

Medical grade silicone is a specialized elastomer designed to meet strict biocompatibility standards for human contact and clinical environments. You face mounting pressure to deliver safer, more durable medical devices while navigating complex regulatory hurdles. Failing to use high-purity materials can lead to catastrophic product recalls or patient harm. Fortunately, choosing premium medical grade silicone provides the chemical stability and biological safety you need to succeed.
What exactly is medical grade silicone?
Medical grade silicone is a high-performance elastomer that has been specifically formulated and tested to ensure it is safe for use in medical applications. Using medical grade silicone guarantees that the material is free from harmful byproducts and is biologically inert. This material is typically classified based on its intended contact time with the body, ranging from limited to permanent implants. You can trust this material for sensitive applications where purity is non-negotiable.
How does it differ from standard silicone?
Standard silicone is often manufactured with fillers or catalysts that may leach chemicals when exposed to the human body. In contrast, the medical variant undergoes rigorous testing to prove it does not cause toxicity or irritation.
Here is the deal:
- Superior purity levels.
- Extensive biocompatibility documentation.
- Stringent manufacturing controls.
Why is platinum curing essential for purity?
Platinum curing is the preferred method for medical applications because it does not leave behind any acid residues or peroxide byproducts. This process results in a material that is highly transparent and consistent in its physical properties.
The best part?
- No outgassing during the curing process.
- Higher tensile strength and clarity.
- Optimal for sensitive fluid handling.
Is it safe for long-term human contact?
Yes, this material is specifically engineered to remain stable and non-reactive when placed inside or against the human body for extended periods. It resists degradation from bodily fluids and does not support the growth of bacteria.
Key Takeaway: Medical grade silicone provides the highest safety profile for devices interacting with human tissue or fluids.
| Feature | Description |
|---|---|
| Purity | Extremely high, zero toxic residues |
| Curing | Platinum catalyst for stability |
| Contact | Safe for long-term and internal use |
This foundational understanding ensures you choose materials that protect both your patients and your reputation.
Why is biocompatibility vital for medical grade silicone?
Biocompatibility is the most critical factor because it ensures that medical grade silicone does not induce an immune response or toxic reaction when in contact with the body. You must prioritize materials that have passed USP Class VI or ISO 10993 testing to ensure patient safety. Failure to use biocompatible materials can lead to inflammation, infection, or device rejection. This is why every batch must be verified for biological neutrality.

Does it cause adverse reactions in the body?
High-quality silicone is designed to be biologically inert, meaning it will not react with living tissue or trigger an allergic response. It provides a reliable barrier that protects the patient from chemical exposure.
Think about it:
- Reduced risk of inflammation.
- High acceptance rate for implants.
- Minimal protein binding on surfaces.
How does it handle direct tissue contact?
The soft, flexible nature of the material allows it to conform to the body’s anatomy without causing mechanical trauma. It maintains its physical integrity even when exposed to the harsh environment of the human internal system.
What testing standards ensure safety?
Materials are subjected to a battery of tests including cytotoxicity, sensitization, and systemic toxicity assessments. These protocols ensure the silicone meets the highest international safety benchmarks for medical hardware.
Key Takeaway: Biocompatibility testing is the definitive gatekeeper for any material entering the clinical space.
| Test Type | Objective |
|---|---|
| ISO 10993 | Evaluation of biological risk |
| USP Class VI | Stringent plastic and polymer testing |
| Cytotoxicity | Ensuring no cell damage occurs |
Strict adherence to these standards is the only way to guarantee a device’s long-term clinical success.
What are the key properties of medical grade silicone?
The key properties of medical grade silicone include exceptional thermal stability, chemical resistance, and a unique combination of flexibility and durability. Utilizing medical grade silicone allows you to create components that function reliably in extreme environments, such as autoclaves or refrigeration. Its hydrophobic nature ensures that it does not absorb moisture, maintaining its shape and function over time. This versatility makes it the gold standard for high-performance medical design.
