
An LSR molding mold typically costs between $2,000 for simple prototypes and over $50,000 for high-volume production tools. Many engineers struggle with the high upfront investment required for liquid silicone rubber projects, often fearing that unexpected design flaws will drain their capital. If you miscalculate the complexity or cavity requirements, you risk significant delays and budget overruns that can stall your product launch. By understanding the specific drivers of an LSR Molding Mold, you can make informed decisions that balance precision with cost-efficiency.
What exactly is an LSR molding mold?
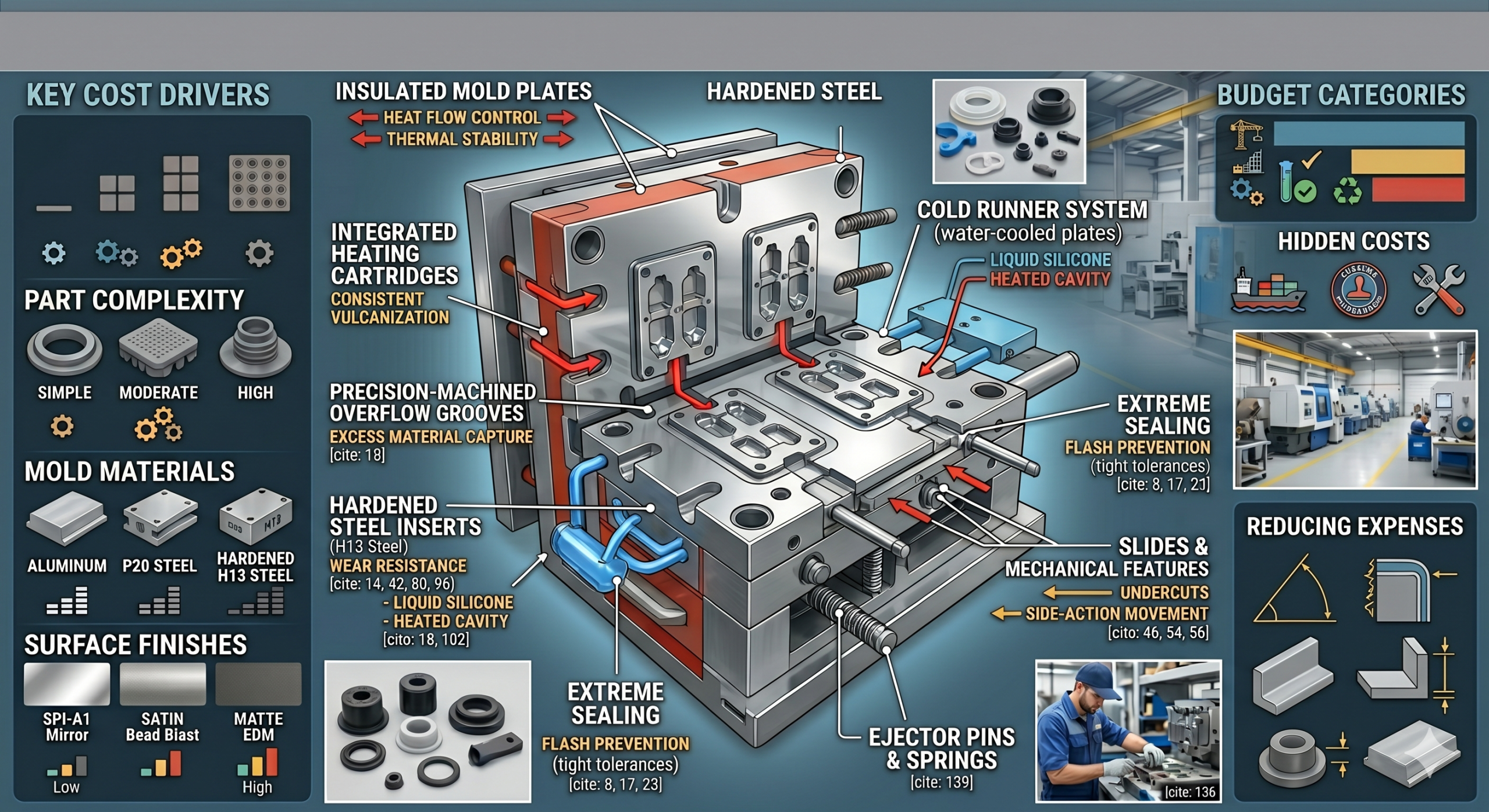
An LSR molding mold is a high-precision tool specifically engineered to handle the unique rheology of liquid silicone rubber. Unlike thermoplastic tools, these molds must facilitate a chemical cross-linking reaction through heat rather than cooling. You will find that these tools require extreme sealing capabilities to prevent flash, given the low viscosity of liquid silicone.
