

All types and applications of silicone injection molding revolve around the high-speed production of durable, flexible, and biocompatible components using a closed-loop liquid delivery system. Manufacturers often face the frustration of high scrap rates and inconsistent part quality when using traditional rubber molding techniques. This inconsistency leads to delayed product launches and increased production costs that eat into your bottom line. To solve these challenges, silicone injection molding provides an automated, high-precision solution that ensures part uniformity and material purity for the most demanding industries.
What is the Silicone Injection Molding Process?
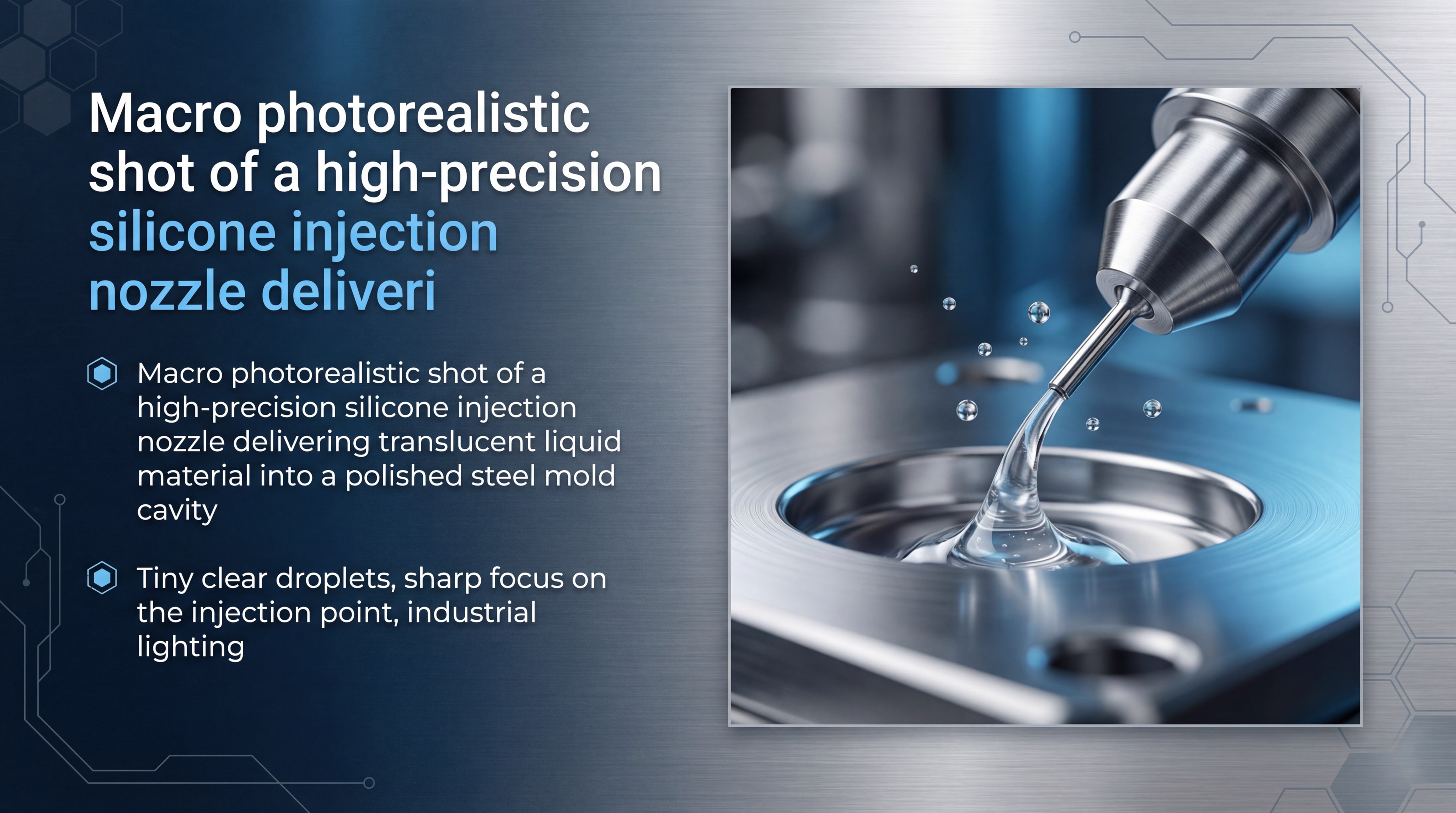
The silicone injection molding process is a sequence of mixing two-part liquid silicone and injecting it into a heated mold for rapid vulcanization. High-volume silicone injection molding relies on precise 1:1 ratios of catalyst and base material to ensure chemical stability. This automated method reduces manual labor while maximizing throughput for complex elastomeric parts.
Core Stages of the Production Cycle
The production cycle transforms raw liquid into a finished solid part through thermal activation. This high-efficiency method minimizes material waste and prevents atmospheric contamination.
Here is the deal:
- Material Metering: Pumps deliver Part A and Part B to the mixer.
- Dynamic Mixing: Components blend thoroughly before reaching the nozzle.
- Shot Injection: The cold material enters the hot mold cavity.
- Rapid Curing: High temperatures trigger the cross-linking process.
Key Takeaway: Understanding the automated cycle allows manufacturers to optimize cycle times and maintain consistent part density across thousands of units.
| Process Step | Primary Function | Expected Outcome |
|---|---|---|
| Metering | Precise volume control | Material consistency |
| Injection | Cavity filling | High-definition detail |
| Vulcanization | Chemical setting | Final part durability |
| Ejection | Part removal | High-speed production |
Analytical guidance: Proper venting and temperature balance are the most critical variables for achieving zero-defect molding results.
Why Choose Liquid Silicone Rubber Over Other Materials?