Can it withstand extreme temperatures?
Silicone maintains its elasticity and performance across a massive temperature range, typically from -60°C to over 200°C. This makes it ideal for devices that require repeated sterilization through heat-intensive methods.
But wait, there is more:
- Resists thermal shock.
- Maintains flexibility in cold storage.
- Does not become brittle over time.
Is it resistant to harsh medical chemicals?
This material is highly resistant to a wide variety of solvents, oils, and detergents commonly found in clinical settings. It ensures that the device will not degrade or leach chemicals when cleaned with medical-grade disinfectants.
How durable and flexible is the material?
Silicone offers high elongation and tear strength, allowing it to be stretched and compressed without permanent deformation. This “memory” is crucial for seals, gaskets, and valves that must maintain a leak-proof fit.
Key Takeaway: The physical resilience of silicone allows for the design of complex, long-lasting medical components.
| Property | Benefit |
|---|---|
| Thermal Range | Supports various sterilization modes |
| Chemical Resistance | Longevity in clinical environments |
| Flexibility | High tear strength and durability |
These unique physical characteristics empower engineers to push the boundaries of medical device innovation.
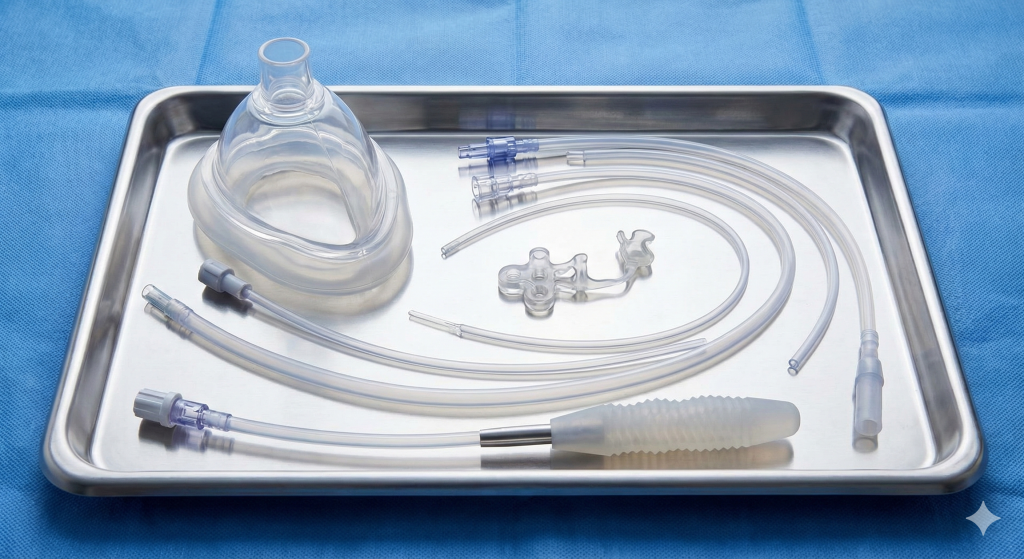
Where is medical grade silicone used in healthcare?
In healthcare, medical grade silicone is found in everything from life-saving implants and catheters to simple respiratory masks and syringe components. You likely encounter these materials daily in surgical tools and diagnostic equipment where reliability is paramount. Its ability to be molded into complex shapes makes it suitable for both micro-components and large-scale medical systems. Its presence is ubiquitous in modern medicine because it provides a rare blend of safety and functionality.
How are catheters and implants manufactured?
Catheters require smooth surfaces and high flexibility to navigate the human vascular system without causing damage. Silicone is the material of choice here because it can be extruded into thin-walled, high-strength tubing.
Bottom line:
- Smooth surface reduces friction.
- Biocompatibility prevents tissue rejection.
- Custom lumens are easily manufactured.
What makes it ideal for respiratory masks?