What are the key components of a precision tool?
The core of a high-quality tool involves a combination of specialized plates, heating elements, and injection nozzles. These components must work in perfect harmony to ensure the raw material cures correctly within the cavity.
Here is the kicker:
- Insulated mold plates to maintain thermal stability.
- Integrated heating cartridges for consistent vulcanization.
- Precision-machined overflow grooves to capture excess material.
- Hardened steel inserts for wear resistance.
How does it differ from plastic injection tools?
While plastic molds focus on cooling the part, an LSR tool is essentially a heated pressure vessel. You must account for the fact that silicone expands when heated, requiring sophisticated venting and sealing designs.
The truth is:
- Tight tolerances are required to prevent material leakage (flash).
- Cold runner systems are often integrated to keep the silicone liquid before it enters the hot cavity.
- Thermal breaks are necessary to protect the injection machine from high mold temperatures.
Key Takeaway: Understanding that an LSR tool is a thermal management system, rather than just a forming cavity, is essential for accurate budgeting and design success.
| Feature | Plastic Mold | LSR Mold |
|---|---|---|
| Thermal Goal | Rapid Cooling | Rapid Heating |
| Sealing Needs | Standard | Extreme (Flash Prevention) |
| Material State | Solidifies via cooling | Cures via chemical reaction |
Precise thermal control and superior sealing are the primary technical drivers that make these tools more expensive than standard plastic molds.
What is the average price of an LSR tool?
The average price of an LSR Molding Mold generally falls within the $5,000 to $15,000 range for standard industrial production. Your final quote will depend heavily on whether you are seeking a bridge tool for validation or a hardened steel tool for millions of cycles. Larger, multi-cavity tools for the automotive or medical sectors can easily exceed $30,000 due to the required precision.

What are the typical price ranges for project scales?
Budgeting for your project requires a clear understanding of your volume requirements. Low-volume tools use softer materials to save money, while high-volume tools prioritize longevity.
It gets better:
- Prototyping: $2,000 – $5,000 (Aluminum or P20 steel).
- Small Batch: $5,000 – $12,000 (Single or dual cavity).
- Mass Production: $15,000 – $50,000+ (Multi-cavity hardened steel).
Why do costs vary so much between suppliers?
Supplier pricing varies based on their in-house capabilities and the level of engineering support provided. You should learn more about our factory to see how integrated mold-making reduces your middleman markups.
Think about this:
- In-house CNC and EDM machining reduces external lead times.
- Expertise in DFM (Design for Manufacturing) prevents expensive mold reworks.
- Geographic location and labor rates significantly impact the final quote.
Key Takeaway: Match your mold investment to your expected production volume to ensure you don’t overspend on a tool that exceeds your lifecycle needs.
| Project Phase | Typical Tooling Cost | Material Choice |
|---|---|---|
| R&D / Validation | $2,000 – $4,500 | Aluminum |
| Market Launch | $6,000 – $14,000 | P20 Steel |
| Full Scale | $20,000+ | H13 Hardened Steel |
Choosing the right material for your production scale is the most effective way to manage your initial capital expenditure.
How does part complexity affect LSR molding mold cost?
Part complexity increases the cost of an LSR molding mold by requiring advanced machining techniques like sinker EDM and five-axis CNC milling. If your design includes undercuts, internal threads, or micro-features, the mold must incorporate moving slides or complex inserts. Each additional moving part in the mold increases the labor hours required for fitting and assembly.
How do thin walls and micro features impact price?
Thin-walled parts require the mold to be perfectly balanced to ensure even material flow. You will find that achieving wall thicknesses below 0.5mm demands extreme precision in the mold’s cavity and core alignment.
What does this mean for you?
- Higher scrap rates during initial mold testing.
- Necessity for premium tool steels to maintain edge sharpness.
- Increased time for manual polishing of tiny features.
Why do undercuts increase your tooling budget?
Undercuts prevent a part from being ejected straight out of the mold, necessitating side-actions or lifters. These mechanical features add significant cost because they must be timed perfectly with the mold opening sequence.
But wait, there’s more:
- Slides require additional space in the mold base, leading to larger tools.
- Maintenance costs rise as moving parts are prone to wear over time.
- Hydraulic or mechanical actuators add to the initial build complexity.
