

Engineering high-performance components often involves a frustrating trade-off between thermal stability and manufacturing precision. If you rely on subpar elastomers, you risk catastrophic component failure, chemical leaching, and production delays that drain your budget and tarnish your brand’s reputation. Advanced liquid silicone rubber (https://hualinsili.com/liquid-silicone-rubber-injection-molding/) provides the mission-critical solution your project requires, delivering unparalleled repeatability and durability for the most demanding industrial applications.
What defines liquid silicone rubber materials?

Liquid silicone rubber (https://hualinsili.com/custom-silicone-molding/) is a high-purity, two-component platinum-cured elastomer featuring an inorganic siloxane backbone. This unique chemical structure allows the material to remain flexible at cryogenic temperatures while maintaining mechanical integrity under extreme heat.
What is the chemical structure of LSR?
The backbone of LSR consists of alternating silicon and oxygen atoms, which provides much higher bond energy than the carbon-based backbones found in organic rubbers. This inorganic nature is what grants the material its legendary resistance to oxidation, UV light, and environmental degradation over long service lives.
Think about this: the stability of the siloxane bond is why these parts don’t become brittle or gummy when exposed to harsh conditions.
- Silicon (Si)
- Oxygen (O)
- Carbon (C)
- Hydrogen (H)
But there is more. Because the material is supplied as a pumpable liquid, it can be processed with much higher automation than high-consistency rubber (HCR).
How does viscosity impact your processing?
The low viscosity of LSR allows it to flow effortlessly into complex mold geometries even at lower injection pressures. This characteristic is essential for creating intricate parts with thin walls or micro-features that would be impossible to achieve with thicker elastomers.
Here is the kicker: lower viscosity means less stress on the mold and the material itself during the injection phase. This results in parts with higher dimensional stability and fewer internal defects.
Key Takeaway: The inorganic siloxane backbone and low viscosity of LSR enable the production of highly stable, complex components that outperform organic alternatives.
| Feature | LSR Specification |
|---|---|
| Backbone | Silicon-Oxygen (Siloxane) |
| State | Two-Component Liquid |
| Flow | High (Low Viscosity) |
The following data compares the structural advantages of LSR against traditional materials.
Why is platinum-cured silicone superior?

Platinum-cured systems are the industry standard for high-performance liquid silicone rubber applications because they produce no volatile by-products during vulcanization. Unlike older peroxide systems, platinum catalysts ensure a clean, odorless, and non-yellowing finish that is critical for regulated industries.
What are the benefits of platinum catalysts?
Platinum catalysts initiate an addition-cure reaction that creates a more consistent cross-linking density throughout the part. This leads to superior tensile strength and better tear resistance compared to parts cured with peroxide.
The best part? You don’t have to worry about “blooming” or acidic residues leaching out of your components over time.
- Higher clarity and transparency.
- Faster curing cycles at lower temperatures.
- Enhanced biocompatibility for medical use.
- No requirement for intensive post-curing.
But there is more. This level of purity is why platinum-cured silicone is the only choice for parts involving long-term skin contact or food exposure.
How does it differ from peroxide curing?
Peroxide curing is often used for lower-cost industrial gaskets, but it leaves behind organic acids that can affect the flavor of food or irritate human tissue. Platinum systems are far more stable and do not suffer from the shrinkage issues often associated with the evaporation of peroxide by-products.
Here is the kicker: platinum systems are “addition cured,” meaning nothing is lost during the reaction. This results in virtually zero shrinkage and much tighter part tolerances.
Key Takeaway: Platinum-cured LSR provides the highest level of purity and mechanical consistency, making it indispensable for medical and food-grade applications.
| Curing Type | Key Advantage | Residuals |
|---|---|---|
| Platinum | High Purity/Strength | None |
| Peroxide | Lower Material Cost | Organic Acids |
Compare these curing methods to see why platinum is the professional’s choice.
Which industries use liquid silicone rubber?

Modern liquid silicone rubber (https://hualinsili.com/custom-silicone-molding/) is a cornerstone material for the automotive, medical, and consumer electronics sectors. Its versatility allows it to function as a soft-touch interface one moment and a high-temperature engine seal the next.
How is LSR used in the automotive sector?
Automotive engineers utilize LSR for wire harness seals, connectors, and gaskets that must survive “under-the-hood” temperatures. The material’s ability to resist oil, moisture, and vibration ensures that critical sensor systems remain operational for the life of the vehicle.