The soft-touch surface of silicone provides a superior seal against the skin while ensuring maximum comfort for the patient. It does not cause the skin irritation often associated with latex or lower-quality plastics.
Are syringe sleeves made from this material?
Yes, many high-end syringes use silicone sleeves or plungers to ensure a consistent, low-friction movement. This is critical for the precise delivery of medication where resistance could lead to dosing errors.
Key Takeaway: From invasive surgery to wearable masks, silicone is the essential interface between technology and the patient.
| Application | Role of Silicone |
|---|---|
| Implants | Long-term biological integration |
| Respiratory | Skin-safe sealing and comfort |
| Fluid Delivery | Precision movement and sealing |
The broad range of applications highlights why this material is indispensable for any medical manufacturer.
Can it be used in other high-precision industries?
High-precision industries like automotive, electronics, and wearables frequently leverage medical grade silicone for its superior durability and skin-safe properties. When you integrate medical grade silicone into consumer electronics, you offer a premium feel that is also hypoallergenic. These sectors require materials that can survive harsh environmental stress while remaining safe for human interaction. It is no longer just for hospitals; it is the benchmark for high-end industrial engineering.

How does it benefit the automotive sector?
Automotive engineers use this grade for high-performance seals and gaskets that are exposed to extreme heat and chemicals. It ensures that critical sensors and electronic modules remain protected over the entire lifespan of the vehicle.
In other words:
- Zero failure in high-heat zones.
- Resistant to oil and coolant exposure.
- Long-term sealing integrity.
Why use it for industrial electronic parts?
Silicone provides excellent electrical insulation and vibration dampening for sensitive electronic assemblies. It protects delicate circuitry from moisture, dust, and mechanical shock in demanding industrial environments.
Is it suitable for smart wearable devices?
For smartwatches and fitness trackers, skin safety is a major selling point that silicone provides effortlessly. It resists sweat and UV exposure, ensuring the device looks new even after years of daily wear.
Key Takeaway: The extreme reliability of medical-grade materials provides a competitive edge in industrial and consumer markets.
| Industry | Primary Use Case |
|---|---|
| Automotive | Under-the-hood seals and gaskets |
| Electronics | Vibration damping and insulation |
| Wearables | Hypoallergenic straps and interfaces |
Diversifying the use of these materials allows brands to market higher quality and safer products to their customers.
What are the main benefits for medical device makers?
Medical device makers benefit from silicone’s ease of processing, regulatory compliance, and the ability to customize its mechanical properties for specific needs. You can achieve high-precision parts through Liquid Silicone Rubber (LSR) injection molding, which reduces waste and speeds up production cycles. The material’s inherent stability simplifies the FDA and CE marking approval process for your products. Ultimately, it reduces your total cost of ownership by minimizing the risk of material failure.
Does it provide better patient comfort?
The low durometer (softness) of silicone makes it much more comfortable for patients compared to rigid plastics or metals. This is especially important for wearable devices or items that remain in contact with the body for hours.
Here is why:
- Soft, non-irritating texture.
- Breathable and lightweight feel.
- No “plastic” odor or taste.
How does it ensure long-term device safety?
Because the material does not degrade or leach over time, the performance of the device remains consistent for years. This reliability is vital for life-sustaining equipment where any change in material property could be fatal.
Can the material properties be customized?
Manufacturers can adjust the hardness, color, and translucency of the silicone to match the specific requirements of the application. This allows for a high degree of design freedom without compromising on the material’s core safety.
Key Takeaway: Choosing silicone simplifies the path to market by providing a material that is both high-performing and regulatory-friendly.
| Benefit | Impact on Manufacturer |
|---|---|
| Regulatory Ease | Faster approval and lower legal risk |
| Precision | Consistent parts with low tolerances |
| Patient Comfort | Higher market adoption and satisfaction |
Leveraging these benefits allows you to focus on innovation rather than troubleshooting material issues.