Key Takeaway: Simplifying your part design by removing unnecessary undercuts or complex features can reduce your tooling quote by 20% to 40%.
| Complexity Level | Cost Multiplier | Feature Examples |
|---|---|---|
| Simple | 1.0x | Flat seals, simple grommets |
| Moderate | 1.5x | Textured surfaces, basic undercuts |
| High | 2.5x+ | Micro-fluidic channels, complex slides |
Every non-essential design feature adds a layer of machining cost that compounds the total investment required for the project.
Does cavity count impact the final price?
Increasing the cavity count in an LSR Molding Mold raises the initial price but drastically lowers the cost per part. A single-cavity mold is the most affordable entry point, but it limits your production speed and increases labor costs over time. Multi-cavity tools require larger mold bases and more complex runner systems to ensure consistent pressure across all cavities.
Should you choose single or multi-cavity investment?
Your choice depends on your projected annual volume and how quickly you need to recoup your investment. You can often start with a single-cavity tool and move to a high-cavity tool once the product is validated in the market.
In other words:
- 1-2 Cavities: Best for low volume and lower risk.
- 4-8 Cavities: Ideal for mid-range commercial products.
- 16+ Cavities: Reserved for high-volume consumer or medical goods.
How do you calculate the ROI on high-cavity molds?
While the upfront cost is higher, a 16-cavity mold produces 16 times more parts per machine cycle than a single-cavity tool. This efficiency reduces your machine time fees, which are often the largest component of part pricing.
Here is the kicker:
- Lower overhead per part due to faster production.
- Reduced energy consumption per unit manufactured.
- Faster lead times for large orders, improving your supply chain agility.
Key Takeaway: High-cavity molds are expensive upfront but are the only way to achieve the low unit prices required for mass-market competition.
| Cavity Count | Relative Tooling Cost | Production Speed |
|---|---|---|
| 1 Cavity | Low | Very Slow |
| 4 Cavities | Moderate | Moderate |
| 16 Cavities | Very High | Very Fast |
The relationship between cavity count and cost is not linear, as larger molds require more robust plates and more complex feeding systems.
Which mold materials offer the best ROI?
Hardened steel like H13 or S136 provides the best ROI for an LSR molding mold intended for long-term production. While aluminum is significantly cheaper for the initial build, it wears down quickly under the abrasive nature of some silicone additives and high-heat cycles. You should select your material based on the total number of parts you expect to produce over the tool’s lifetime.
Is aluminum or hardened steel better for you?
Aluminum tools are excellent for rapid prototyping because they are easy to machine and have great thermal conductivity. However, they lack the surface hardness needed to withstand the millions of injections required for mass manufacturing.
The truth is:
- Aluminum: Good for <5,000 parts; fast lead times.
- P20 Steel: Good for up to 100,000 parts; moderate cost.
- Hardened Steel: Good for 1,000,000+ parts; high durability.
What is the best steel for mass production?
Hardened stainless steels are often preferred because silicone can be chemically aggressive during the curing process. These materials resist corrosion and maintain their surface finish, which is critical for parts with aesthetic requirements.
It gets better:
- Resists “galling” and wear on moving components.
- Maintains mirror finishes for medical-grade applications.
- Provides stable dimensional accuracy over years of use.
Key Takeaway: Investing in high-grade hardened steel today prevents the need to build a replacement mold six months into production.
| Material | Initial Cost | Tool Life (Cycles) | Maintenance Needs |
|---|---|---|---|
| Aluminum | Lowest | < 5,000 | High |
| P20 Steel | Medium | 50,000 – 150,000 | Moderate |
| H13 Steel | High | 500,000+ | Low |
Material selection is a balance between your immediate budget constraints and your long-term manufacturing stability goals.
Cold runner vs. hot runner: which is cheaper?
Standard cold runner systems for an LSR Molding Mold are initially cheaper but result in more material waste per cycle. In LSR molding, the “cold” runner keeps the material from curing before it hits the cavity, but this runner must be discarded or recycled. For high-volume production, you should consider a valve gate cold runner system, which eliminates the runner entirely.
Why are cold runners standard for silicone?
Cold runners are simpler to design and integrate into smaller tools, making them the default choice for many manufacturers. They use water-cooled plates to ensure the silicone remains in a liquid state until it enters the heated part of the mold.
Think about this:
- Lower initial tooling fee compared to valve gate systems.
- Easier to maintain and troubleshoot during production.
- Required for certain part geometries where gating is restricted.
When should you invest in a valve gate system?
Valve gate systems are expensive but pay for themselves by eliminating material waste. Since liquid silicone can be costly, saving even a small amount of material on every shot adds up to thousands of dollars over a year.