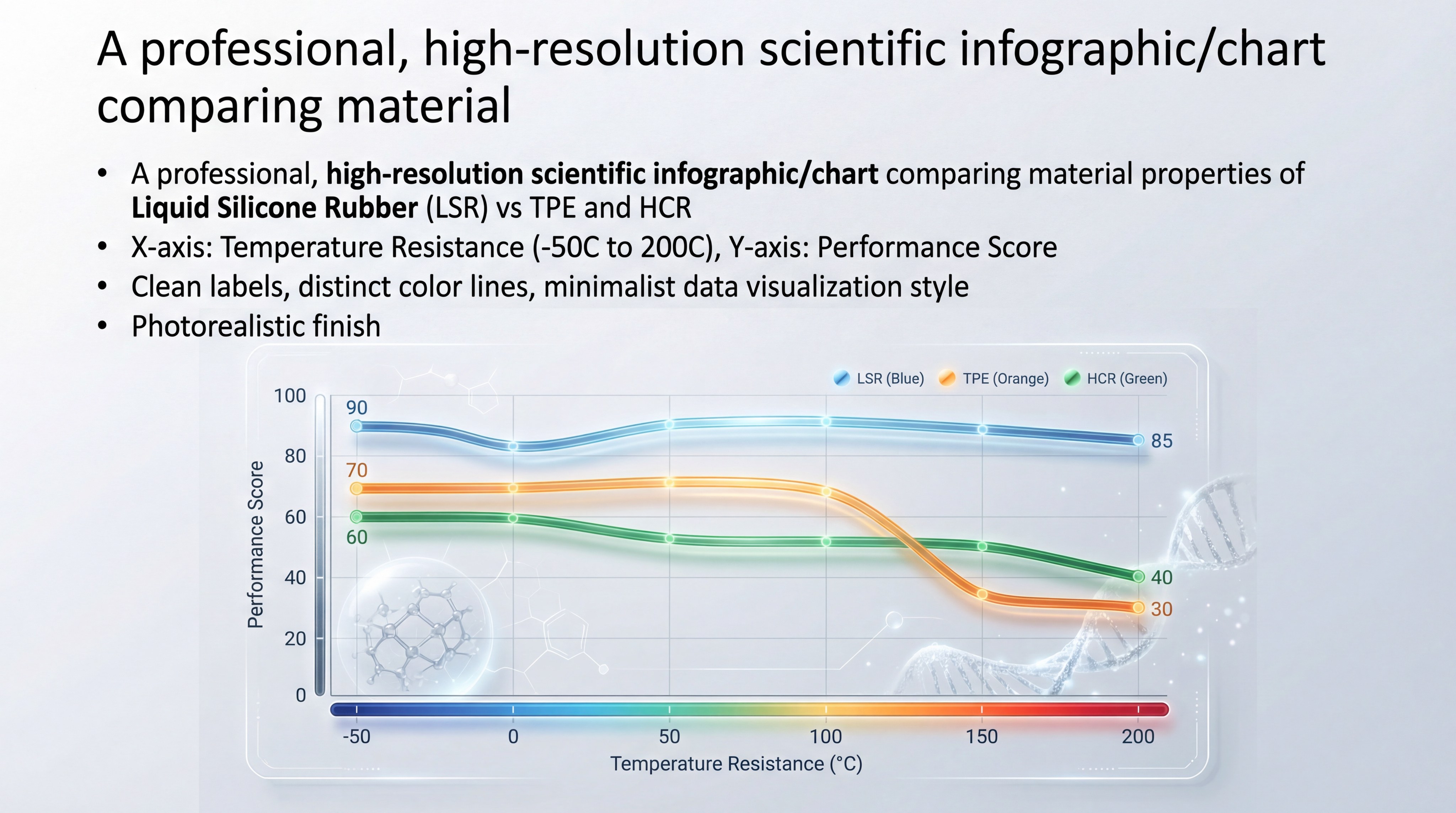
Liquid silicone rubber (LSR) is chosen for its superior thermal stability, chemical resistance, and biocompatibility compared to thermoplastic elastomers. Utilizing silicone injection molding with LSR allows for much thinner wall sections than traditional gum-base rubbers. This material remains flexible at -50°C and maintains its integrity even when exposed to temperatures exceeding 200°C.
Physical Property Advantages
LSR excels in environments where other materials fail due to heat or environmental stress. It offers a unique combination of low compression set and high tear strength.
Think about this:
- Thermal Range: Operates from extreme cold to intense heat.
- Chemical Inertness: Resists oils, ozone, and UV radiation.
- High Transparency: Can be molded into optical-grade components.
- Skin Safety: Naturally hypoallergenic and safe for prolonged contact.
Key Takeaway: Choosing LSR over TPE or HCR provides long-term reliability for parts exposed to harsh outdoor or medical environments.
| Property | Liquid Silicone (LSR) | Thermoplastic (TPE) |
|---|---|---|
| Heat Resistance | Excellent (>200°C) | Poor (<100°C) |
| Chemical Inertness | High | Moderate |
| Compression Set | Very Low | Moderate to High |
| Sterilization | Autoclave safe | Limited compatibility |
Analytical guidance: LSR is the only viable choice for applications requiring repeated sterilization or permanent environmental exposure without degradation.
How Does Single-Shot Silicone Injection Molding Work?
Single-shot molding works by injecting a single grade of material into a mold cavity to create a uniform, homogeneous component. Standard silicone injection molding setups typically utilize this method for high-volume production of gaskets, seals, and valves. It is the most cost-effective way to produce large quantities of high-precision elastomeric parts.
Applications of Single-Shot Molding
This method is ideal for parts that do not require multi-material bonding or complex overmolding. It is frequently used for acoustic silicone parts where sound dampening is the primary function.
Best of all:
- Sealing Solutions: O-rings and complex geometric gaskets.
- Vibration Dampeners: Industrial isolators and protective sleeves.
- Consumer Goods: Kitchenware spatulas and baby bottle nipples.
- Medical Components: Simple valves and respiratory masks.