How do you choose the right manufacturing process?
Choosing the right manufacturing process depends on your part complexity, production volume, and the specific performance requirements of your medical grade silicone component. For high-volume, intricate parts, medical grade silicone is best processed through LSR injection molding for its speed and precision. Smaller runs or larger, simpler parts might benefit more from compression molding techniques. Understanding these methods ensures you optimize your production budget while maintaining the highest quality standards.
When should you choose LSR injection molding?
LSR injection molding is the gold standard for high-precision, high-volume production where consistency is non-negotiable. It uses a closed-loop system that prevents contamination and allows for extremely complex geometries.
The best part?
- Minimal flash and waste.
- Rapid cycle times for high output.
- Automated processing reduces human error.
Is compression molding better for your part?
Compression molding is often the more cost-effective choice for large parts or low-volume prototypes. It requires less complex tooling and is ideal for materials with high durometer or specific filler requirements.
What are the benefits of silicone overmolding?
Overmolding allows you to bond silicone directly onto plastic or metal substrates without the need for adhesives. This creates a seamless, hygienic bond that is perfect for handles, grips, and complex medical instruments.
Key Takeaway: Matching the manufacturing process to your design requirements is essential for cost-effectiveness and quality.
| Process | Best For |
|---|---|
| LSR Molding | High volume, complex, clean parts |
| Compression | Low volume, large parts, prototyping |
| Overmolding | Multi-material parts and ergonomic grips |
Selecting the correct process early in the design phase prevents costly re-tooling and production delays later.
How do you clean medical grade silicone properly?
Cleaning medical grade silicone properly involves using mild detergents or validated sterilization techniques like autoclaving to ensure the part remains sterile and functional. You should avoid abrasive tools or harsh solvents that could pit the surface and create areas for bacteria to grow. Because of its high thermal resistance, silicone can withstand the intense heat of steam sterilization without losing its physical properties. Following a strict cleaning protocol is essential for preventing cross-contamination in medical environments.
Can it be sterilized in a dishwasher?
For non-clinical or home-care medical items, a dishwasher is often a safe and effective way to clean silicone components. The high heat of the drying cycle acts as a basic sanitization step that most plastics cannot handle.
Think about it:
- Easy maintenance for consumer users.
- High heat resistance prevents melting.
- Effective removal of organic residues.
Which detergents are safe for maintenance?
You should use pH-neutral detergents that do not contain fragrances or oils that could leave a film on the silicone surface. For clinical settings, hospital-grade enzymatic cleaners are recommended for breaking down biological contaminants.
How should you store finished components?
Once cleaned and dried, silicone parts should be stored in a cool, dry place away from direct sunlight and ozone sources. This prevents the material from attracting dust via static electricity and ensures its longevity.
Key Takeaway: Silicone’s robust nature makes it one of the easiest medical materials to maintain and sterilize effectively.
| Method | Suitability |
|---|---|
| Autoclaving | Ideal for professional clinical sterilization |
| Dishwasher | Safe for home-use medical products |
| Isopropyl Alcohol | Effective for quick surface disinfection |
Correct cleaning not only ensures safety but also extends the operational life of your expensive medical components.
Why is quality control critical for medical parts?
Quality control is critical because even a microscopic defect in medical grade silicone can lead to catastrophic failure in a clinical setting. You must partner with a manufacturer that employs a “clean manufacturing” mindset, utilizing medical grade silicone within controlled environments. This involves rigorous inspection protocols, from raw material testing to final dimensional checks using automated vision systems. Ensuring every part meets specifications is the only way to mitigate the risks inherent in medical device production.

What inspection standards are used?
Factories typically use ISO 13485 quality management systems to govern every step of the production process. This includes visual inspections under magnification and mechanical testing to verify tear strength and elongation.
Here is the deal:
- 100% inspection for critical components.
- Automated vision systems for accuracy.