It gets better: LSR is increasingly used in electric vehicle (EV) battery packs for thermal management and fire-resistant sealing.
- Connector seals and grommets.
- LED headlamp gaskets.
- Turbocharger hose linings.
- Keypad interfaces for interiors.
But there is more. The material’s durability against UV light makes it perfect for exterior trim and weather stripping.
Why is it vital for consumer products?
In the consumer market, the hypoallergenic properties and soft tactile feel of LSR make it ideal for wearables and infant care products. Whether it is a kitchen spatula or a smartwatch band, the material provides a premium feel that lasts.
Think about this: consumers associate the soft, clean texture of LSR with high quality and safety.
Here is the kicker: LSR can be overmolded onto plastic substrates to create integrated grips and seals.
Key Takeaway: LSR’s ability to meet both the rugged demands of automotive engines and the gentle requirements of consumer goods makes it a uniquely versatile elastomer.
| Industry | Primary Use Case | Performance Metric |
|---|---|---|
| Automotive | Under-the-hood seals | Thermal Stability |
| Consumer | Wearables & Baby care | Tactile Comfort |
| Energy | Battery Gaskets | Chemical Resistance |
This table illustrates the diverse industrial footprint of LSR materials.
How does LSR improve medical device safety?
For medical applications, liquid silicone rubber is the preferred material due to its inherent biocompatibility and resistance to bacteria. It is an inert substance that does not react with human tissue, making it safe for both external skin contact and internal implants.
What makes LSR biocompatible?
LSR is hypoallergenic and free from latex, phthalates, and other sensitizing agents that cause allergic reactions. It meets strict ISO 10993 and USP Class VI standards, ensuring that it remains stable when in contact with blood or bodily fluids.
But there is more. Its inorganic nature means it does not provide a food source for bacteria or fungi to grow on.
- No leaching of chemicals.
- High gas permeability for wound care.
- Non-reactive with medications.
- Sterilization-friendly surface.
Here is the kicker: this biocompatibility remains unchanged even after the material is subjected to repeated sterilization cycles.
Can it withstand medical sterilization?
Medical-grade LSR components can be sterilized using various methods including autoclaving, gamma radiation, and ethylene oxide (EtO). Unlike many thermoplastics, LSR does not become brittle or lose its shape when exposed to the high heat of steam sterilization.
The best part? It retains its physical properties and sealing integrity even after hundreds of autoclave cycles.
Think about this: reliability during sterilization is a non-negotiable requirement for surgical instruments and respirator masks.
Key Takeaway: The chemical inertness and sterilization compatibility of LSR ensure patient safety and long-term device reliability in clinical settings.
| Method | Compatibility | Effect on LSR |
|---|---|---|
| Autoclave | Excellent | No degradation |
| Gamma | Excellent | Maintains flexibility |
| EtO | Excellent | Zero chemical retention |
See how LSR maintains its integrity across different sterilization environments.
Is LSR suitable for high-end electronics?
In the electronics industry, liquid silicone rubber (https://hualinsili.com/custom-silicone-molding/) is valued for its exceptional dielectric strength and sealing capabilities. It protects sensitive internal components from water, dust, and electrical interference in increasingly compact device designs.
Does LSR provide effective insulation?