Here is the kicker:
- Virtually zero material waste per injection cycle.
- Cleaner gate marks, which is essential for medical parts.
- Explore our high-standard medical-grade silicone parts to see valve-gate quality.
Key Takeaway: Use a standard cold runner for low-volume projects, but switch to a valve gate system if your material costs are a major factor in unit pricing.

| Runner Type | Upfront Cost | Material Waste | Part Quality |
|---|---|---|---|
| Standard Cold | Lower | High | Good |
| Valve Gate | Much Higher | Zero | Superior |
While the initial price jump for a valve gate system is steep, the long-term material savings often provide a full ROI within months.
How do surface finishes affect the quote?
Surface finishes can add 10% to 25% to the cost of your LSR molding mold depending on the required level of polish. A standard “as-machined” or matte finish is the most economical, as it requires minimal manual labor after the CNC process. However, mirror polishes or custom textures require hours of expert hand-polishing or specialized laser etching.
What is the cost of mirror polishing?
Mirror polishing (SPI-A1) is necessary for clear parts or components that require a high-gloss aesthetic. You should expect this to significantly increase lead times because the work must be done by hand under magnification.
The truth is:
- Requires multiple stages of diamond paste polishing.
- Any scratches in the mold will be perfectly replicated on the silicone part.
- Highly sensitive to handling; requires extra care during maintenance.
Does medical-grade finish require extra labor?
Medical-grade parts often require a specific surface roughness to ensure biocompatibility or to prevent sticking. These requirements demand rigorous inspection and documentation to prove the mold meets the specified Ra values.
But wait, there’s more:
- Specific textures can help in the “de-molding” of sticky silicone parts.
- Chemical etching can create uniform matte finishes for consumer electronics.
- Precision surfaces reduce the risk of bacterial growth in medical applications.
Key Takeaway: Only specify high-gloss or complex textures where functionally necessary to avoid inflating your tooling budget.
| Finish Type | Cost Impact | Common Application |
|---|---|---|
| Matte (EDM) | Baseline | Industrial Seals |
| Satin (Bead Blast) | +10% | Consumer Goods |
| Mirror (SPI-A1) | +25% | Lenses / Medical |
Standardizing your surface requirements is one of the simplest ways to keep your mold quotes within a reasonable range.
Are there hidden costs in LSR projects?
Hidden costs in an LSR Molding Mold project often include mold maintenance, shipping duties, and validation documentation. You might receive a low initial quote from a supplier, only to find that you are responsible for the cost of spare parts like heater cartridges or seals. It is vital to clarify who owns the tool and who is responsible for its upkeep over the production lifecycle.
What are long-term maintenance expenses?
Because LSR molds operate at high temperatures, components like wiring, thermocouples, and O-rings will eventually degrade. You should budget for annual maintenance to ensure the tool continues to produce flash-free parts.
In other words:
- Regular cleaning to remove silicone residue buildup.
- Replacement of wear-prone items like ejector pins or springs.
- See how we ensure safety in baby care silicone through rigorous maintenance.
Don’t forget about shipping and validation costs!
If your mold is manufactured overseas, shipping a heavy steel tool can cost thousands of dollars. Additionally, medical or automotive projects require formal validation (IQ/OQ/PQ), which involves extensive testing and documentation labor.
Think about this:
- Import duties and customs brokerage fees can be 5-10% of the tool value.
- Multiple sampling rounds (T1, T2, T3) may require additional material and machine fees.
- Storage fees if the mold is kept at the manufacturer’s facility between runs.
Key Takeaway: Request an all-in quote that includes shipping, initial sampling, and a defined spare parts package to avoid budget surprises.

| Hidden Cost | Typical Amount | How to Avoid |
|---|---|---|
| Validation (IQ/OQ) | $2,000 – $5,000 | Group parts into families |
| Shipping/Duty | $1,000 – $3,000 | Choose DDP shipping terms |
| Mold Maintenance | 5% of tool value/year | Include in service agreement |
Transparency in the quoting phase is the only way to ensure your project remains profitable from prototype to delivery.
How can you reduce your LSR molding mold expenses?
You can reduce your LSR molding mold expenses by optimizing your part design for the molding process during the initial engineering phase. Simple changes, such as adding draft angles or increasing wall thickness, allow the mold to be simpler and easier to machine. Working with an experienced partner early in the design cycle can prevent the need for expensive mold modifications later.
Which DFM tips save the most money?