Key Takeaway: Single-shot molding offers the fastest cycle times and the lowest cost per unit for high-volume, uniform silicone components.
| Component Type | Industry Focus | Key Performance Metric |
|---|---|---|
| Gaskets | Automotive | Leak prevention |
| Valves | Healthcare | Fluid control precision |
| Seals | Electronics | IP68 water protection |
| Keypads | Industrial | Tactile response |
Analytical guidance: Focus on mold cavity balance to ensure identical material flow and curing across all cavities in high-volume runs.
What is the Role of Insert Molding in Silicone Production?
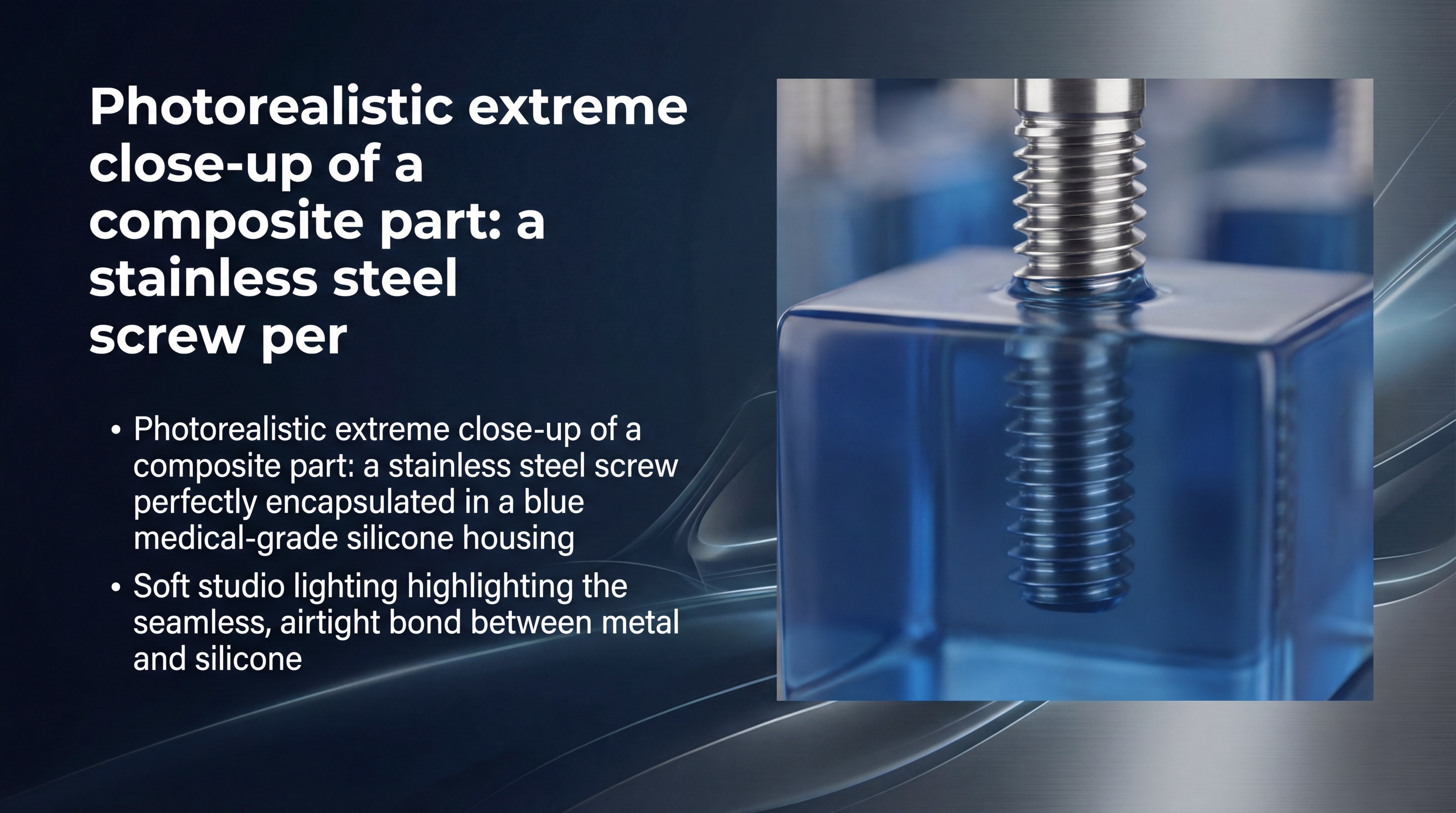
Insert molding involves placing a pre-manufactured part into the mold and injecting silicone around it to create a permanent bond. Advanced silicone injection molding techniques allow for the seamless integration of metal or plastic components into a soft silicone exterior. This eliminates the need for secondary assembly steps and improves the structural integrity of the final product.
Benefits of Bonded Composites
The primary advantage of insert molding is the creation of a rugged, multi-material part that combines rigidity with flexibility. This is essential for components that must be mounted securely but provide a soft-touch interface.
It gets better:
- Zero Assembly: Eliminates glue and mechanical fasteners.
- Waterproof Sealing: Creates a hermetic seal around inserts.
- Enhanced Grip: Adds ergonomic surfaces to rigid tools.
- Structural Strength: Utilizes metal cores for high-load applications.
Key Takeaway: Insert molding streamlines the supply chain by delivering a finished, multi-material assembly directly from the injection machine.
| Insert Material | Bonding Method | Common Use Case |
|---|---|---|
| Stainless Steel | Chemical/Mechanical | Surgical handles |
| High-Temp Plastic | Molecular bonding | Electronic housings |
| Brass Inserts | Mechanical locking | Threaded connectors |
| Circuit Boards | Low-pressure overmold | Smart wearable sensors |
Analytical guidance: Ensure the insert material can withstand the 150°C to 200°C curing temperatures required for liquid silicone rubber.
How Does Two-Shot Silicone Injection Molding Add Value?