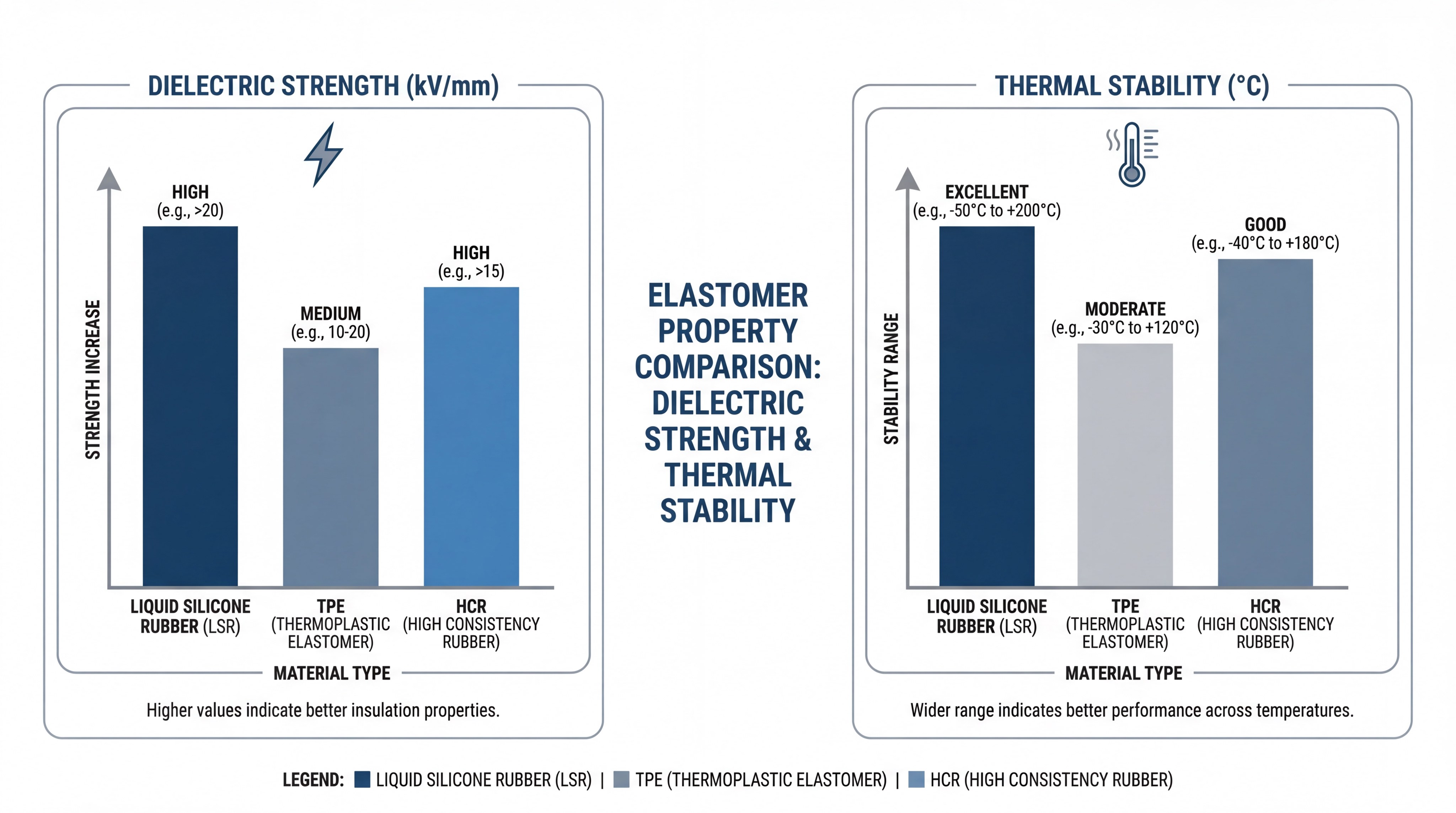
LSR is an outstanding electrical insulator that prevents arcing and short circuits even in high-voltage environments. Its dielectric properties remain stable across a massive temperature range, which is critical for power electronics that generate significant heat.
But there is more. LSR is often used for lsr overmolding onto metal connectors to create perfectly insulated waterproof seals.
- High dielectric strength (>20 kV/mm).
- Excellent resistance to corona discharge.
- Low dissipation factor.
- Fire-retardant grades available.
Here is the kicker: silicone doesn’t degrade electrically even when exposed to high-frequency signals.
How does it support communication devices?
For 5G infrastructure and smartphones, LSR is used to create micro-gaskets and acoustic membranes. These parts are essential for achieving IP68 waterproof ratings while allowing for clear sound transmission in speakers and microphones.
It gets better: the precision of LSR molding allows for the creation of gaskets so small they are barely visible to the naked eye.
Think about this: your smartphone’s ability to survive a drop in water likely depends on a tiny LSR seal.
Key Takeaway: LSR provides the dual benefit of environmental protection and electrical insulation, making it the backbone of modern ruggedized electronics.
| Electronic Property | Value/Performance | Application |
|---|---|---|
| Dielectric Strength | High (>20kV/mm) | Insulation/Connectors |
| Water Resistance | IP68 Rated | Smartphones |
| Temperature | -60°C to +250°C | Power Electronics |
The data above highlights why LSR is the superior choice for protective electronic components.
What are the core design rules for LSR parts?