- Strict tolerance adherence.
How is material traceability managed?
Every batch of silicone must be traceable back to its raw material source and its specific production date. This documentation is vital if a quality issue arises, allowing you to isolate and address specific batches quickly.
Why is a clean manufacturing mindset needed?
A cleanroom environment (Class 10,000 or Class 100,000) prevents airborne particles from being embedded in the silicone during the molding process. This level of care is what separates medical manufacturers from general industrial shops.
Key Takeaway: Quality control is not just a final step; it is a comprehensive system that ensures patient safety and regulatory compliance.
| QC Element | Purpose |
|---|---|
| Traceability | Rapid response to material issues |
| Cleanroom | Prevention of particulate contamination |
| Vision Systems | High-speed, high-accuracy inspection |
Investing in a partner with robust quality systems is the best insurance policy for your medical device brand.
How do you find a reliable medical silicone partner?
Finding a reliable partner requires verifying their certifications, technical expertise, and their ability to provide Design for Manufacturing (DFM) support. You should look for a supplier that has a proven track record in the medical industry and understands the nuances of regulatory documentation. A good partner does more than just mold parts; they act as an extension of your engineering team. This collaboration ensures that your project moves from concept to production with minimal friction.
What certifications should a factory hold?
At a minimum, your supplier must be ISO 9001 and ISO 13485 certified to ensure they follow international quality standards for medical devices. They should also be able to provide FDA master files or biocompatibility reports for their materials.
Bottom line:
- Verifiable quality management systems.
- Compliance with global medical regulations.
- Transparency in documentation.
Does the supplier offer DFM engineering support?
Expert suppliers will analyze your designs to suggest improvements that reduce cost, improve quality, and simplify manufacturing. This proactive approach can save you months of trial and error during the development phase.
How do you request a custom project quote?
When requesting a quote, provide detailed 3D drawings, material requirements, and your expected production volumes. A professional partner will ask clarifying questions about the part’s application to ensure the best material and process are selected.
Key Takeaway: The right partner provides the technical depth and regulatory assurance needed to launch a successful medical product.
| Selection Criteria | Importance |
|---|---|
| ISO 13485 | Essential for medical-grade compliance |
| DFM Support | Critical for optimizing design and cost |
| Cleanroom | Mandatory for preventing part contamination |
Taking the time to vet your supplier thoroughly will prevent significant headaches once production begins.
Conclusion
Navigating the complexities of medical device manufacturing requires a material that never compromises on safety or performance. Throughout this guide, we have explored why medical grade silicone remains the premier choice for the healthcare industry—solving the critical problems of biocompatibility, durability, and regulatory compliance. At HuaLin, we specialize in transforming these high-performance materials into precision-engineered components that save lives and improve patient outcomes. Our commitment to ISO 13485 standards and cleanroom excellence ensures that your vision is realized with the highest level of integrity.
When you are ready to elevate your medical project with world-class silicone engineering, contact us today to start the conversation.
FAQ
How do I know if my silicone is medical grade?
How do I know if the material is authentic? You should always request a Certificate of Analysis (COA) and biocompatibility test reports (like ISO 10993) from your supplier.
What’s the best way to sterilize silicone parts?
The best method is steam autoclaving. This is because silicone is extremely heat-resistant and the high-pressure steam effectively kills microorganisms without damaging the material structure.
Can I use industrial silicone for medical devices?
No, you cannot. Industrial silicones often contain peroxide catalysts and fillers that leach toxic chemicals, which can cause severe adverse reactions in patients.
What’s the best manufacturing process for complex medical parts?
The best method is LSR injection molding. It offers the high precision, cleanliness, and repeatability required for intricate medical components that must meet strict tolerances.
How do I know if a factory is truly ISO 13485 certified?
How do I know if the certification is valid? You should ask for a copy of their current certificate and verify the registrar’s information to ensure the quality system is active and audited.