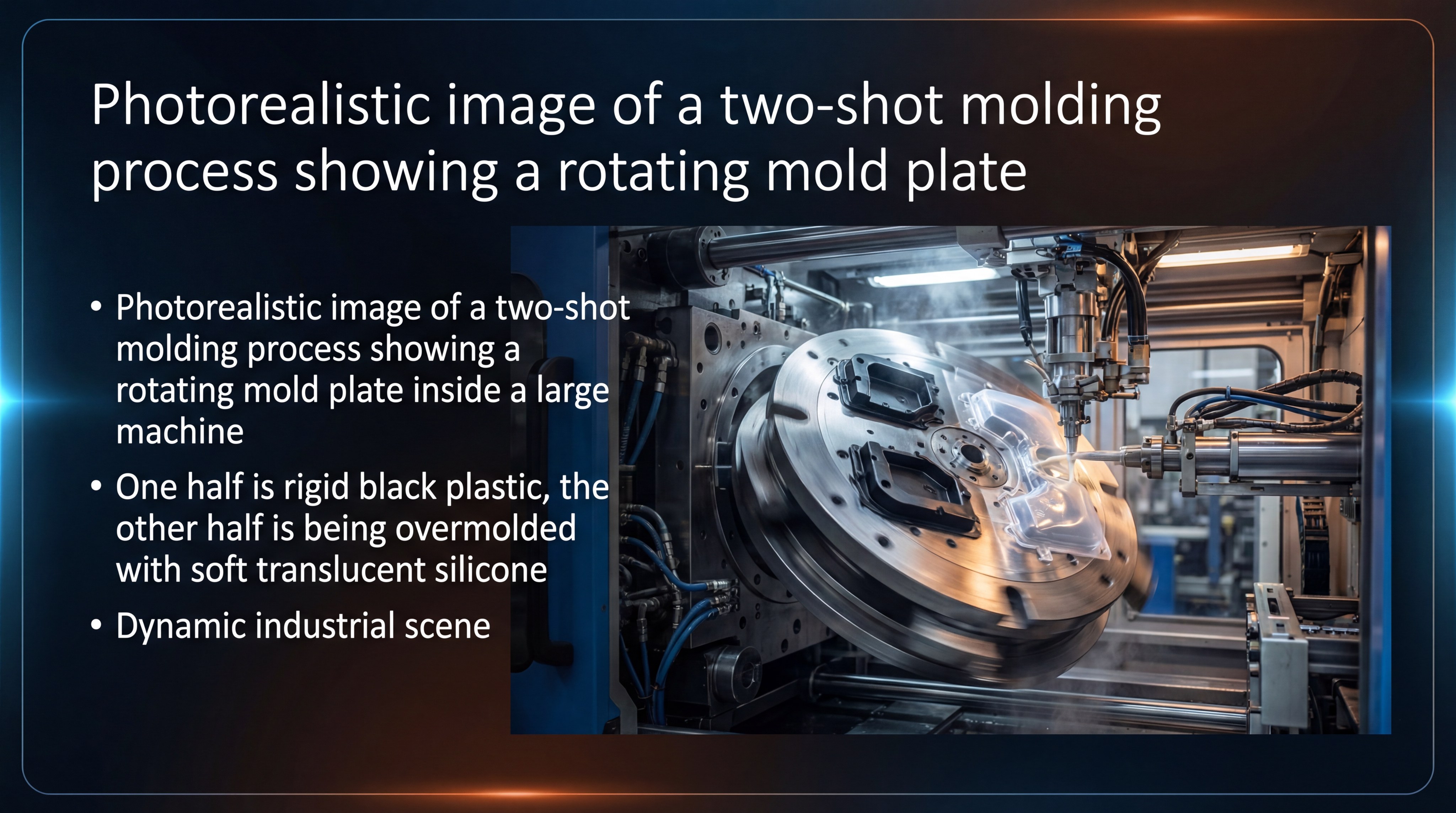
Two-shot molding adds value by combining two different materials in a single machine cycle using a rotating mold plate. Sophisticated silicone injection molding equipment can mold a rigid thermoplastic frame and then immediately overmold it with soft silicone. This process is frequently used to manufacture smart wearable products that require a rigid internal chassis and a skin-safe exterior.
Advantages of Two-Shot Production
This technique is superior for high-end consumer electronics and medical devices where aesthetics and functionality are equally important. It allows for the integration of multiple colors and textures in a single part.
The bottom line:
- Design Complexity: Enables features that are impossible with single-shot.
- Reduced Contamination: Parts stay in the machine throughout the process.
- Perfect Alignment: Eliminates the human error associated with manual inserts.
- Material Efficiency: Reduces waste by precisely controlling injection volumes.
Key Takeaway: Two-shot molding is the pinnacle of multi-material manufacturing, offering unmatched precision and part complexity.
| Benefit | Impact on Manufacturer | Long-Term Value |
|---|---|---|
| One-Step Cycle | Lower labor costs | High ROI on tooling |
| Integrated Seals | Superior IP-ratings | Fewer field failures |
| Soft-Touch Finish | Premium product feel | Higher market pricing |
| Reduced Footprint | Saves factory space | Leaner operations |
Analytical guidance: Precision alignment of the rotating mold is the single most critical factor in preventing leaks between the two materials.
Can Silicone Molding Support High-Precision Micro Parts?