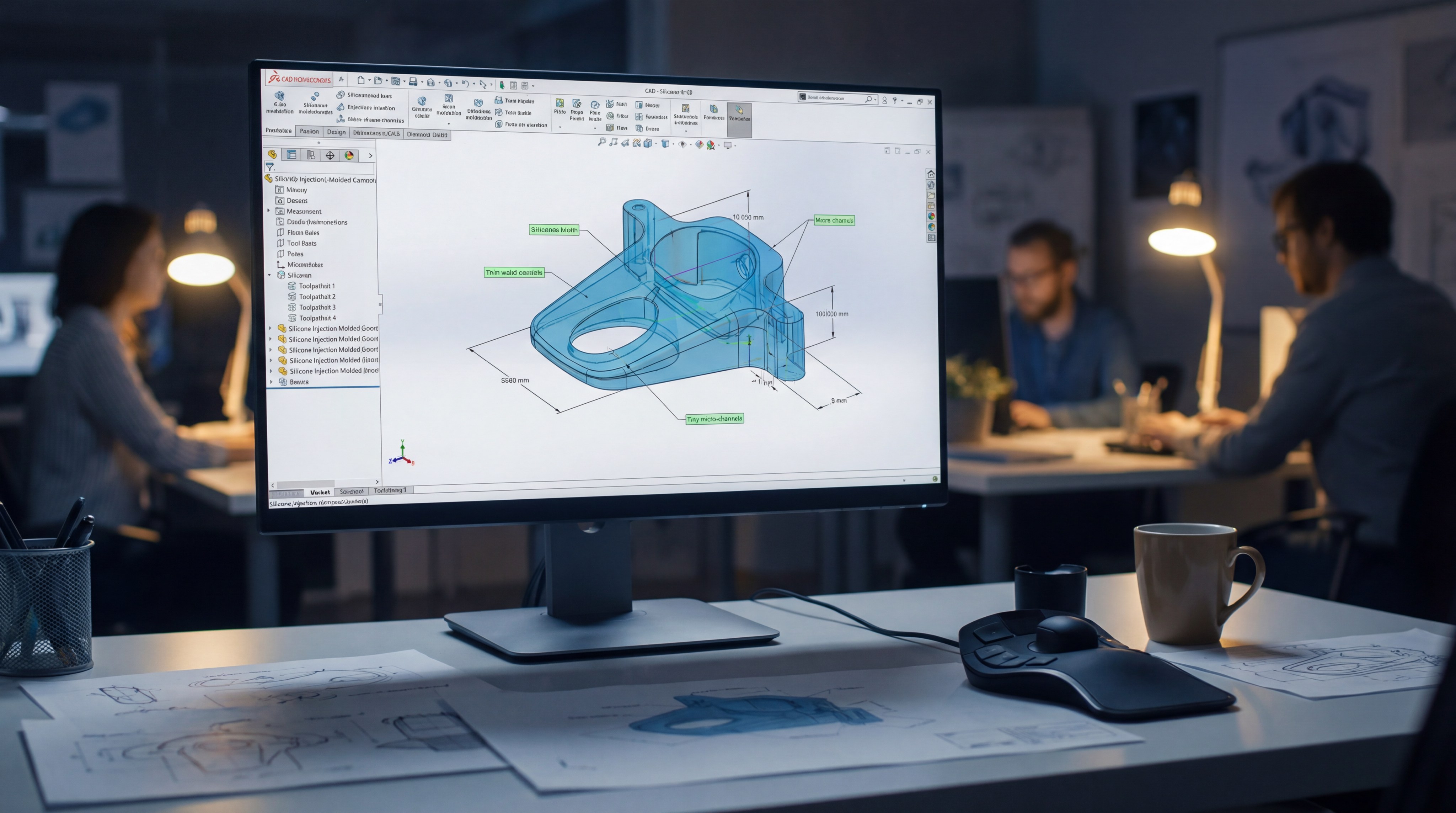
Designing for liquid silicone rubber requires a shift in mindset compared to thermoplastic molding. Because the material is a liquid that cures with heat, it flows differently and can achieve geometries that would be impossible with rigid plastics.
Why are wall thicknesses important?
LSR can fill incredibly thin wall sections—down to 0.25mm—without the “sink” marks or warping issues common in plastic molding. However, maintaining uniform wall thickness is still recommended to ensure even curing and to prevent air entrapment.
