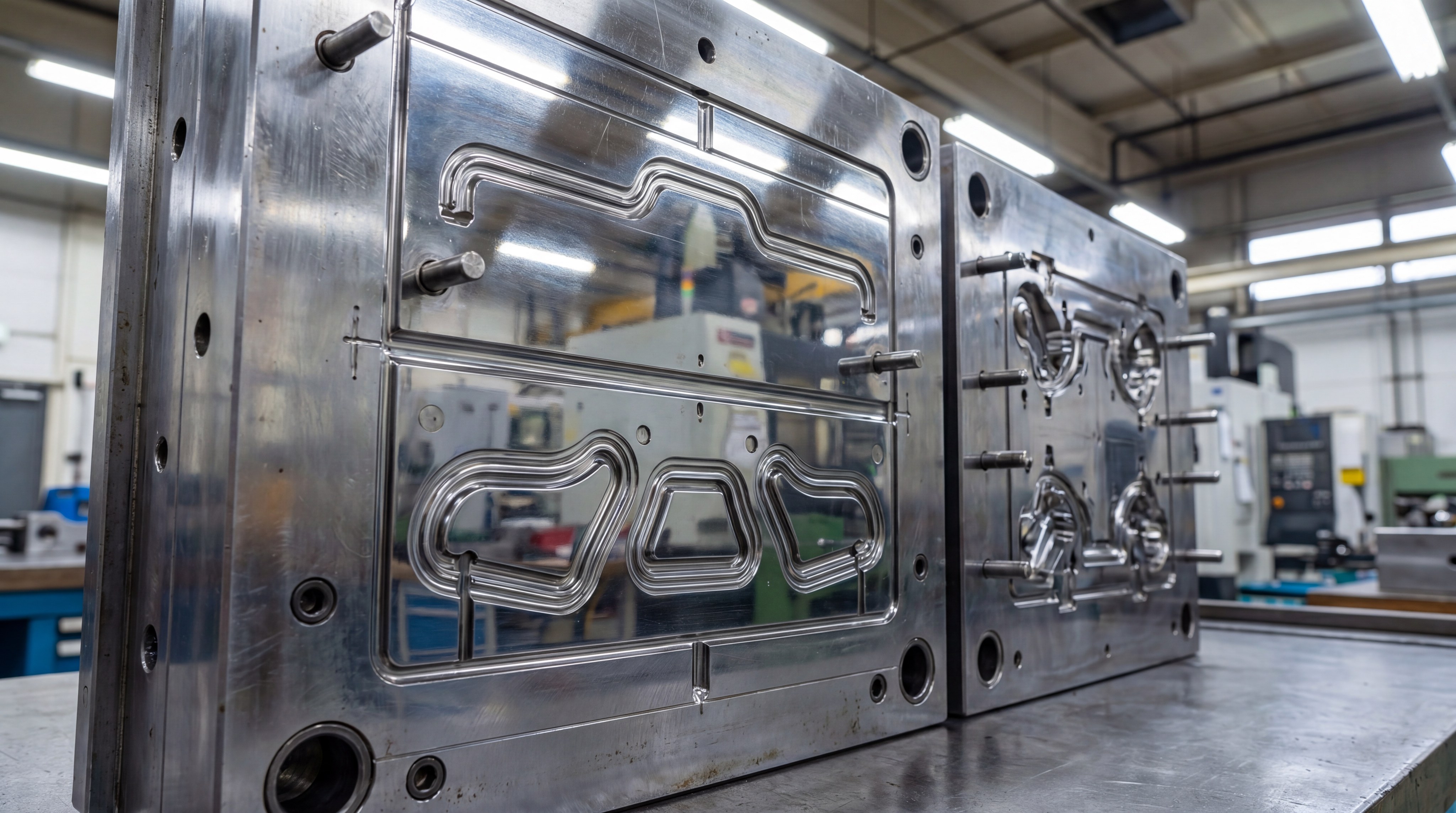
Can Tooling Design Compensate for Silicone Shrinkage?
Tooling design can compensate for silicone shrinkage by intentionally sizing the mold cavities larger than the desired final part dimensions. In Silicone Manufacture, this is known as applying a “shrink factor” to the CAD model before the mold is cut. Experienced engineers at a custom factory will adjust these factors based on the specific material grade and molding process to ensure the cooled part hits the target size.
Should the Shrink Factor Be Uniform?
The shrink factor should rarely be uniform across all axes because silicone often shrinks differently in the direction of flow versus the transverse direction. High-precision tooling requires a non-linear scaling approach to account for these directional differences.
But wait, there is more. The type of gate and its location also determine how much pressure is maintained in the cavity, which directly counteracts shrinkage.
- Gate size: Larger gates allow for better packing.
- Cavity finish: Smooth surfaces can influence how the part releases and settles.
- Venting: Proper venting ensures the material fills the cavity completely.
Key Takeaway: Professional mold design is a compensatory art that balances oversized cavities with pressure management.
| Design Element | Compensation Role | Impact |
|---|---|---|
| Cavity Scaling | Direct size adjustment | Primary dimensional control |
| Gate Location | Pressure distribution | Reduces localized shrinkage |

What Are the Best Practices for Precise Shrinkage Calculation?
The best practices for precise shrinkage calculation include using material-specific data sheets, performing pilot mold trials, and utilizing advanced flow simulation software. In high-end Silicone Manufacture, relying on “rule of thumb” percentages is insufficient for parts with tolerances tighter than ±0.1mm. When you partner with a factory that understands the industry standards, they will use empirical data from similar previous projects to refine their calculations.
Is Software Simulation Accurate Enough?
Software simulation is highly accurate for predicting flow and thermal patterns, but it must be calibrated with real-world material testing to be truly effective. Modern DFM (Design for Manufacturing) reports use these simulations to identify potential “hot spots” where shrinkage might exceed tolerances.