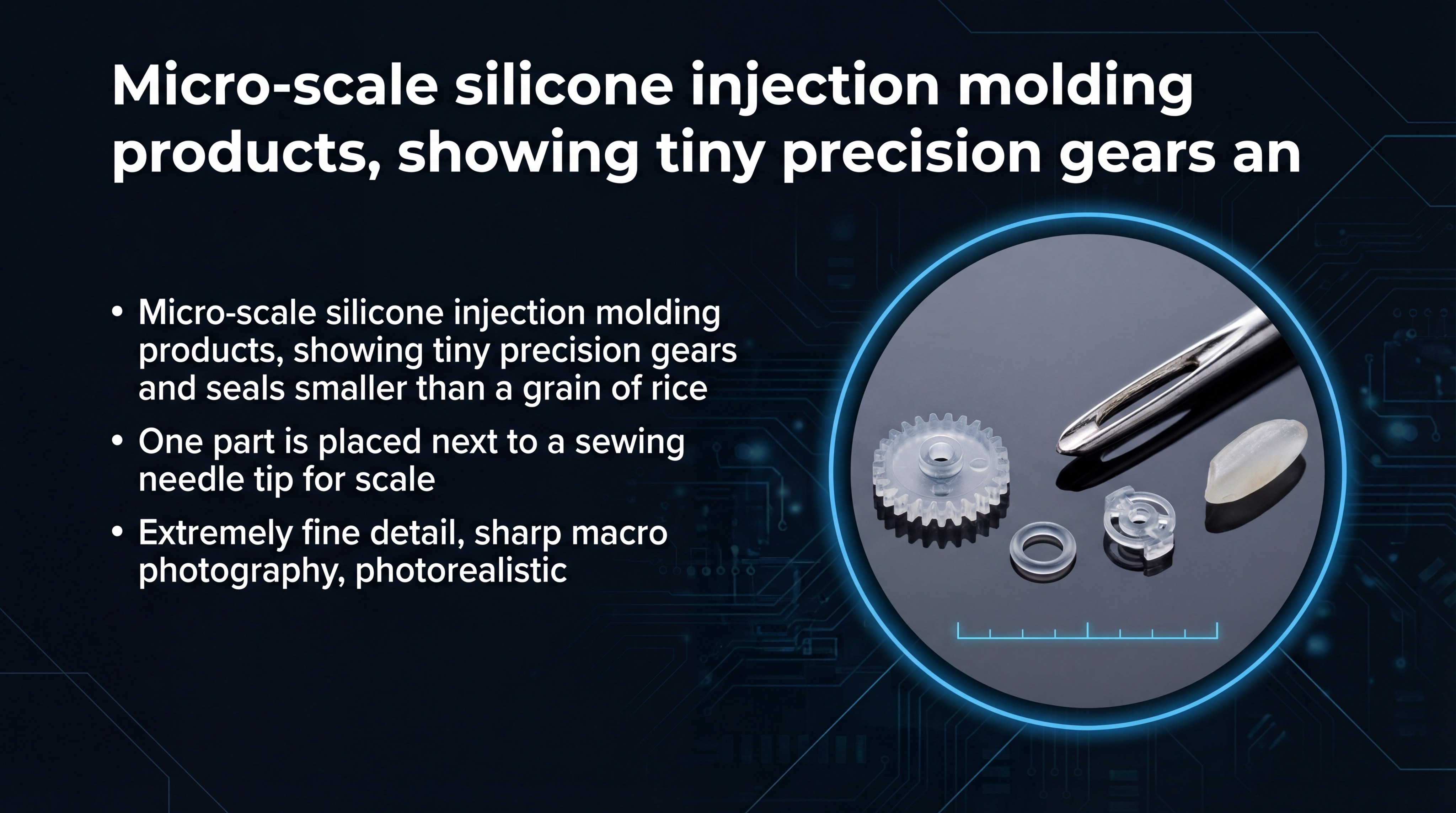
Micro-scale molding supports the production of incredibly small components with tolerances tighter than 0.01mm. Precision silicone injection molding is vital for the electronics and medical sectors where components must fit into miniaturized devices. These parts are often so small that they require specialized micro-injection units and high-magnification quality control.
Micro-Scale Components in Tech
As devices shrink, the demand for micro-seals and dampers increases. Silicone is uniquely suited for micro-molding because of its low viscosity and excellent flow characteristics.
In other words:
- Micro-Seals: Used in earbuds and smartphone speakers.
- Surgical Micro-Valves: Critical for minimally invasive tools.
- Optical Lenses: Micro-LED optics and sensor covers.
- Precision Gears: Silent operation in micro-robotics.
Key Takeaway: Micro-molding enables the next generation of miniaturized technology by providing durable, high-performance parts at a microscopic scale.
| Micro-Part | Dimensions | Primary Industry |
|---|---|---|
| O-Rings | < 1.0mm diameter | Electronics |
| Gears | < 2.0mm modules | Medical Robotics |
| Valve Tips | 0.5mm orifice | Pharmaceuticals |
| Keypads | Micro-actuators | Smart Devices |
Analytical guidance: Specialized vacuum-assisted venting is mandatory for micro-molding to prevent trapped air from ruining microscopic features.
How is Precision Guaranteed During the Design Phase?