But there is more. You can design parts with varying wall thicknesses more easily because silicone does not create the same internal stresses as it cools.
- Minimum wall: 0.25mm to 0.50mm.
- Avoid sharp corners to improve flow.
- Maintain uniformity where possible.
- Use ribs for structural support.
Here is the kicker: while it can be thin, extremely thick sections may increase cycle times and manufacturing costs.
Are draft angles necessary for LSR?
Unlike rigid plastics, LSR is flexible and can often be stretched or compressed during demolding. This means that draft angles are often optional, allowing you to design parts with vertical walls or even slight undercuts.
The best part? You can “pop” parts out of the mold that would otherwise be trapped if they were made of plastic.
Think about this: this flexibility allows for much more creative freedom in part geometry and assembly design.
Key Takeaway: Designing for LSR leverages its unique flow and flexibility, allowing for thinner walls and more complex shapes than traditional injection molding.
| Design Feature | LSR Requirement | Advantage |
|---|---|---|
| Wall Thickness | Very Flexible | No sink marks |
| Draft Angles | Optional | Complex vertical shapes |
| Radii | Recommended | Smooth material flow |
Use these guidelines to optimize your component design for efficient production.
How does the LSR injection process work?

The liquid silicone rubber (https://hualinsili.com/custom-silicone-molding/) injection process is essentially a “cold-to-hot” system. This is the reverse of thermoplastic molding, where hot plastic is injected into a cold mold; here, cold liquid silicone is injected into a heated mold to trigger vulcanization.
What happens during the mixing stage?
The process begins with two separate containers of material: Part A (the base) and Part B (the catalyst). A high-precision metering pump draws these components in a 1:1 ratio and passes them through a static mixer before they enter the injection barrel.
Here is the kicker: any color pigments or special additives are also injected at this stage for perfect homogenization.
- Precise 1:1 volumetric ratio.
- Static mixing prevents air bubbles.
- Chilled barrel keeps material liquid.
- Pigment injection for custom colors.
But there is more. Once mixed, the material has a limited “pot life,” so the process must be continuous and well-controlled.
How is the vulcanization phase managed?
The mixed material is injected into the heated mold cavities, which are typically maintained between 170°C and 210°C. The heat causes the platinum catalyst to trigger a rapid chemical reaction that permanently transforms the liquid into a solid elastomer.
The best part? This reaction is extremely fast, often allowing for cycle times of just a few seconds for small parts.
Think about this: the speed of the cure is why LSR is so cost-effective for high-volume manufacturing.
Key Takeaway: The LSR process relies on a chilled delivery system and a heated mold to achieve rapid, automated, and flash-free production.
| Step | Material State | Temperature |
|---|---|---|
| Mixing | Liquid | Ambient/Chilled |
| Injection | Liquid | Chilled Barrel |
| Curing | Solidifying | 170°C – 210°C |
This table summarizes the thermal transitions required for successful LSR molding.
What factors impact LSR tooling and molds?
Tooling for liquid silicone rubber must be built to incredibly tight tolerances because the material’s low viscosity allows it to “flash” into gaps as small as 5 microns. High-quality molds are the difference between a perfect part and a high scrap rate.
Why is high-grade steel used for molds?
Molds for LSR are typically crafted from hardened stainless steel to withstand the abrasive nature of certain silicone fillers and the high heat of continuous production. While silicone compression molding might use softer steels, LSR injection requires the highest precision possible.
But there is more. Stainless steel also prevents rust from forming due to the high temperatures and potential moisture in the production environment.
- Hardened steel for longevity.
- High-polish or textured finishes.
- Integrated heating elements.
- Precision vacuum venting.
Here is the kicker: the mold must include a “cold runner” system to keep the material in the manifold liquid while the cavities are hot.
How does vacuum venting prevent defects?
Because LSR fills the mold so quickly, air can become trapped, leading to “burn marks” or incomplete parts. Modern LSR molds often use a vacuum system to pull all air out of the cavity just before the material is injected.
The best part? This ensures that even the tiniest, most complex details are filled perfectly every single time.
Think about this: without proper venting, you would face constant quality issues with air bubbles.
Key Takeaway: Precision-engineered tooling with cold runners and vacuum venting is essential for achieving high-yield, flash-free LSR production.
| Tooling Element | Requirement | Purpose |
|---|---|---|
| Mold Material | Hardened Steel | Durability/Precision |
| Tolerances | ±0.005mm | Prevents flash |
| Runner System | Cold Runner | Reduces material waste |
Investing in high-quality tooling significantly lowers your long-term cost per part.