Design for Manufacturing (DFM) is the process of tailoring your design to the strengths of the injection process. You will find that small adjustments can lead to massive savings in both tooling and part costs.
It gets better:
- Maintain uniform wall thickness to prevent sink marks and curing issues.
- Add 1-2 degrees of draft to all vertical walls to ease ejection.
- Avoid deep, narrow ribs that require expensive EDM work.
Should you start with a prototype LSR tool?
Starting with a prototype tool allows you to test the function of your part before committing to a multi-cavity production tool. If your design changes after the production tool is built, the cost of modifying hardened steel can be astronomical.
What does this mean for you?
- Validate the fit and function with actual LSR material.
- Test different durometers (hardness) without risking a production tool.
- Use the prototype for low-volume initial market entry.
Key Takeaway: Spending a few thousand dollars on a prototype tool often saves tens of thousands in potential production mold reworks.
| Strategy | Potential Savings | Impact on Quality |
|---|---|---|
| DFM Optimization | 15% – 30% | Improved |
| Prototyping First | Varies (Risk Mitigation) | High |
| Reduced Precision | 10% | Minimal (if managed) |
Proactive engineering is always more cost-effective than reactive mold modification once the steel has been cut.
How much should you budget for your mold?
You should budget at least $10,000 for a reliable, production-ready LSR Molding Mold to ensure it meets industrial quality standards. While cheaper options exist, they often lead to high scrap rates and frequent downtime, which increases your total cost of ownership. A realistic financial plan should account for the tool itself, the initial sampling rounds, and a small buffer for design iterations.
How do you get an accurate quote?
To receive an accurate quote, you must provide a complete 3D CAD file along with your material specifications and estimated annual volume. Your manufacturer needs to know the tolerances and surface finish requirements to determine the level of machining effort required.
It gets better:
- Submit a Request for Quote (RFQ) with a detailed 2D drawing.
- Specify the exact grade of liquid silicone rubber (e.g., medical, food-grade).
- State your required lead time, as rush orders will always carry a premium.
Tooling is a long-term manufacturing investment.
Think of your mold not as a one-time expense, but as the foundation of your production line. A well-built tool will run for years with minimal intervention, providing a stable supply of high-quality parts for your customers.
The truth is:
- Quality tooling reduces the need for secondary trimming operations.
- A stable mold ensures consistent performance across millions of cycles.
- Reliable suppliers provide warranties on the number of shots the tool can produce.
Key Takeaway: Prioritize mold quality over the lowest initial price to ensure your long-term production remains profitable and stress-free.
| Budget Category | % of Total Investment | Priority |
|---|---|---|
| Mold Build | 70% | Critical |
| Validation/Sampling | 15% | High |
| Buffer/Iterations | 15% | Moderate |
An honest assessment of your production goals will lead you to a budget that supports both quality and business growth.
*
Conclusion: Your Path to Precision Tooling
Navigating the costs of an LSR project doesn’t have to be a guessing game. This article has detailed how part complexity, material selection, and runner systems define the price of your tooling investment. By focusing on DFM and matching your cavity count to your volume, you can eliminate wasted capital and launch your product with confidence.
At our facility, we bridge the gap between complex engineering and cost-effective manufacturing. Our vision is to empower innovators by providing transparent, high-precision silicone solutions that scale with their success. To start your journey toward a perfect production tool, contact us today for a detailed DFM review and quote.
*
FAQ Section
Can I use an aluminum mold for high-volume production?
No, aluminum is generally unsuitable for mass production because it lacks the hardness to withstand the repetitive heat and pressure of hundreds of thousands of cycles. For high volumes, you should invest in hardened steel to ensure the mold remains dimensionally stable and flash-free.
What’s the best way to lower initial tooling costs?
The most effective way is to simplify your part design during the engineering phase to remove undercuts and complex internal features. Additionally, starting with a lower cavity count for your first production run can significantly reduce your upfront capital requirement.
How do I know if my design is too complex for LSR?
If your part requires multiple moving slides or features that cannot be reached by standard machining tools, it may be too complex. You should consult with an engineer for a DFM review to see if the design can be simplified without losing functionality.
Can I modify an LSR mold after it is finished?
Yes, but it is much easier to remove metal (making the part larger) than it is to add metal back (making the part smaller). Large changes often require making new inserts, which can be nearly as expensive as building a new tool.
How do I know if I need a cold runner system?
If your material is expensive and your production volume is high, a cold runner system—specifically a valve gate—is necessary to minimize waste. For low-volume prototyping, a standard sprue or cold runner is usually more cost-effective despite the higher material scrap.