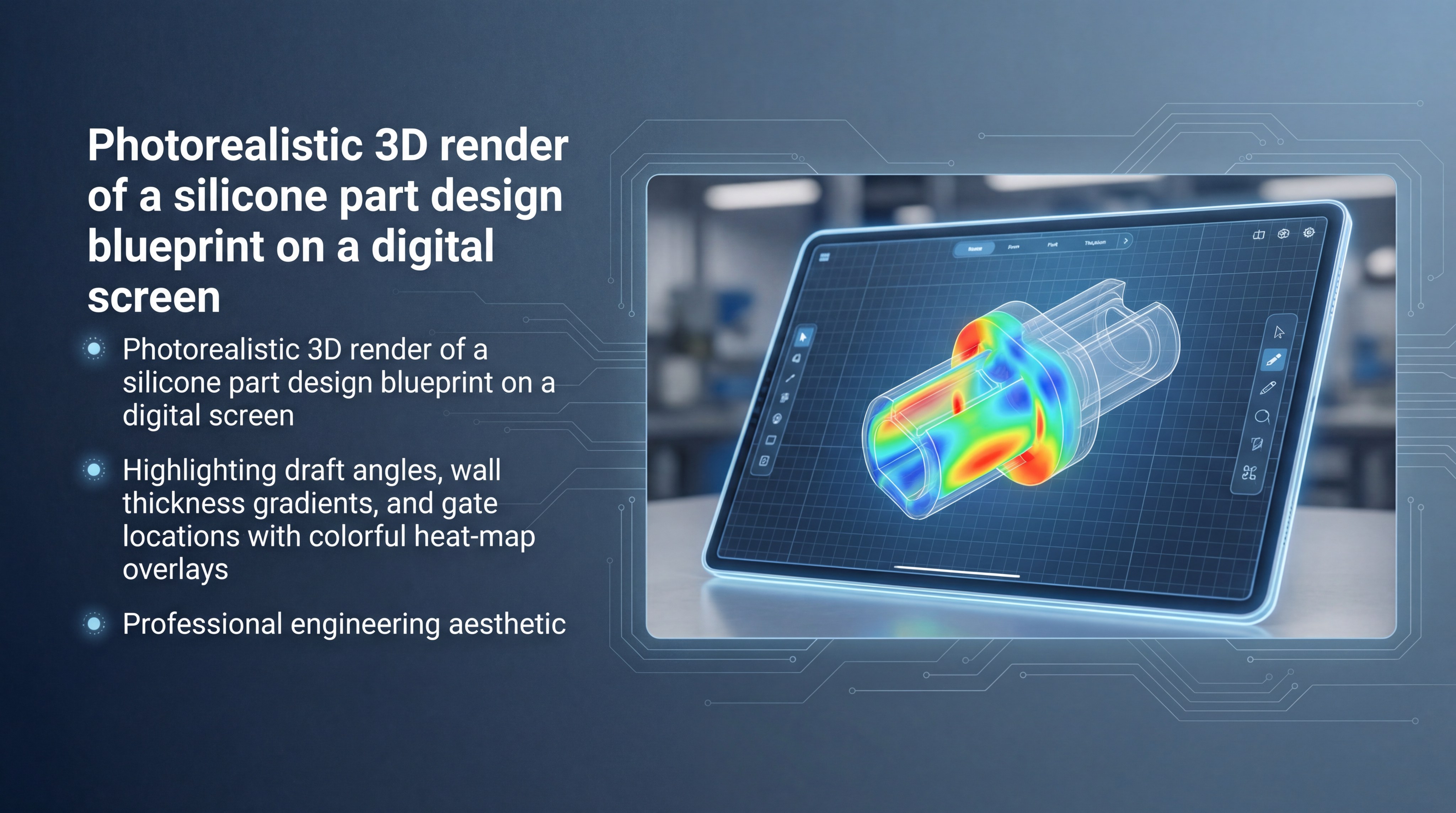
Precision is guaranteed through advanced simulation software that predicts material flow and cooling behavior before the mold is cut. Modern silicone injection molding projects begin with a comprehensive “Design for Manufacturing” analysis. This stage identifies potential issues such as air traps, weld lines, and uneven shrinkage across the manufacturing industry standards.
Optimizing Geometry for Silicone
Designing for silicone is different than designing for plastic due to its high shrinkage rates and unique flow properties. Engineers must account for the material’s elasticity during the demolding process.
The kicker?
- Draft Angles: Essential for easy part removal without tearing.
- Wall Thickness: Uniformity prevents sink marks and warping.
- Gate Placement: Strategic locations ensure complete cavity filling.
- Radius Design: Soft curves prevent stress concentration.
Key Takeaway: Investing in the design phase reduces the need for expensive mold modifications and speeds up the time-to-market.
| Design Feature | Purpose | Impact on Quality |
|---|---|---|
| Uniform Walls | Consistent cooling | Prevents warping |
| Radiused Edges | Material flow | Reduces flash risk |
| Venting Grooves | Air removal | Eliminates voids |
| Texture Finish | Aesthetic/Grip | Improves demolding |
Analytical guidance: Always utilize flow simulation to determine the optimal injection pressure and gate size for complex geometries.
Why is Post-Curing Critical for Medical-Grade Silicone?
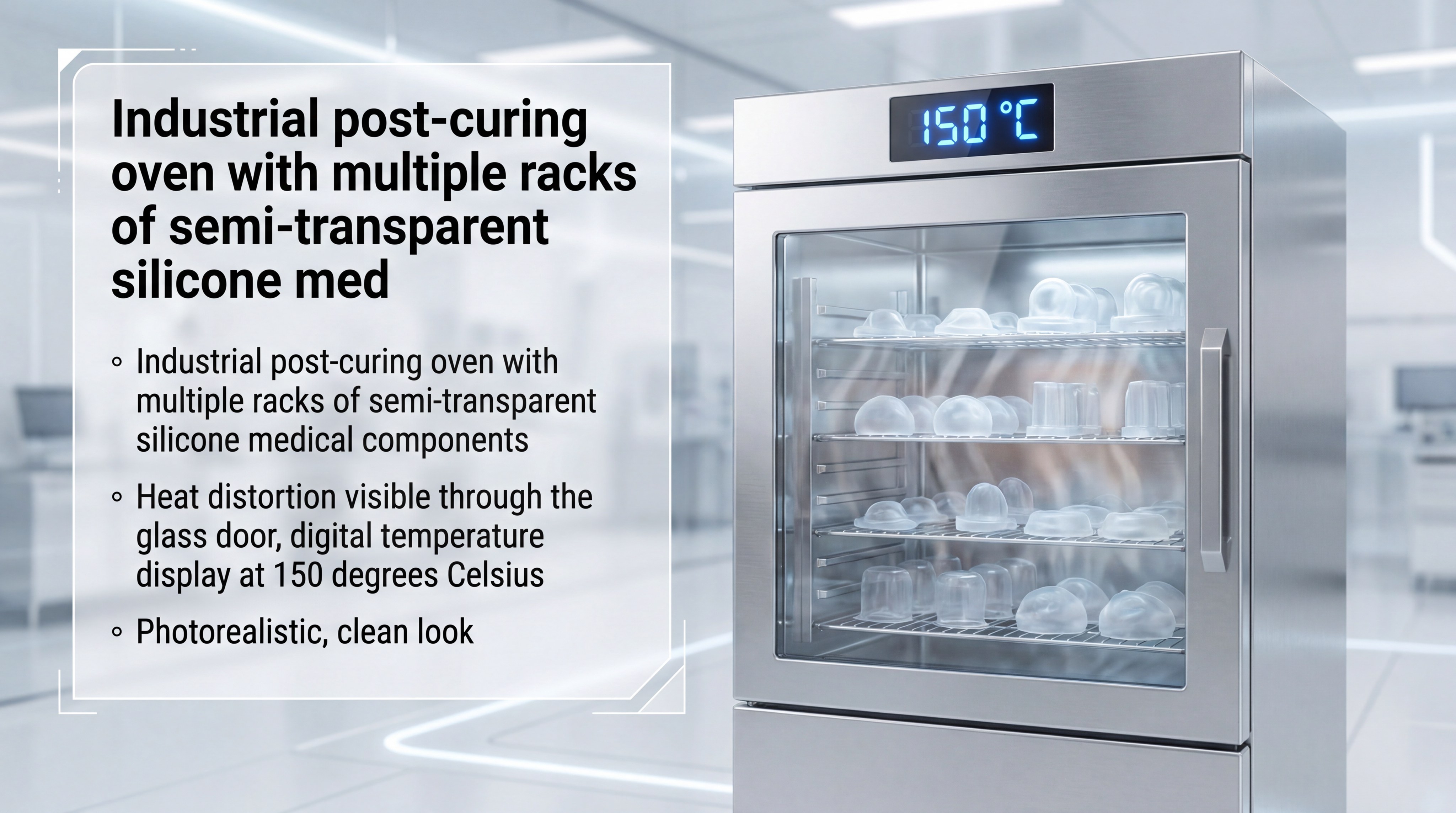
Post-curing is critical for removing volatile organic compounds and stabilizing the physical properties of the silicone. In the production of medical-grade silicone parts, this secondary heating phase ensures the material is safe for human contact. Without post-curing, silicone may exhibit “outgassing” which can compromise sensitive medical environments or electronic sensors.
Ensuring Safety and Stability
The post-curing process typically involves heating parts in a specialized oven for 2 to 4 hours at elevated temperatures. This process completes the chemical cross-linking that began in the injection mold.
But wait, there’s more:
- Biocompatibility: Removes residuals to meet USP Class VI standards.
- Physical Property Boost: Increases tensile strength and elongation.