Why choose LSR over conventional elastomers?

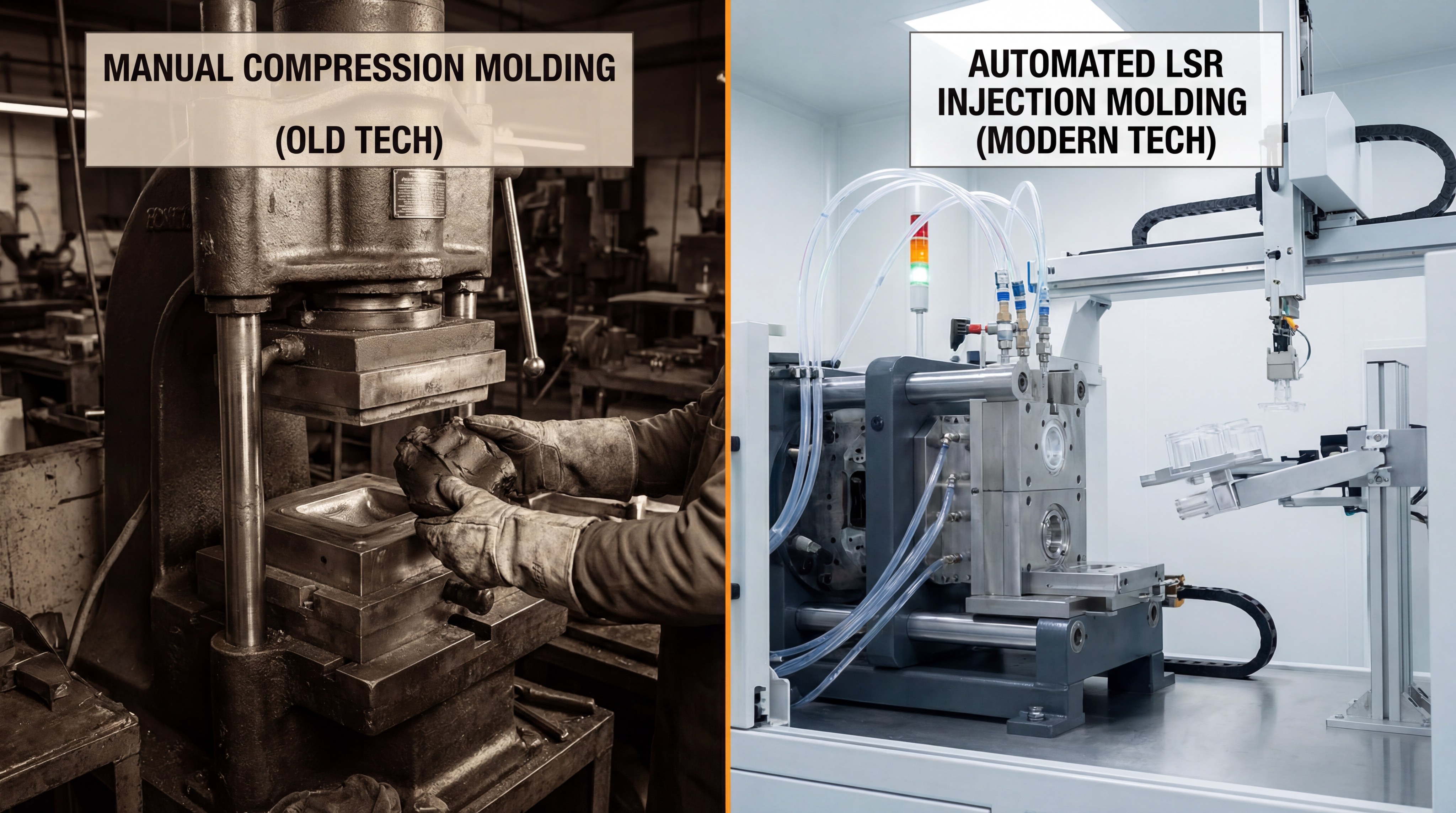
When you compare liquid silicone rubber (https://hualinsili.com/custom-silicone-molding/) to traditional High Consistency Rubber (HCR) or Thermoplastic Elastomers (TPE), the advantages in automation and performance are undeniable. LSR offers the durability of silicone with the manufacturing speed of plastic.