But that is not all. The most reliable way to confirm shrinkage is to measure the first-article samples and adjust the mold if necessary.
- Simulation: Identifies high-risk areas early.
- Material Sheets: Provide a baseline range.
- Trial Runs: Essential for final calibration.
Key Takeaway: Combine theoretical simulation with empirical trial runs for the highest level of dimensional accuracy.
| Calculation Method | Pros | Cons |
|---|---|---|
| Data Sheet Range | Fast, free | Only a rough estimate |
| Flow Simulation | Visualizes risks | Requires expert setup |
How Does Curing Time Relate to Dimensional Stability?
Curing time relates to dimensional stability because the degree of chemical cross-linking determines how much the material will resist further contraction after being demolded. In Silicone Manufacture, under-cured parts are unstable and may continue to shrink or deform hours or even days after production. Ensuring a full cure within the mold cycle is the key to locking in the part’s final shape and size.
Does Over-Curing Cause Damage?
Over-curing is generally less common but can lead to brittleness and a slight increase in shrinkage as the material becomes overly dense. The goal is to reach the “optimum cure” point where mechanical properties are maximized without wasting cycle time.
Here is the kicker: the relationship between temperature and time is inverse; higher temperatures require shorter times but increase the risk of thermal shock.
- Optimum cure: Maximum stability, best properties.
- Under-cure: Tacky surface, ongoing shrinkage.
- Cycle time: Directly affects per-part cost.
Key Takeaway: A fully stabilized cure cycle is the only way to ensure parts remain within tolerance throughout their shelf life.
| Cure State | Dimensional Effect | Physical Symptom |
|---|---|---|
| Under-cured | Unstable/Shrinking | Soft or sticky feel |
| Properly Cured | Stable/Set | Reaches specified hardness |
Why Is Post-Curing Critical for Precision Silicone Parts?
Post-curing is critical for precision parts because it removes volatile components and completes the cross-linking process that might not have finished in the mold. For any Silicone Manufacture project involving sensitive applications, post-curing in a specialized oven ensures the part achieves its final physical properties and dimensions. If you learn more about the secondary operations in a professional factory, you will see that post-curing is a standard step for high-performance components.
Does Post-Curing Increase Total Shrinkage?
Post-curing does typically cause a small amount of additional shrinkage—often between 0.2% and 0.5%—which must be accounted for in the initial mold design. However, this “planned” shrinkage is much better than the “unplanned” shrinkage that would otherwise occur when the part is in use.
But wait, there is more. Post-curing is also mandatory for medical and food-grade parts to ensure they are safe and odor-free.
- Temperature: Usually 150°C to 200°C.
- Duration: Ranges from 2 to 4 hours.
- Ventilation: Critical to remove outgassed volatiles.
Key Takeaway: Post-curing “ages” the part in a controlled way, ensuring it never changes size again once it reaches the customer.
| Process Stage | Dimensional Change | Purpose |
|---|---|---|
| Primary Molding | 1.0% – 3.0% shrink | Basic shaping |
| Post-Curing | 0.2% – 0.5% shrink | Stability & Purity |
How Can You Ensure Consistency in High-Volume Production?
You can ensure consistency in high-volume production by implementing rigorous process controls and using automated inspection equipment like CCD visual systems. In Silicone Manufacture, the smallest drift in injection pressure or mold temperature can result in thousands of out-of-spec parts if not detected early. A professional factory uses real-time monitoring to ensure that every shot is identical to the first.
Is 100% Inspection Necessary?
While 100% inspection is ideal for critical components, a robust IPQC (In-Process Quality Control) system using statistical sampling is often sufficient for most industrial applications. Automated measurement tools can check critical-to-quality dimensions in seconds, providing immediate feedback to the production team.
Here is the kicker: consistency starts with the raw material batch—ensure your supplier uses a “first-in, first-out” system for silicone inventory.
- Real-time sensors: Monitor heat and pressure.
- CCD Inspection: Catch surface and size defects automatically.
- Batch Tracking: Ensures material traceability.
Key Takeaway: Consistency is the result of a controlled environment where every variable is measured and managed.
| Control Method | Benefit | Production Phase |
|---|---|---|
| Process Monitoring | Prevents drift | During Molding |
| CCD Inspection | 100% accuracy | Post-Molding |
Conclusion
Mastering silicone shrinkage is not about eliminating contraction, but about predicting and controlling it with mathematical precision. By selecting the right materials, optimizing your part geometry, and partnering with an expert factory, you can turn a complex variable into a competitive advantage. If you are ready to ensure your next project meets the highest dimensional standards, contact us today to speak with our engineering team.
FAQ
Can I use the same mold for different silicone grades?
No, because different grades have different shrinkage rates. Using a mold designed for a 1.5% shrink material with a 3.0% shrink material will result in parts that are significantly undersized and likely unusable.
How do I reduce shrinkage in large parts?
The most effective method is to use a filled silicone compound or a high-performance LSR. These materials have a more stable molecular structure that resists the deep contraction typically seen in large, unfilled silicone volumes.
Can I adjust shrinkage after the mold is already built?
Yes, but only to a small degree. You can slightly modify dimensions by adjusting the mold temperature or injection pressure, but significant errors usually require “steel-safe” modifications to the mold itself.
How does shore hardness relate to the shrink rate?
Generally, lower shore hardness silicone shrinks more than higher shore hardness silicone. This is due to the lower cross-link density in softer materials, which allows for more molecular movement and contraction during cooling.
What is the best environment for measuring precision parts?
The best environment is a climate-controlled quality lab at a standard 23°C (73.4°F). Measuring parts while they are still warm from the production floor will give inaccurate readings because the final shrinkage has not yet completed.