- Dimensional Stability: Prevents shrinking after the part is in use.
- Odor Removal: Eliminates the “rubbery” smell common in raw silicone.
Key Takeaway: Post-curing is a non-negotiable step for any silicone part intended for medical, food, or high-vacuum applications.
| Process Variable | Standard Value | Benefit |
|---|---|---|
| Temperature | 150°C – 200°C | Volatile removal |
| Duration | 2 – 4 hours | Complete cross-linking |
| Airflow | High exchange rate | Prevents re-deposition |
| Cooling Rate | Controlled | Prevents thermal shock |
Analytical guidance: Always verify the post-curing requirements with your material supplier to ensure the specific LSR grade reaches its peak performance.
What are the Different Grades of Liquid Silicone Rubber?
Liquid silicone rubber grades vary by durometer, transparency, and specific certifications tailored for various industries. Professional silicone injection molding partners help you select the right grade based on your application’s mechanical and chemical requirements. Many brands rely on these variations to create durable pet products that are both bite-resistant and non-toxic.
Selecting the Right Durometer
Durometer measures the hardness of the silicone, ranging from very soft (10 Shore A) to very rigid (80 Shore A). Selecting the wrong hardness can lead to part failure or a poor user experience.
Look at it this way:
- Medical Grade: Certified for biocompatibility and sterilization.
- Food Grade: FDA-compliant for kitchenware and food contact.
- Fluorosilicone: Specialized for oil and fuel resistance in automotive.
- High-Tear Grade: Designed for parts with extreme stretching needs.
Key Takeaway: The wide variety of LSR grades ensures that silicone can be engineered to meet almost any performance specification.
| Grade Category | Primary Benefit | Typical Industry |
|---|---|---|
| General Purpose | Cost-effective durability | Consumer goods |
| Optical Grade | 99% light transmission | Automotive lighting |
| Self-Bonding | No primer required | Two-shot molding |
| Antistatic | Dust resistance | Electronics |
Analytical guidance: Test multiple durometers in the prototyping phase to determine the exact tactile and mechanical performance your product requires.
How Can Common Defects Like Flash Be Eliminated?