How does LSR compare to HCR?
HCR molding is typically a labor-intensive process involving manual “slug” placement and significant trimming of flash. LSR is a fully automated liquid process that virtually eliminates human error and manual labor costs.
But there is more. LSR parts are often “flashless,” meaning they come out of the mold ready for packaging without any secondary trimming.
- 100% automated vs. Manual labor.
- Flashless molding vs. High waste.
- Consistent part weight vs. Variations.
- Shorter cycle times vs. Slow curing.
Here is the kicker: for high-volume projects, the labor savings of LSR far outweigh the higher initial tooling cost.
What are the speed advantages over TPE?
While TPEs are fast to mold, they cannot match the thermal or chemical resistance of silicone. LSR remains stable at temperatures that would cause TPE parts to melt or deform completely.
It gets better: LSR does not suffer from the “compression set” issues that plague many TPE materials, meaning it returns to its shape better after being squeezed.
Think about this: if your part needs to seal perfectly for 10 years, TPE is likely to fail where LSR will succeed.
Key Takeaway: LSR combines the high-performance properties of silicone with a fully automated manufacturing process that beats HCR and TPE in quality and long-term cost.
| Material | Process | Automation Level | Performance |
|---|---|---|---|
| LSR | Injection | Fully Automated | High Heat/Chem |
| HCR | Compression | Manual/Labor | High Heat/Chem |
| TPE | Injection | Fully Automated | Low Heat/Chem |
The table above illustrates why LSR is the most efficient choice for high-volume silicone parts.
How is quality maintained in LSR production?

Maintaining high quality in liquid silicone rubber production requires a combination of strict material controls and advanced automated inspection systems. Because these parts are often used in life-critical medical or automotive systems, there is zero room for error.
What certifications should you look for?
A world-class LSR facility should hold ISO 9001 for general quality and ISO 13485 for medical device manufacturing. These certifications ensure that every batch of material is traceable and every process is documented.
Think about this: traceability is vital if a component ever fails in the field and you need to find the root cause.
- ISO 9001 & ISO 13485.
- Material Batch Certifications (COA).
- In-process monitoring systems.
- Cleanroom manufacturing options.
But there is more. Automated monitoring of injection pressure and temperature for every single shot ensures that “hidden” defects are caught before the part leaves the machine.
How does automated inspection work?
Modern production lines use high-speed camera systems and sensors to inspect 100% of the parts for flash, air bubbles, or dimensional variances. This is far more reliable than manual inspection, which is prone to human fatigue.
Here is the kicker: automated systems can detect defects at a micron level that the human eye would never see.
The best part? This leads to a 99.9%+ yield rate, reducing waste and ensuring your assembly line never stops due to a bad part.
Key Takeaway: Integrated quality systems and 100% automated inspection are the only ways to guarantee the performance of high-precision silicone components.
| Quality Check | Method | Goal |
|---|---|---|
| Material Purity | Lab Testing | Batch consistency |
| Dimensional | Vision Systems | Tolerance adherence |
| Functional | Tensile Testing | Strength verification |
This final table outlines the rigorous steps taken to ensure every LSR part meets your specifications.
*
Frequently Asked Questions
Can I color-match LSR to my brand’s specific requirements?
Yes, pigment injection systems allow for precise color matching, including translucent, opaque, and even metallic or fluorescent options.
What’s the best way to combine LSR with plastic parts?
Overmolding is the superior method, where LSR is injected directly onto a plastic substrate to create a permanent, chemical bond without adhesives.
Can I use LSR for parts exposed to extreme outdoor weather?
Absolutely, LSR is highly resistant to UV light, ozone, and oxidation, allowing it to maintain its properties for decades in outdoor environments.
What is the typical hardness range available for LSR?
LSR typically ranges from 5 to 80 Shore A, moving from very soft and gel-like to firm and rigid like a car tire.
Can I achieve tight tolerances with LSR injection molding?
Yes, due to its low shrinkage and precision tooling, LSR can consistently achieve tolerances as tight as ±0.05mm in many designs.
*
For more information on how we can assist with your next high-precision project, please contact us. At our core, we believe that precision engineering is the only path to absolute reliability. We stand by our commitment to delivering flash-free, high-performance silicone solutions that empower your innovation. Partner with us today to bring your most complex designs to life.