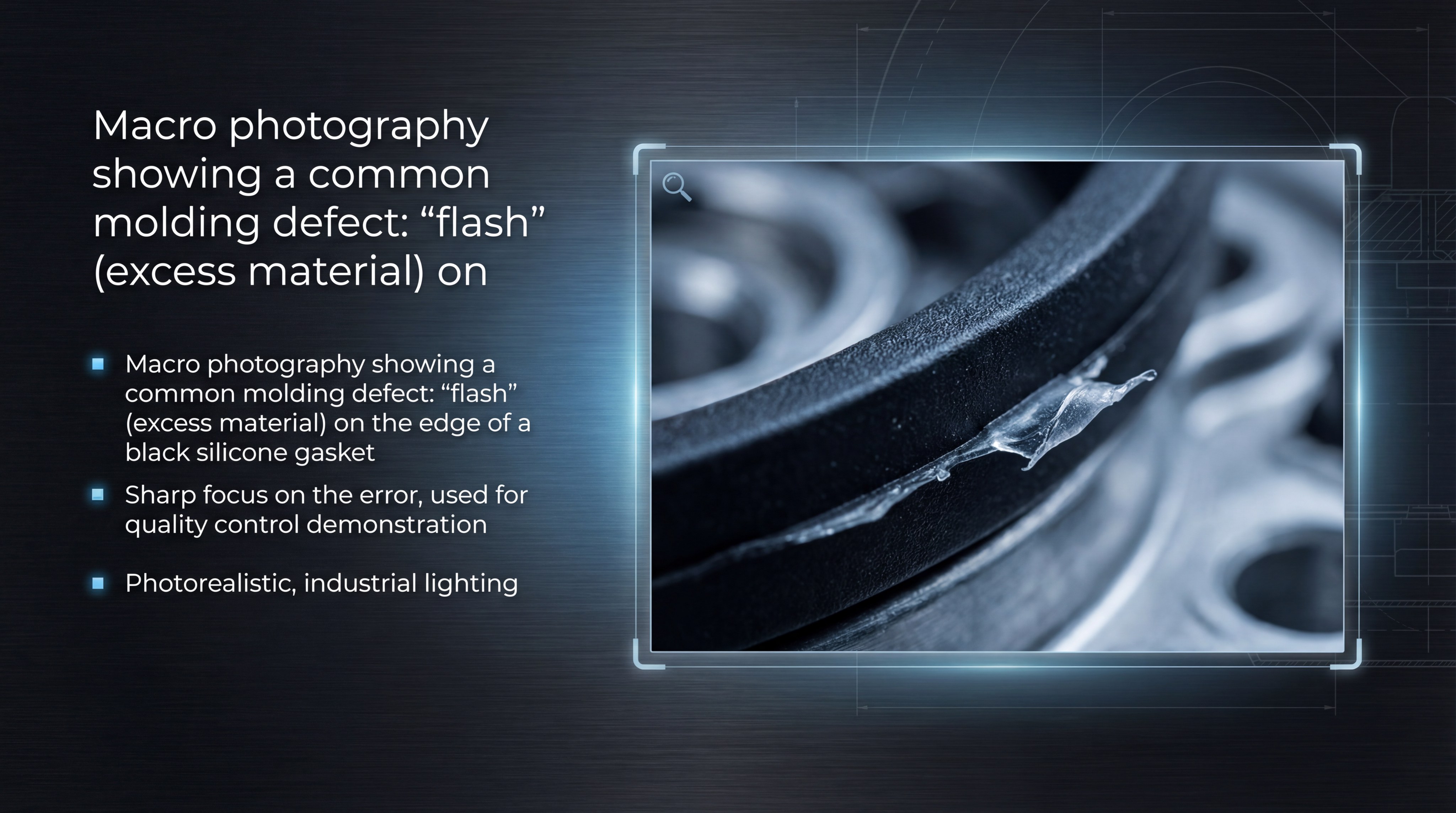
Flash is eliminated by optimizing the mold’s parting line precision and adjusting the injection pressure parameters. In high-precision silicone injection molding, flash (excess material) is a major quality concern that often occurs in e-cigarette parts where tight seals are mandatory. Proper maintenance of the tooling and the use of high-clamping force machines are the best defenses against this defect.
Troubleshooting Molding Issues
Beyond flash, manufacturers must watch for short shots, air traps, and burn marks. Each of these issues has a specific root cause in the molding process.
The truth is:
- Tooling Wear: Worn mold edges are the #1 cause of flash.
- Injection Speed: Too fast causes burning; too slow causes short shots.
- Clamping Pressure: Must exceed the injection pressure to keep the mold shut.
- Venting Efficiency: Blocked vents lead to trapped air and voids.
Key Takeaway: A proactive maintenance schedule and rigorous parameter control are the keys to a zero-defect silicone production line.
| Defect | Likely Cause | Corrective Action |
|---|---|---|
| Flash | Low clamping force | Increase machine clamp |
| Short Shot | Material curing too fast | Lower mold temperature |
| Burn Marks | Trapped gas | Improve mold venting |
| Weld Lines | Poor flow joining | Increase injection speed |
Analytical guidance: Flash is often a symptom of over-pressurizing the cavity; try reducing the pack pressure before modifying the tool.
Transforming Your Vision into High-Precision Reality
Silicone injection molding is the definitive solution for manufacturers who refuse to compromise on quality, durability, or precision. From life-saving medical devices to high-performance wearables, the versatility of liquid silicone rubber empowers engineers to push the boundaries of modern design. By mastering the nuances of single-shot, insert, and two-shot molding, your business can reduce waste, improve product performance, and dominate your market.
Our brand vision is centered on delivering engineering excellence and manufacturing reliability that helps you lead your industry. We are dedicated to providing the technical expertise and high-volume capacity required to scale your most innovative projects from concept to reality.
Ready to optimize your production and reduce your manufacturing costs? Contact us today to speak with our engineering team and start your next silicone molding project.
*
Frequently Asked Questions
Can I use silicone injection molding for low-volume production?
Short answer: Yes, but with considerations. While primarily used for high volumes, silicone injection can be adapted for low volumes using aluminum tools; however, the cost per unit will be higher than standard compression molding due to the machine setup time.
What’s the best way to choose between LSR and HCR?
Short answer: Evaluate your volume and complexity requirements. LSR is best for complex geometries and high-volume automation, whereas HCR (High Consistency Rubber) is often better for simple shapes or very low-volume runs where manual labor is more cost-effective.
How do I know if my plastic insert will melt during overmolding?
Short answer: Check the material’s glass transition temperature. The plastic must be able to withstand the 150°C-200°C curing temperature of silicone; common choices include PBT, PPS, and high-temperature Nylon, while materials like standard Polyethylene will definitely fail.
What’s the best method to ensure a medical-grade finish?
Short answer: Use a Class 100,000 cleanroom and post-curing. To meet strict medical standards, parts must be molded in a controlled environment and then post-cured to remove any remaining volatiles that could cause biological reactions.
Can I achieve multi-color designs in a single silicone part?
Short answer: Yes, through two-shot molding. By using multiple injection units and a rotating mold, you can inject different colored silicones into the same part, creating permanent aesthetic features without the need for painting or printing.