
The manufacturing process for silicone products involves several specialized molding techniques, including liquid injection, compression, and extrusion, to transform raw polymers into durable finished goods. Choosing the right method is essential because selecting an incompatible production route can lead to structural failures, wasted material, and significantly higher overhead costs. Many engineers struggle with the nuances of material viscosity and curing times, which can compromise the integrity of high-stakes components in the medical or automotive sectors. You can overcome these challenges by mastering the technical requirements of each stage in how to manufacture silicone products, ensuring your designs are both manufacturable and cost-efficient from the start.
1. Why should you choose silicone for your product manufacturing?
You should choose silicone because it offers a unique combination of extreme temperature resistance, biocompatibility, and long-term durability that organic polymers cannot match. Understanding how to manufacture silicone products begins with recognizing that this material maintains its mechanical properties from -50°C to over 250°C. This versatility makes it the premier choice for demanding environments where safety and reliability are non-negotiable.
What are the core material benefits?
Here is the deal: silicone is inherently inert and resistant to environmental factors like UV radiation and ozone. When you consider the life cycle of your component, the material’s resistance to compression set ensures that seals and gaskets maintain their shape over years of service.
- High thermal stability across wide ranges.
- Superior electrical insulation properties.
- Excellent tear strength and elongation.
- Resistance to harsh chemicals and weathering.
How does biocompatibility impact production?
Let’s dive in: medical-grade silicone is essential for healthcare applications because it does not react with human tissue or support bacterial growth. This property allows you to produce items like catheters, respiratory masks, and surgical implants with complete confidence in patient safety.
Key Takeaway: Silicone’s robust physical properties and safety certifications make it an indispensable material for high-performance industrial and medical applications.
| Benefit | Impact on Manufacturing | End-User Value |
|---|---|---|
| Thermal Range | Simplifies design for extreme heat | Reliability in automotive engines |
| Inertness | Reduces risk of chemical leaching | Food-safe and medical-grade purity |
| Flexibility | Allows for complex undercuts in molds | Ergonomic and soft-touch handling |
This table illustrates how the inherent characteristics of the raw material directly translate into tangible advantages for both the fabricator and the final consumer.
2. How to manufacture silicone products using compression molding?
Compression molding is a straightforward process where you place a pre-measured amount of unvulcanized silicone rubber into a heated mold cavity. When you are learning how to manufacture silicone products, this method is often the most accessible due to its lower initial tooling investment compared to automated injection systems. The heat and pressure applied by the press force the material to flow into the cavity, initiating the vulcanization process.
Why choose compression for large parts?
The reality is: compression molding excels at producing large, thick-walled components that would be difficult or expensive to inject. 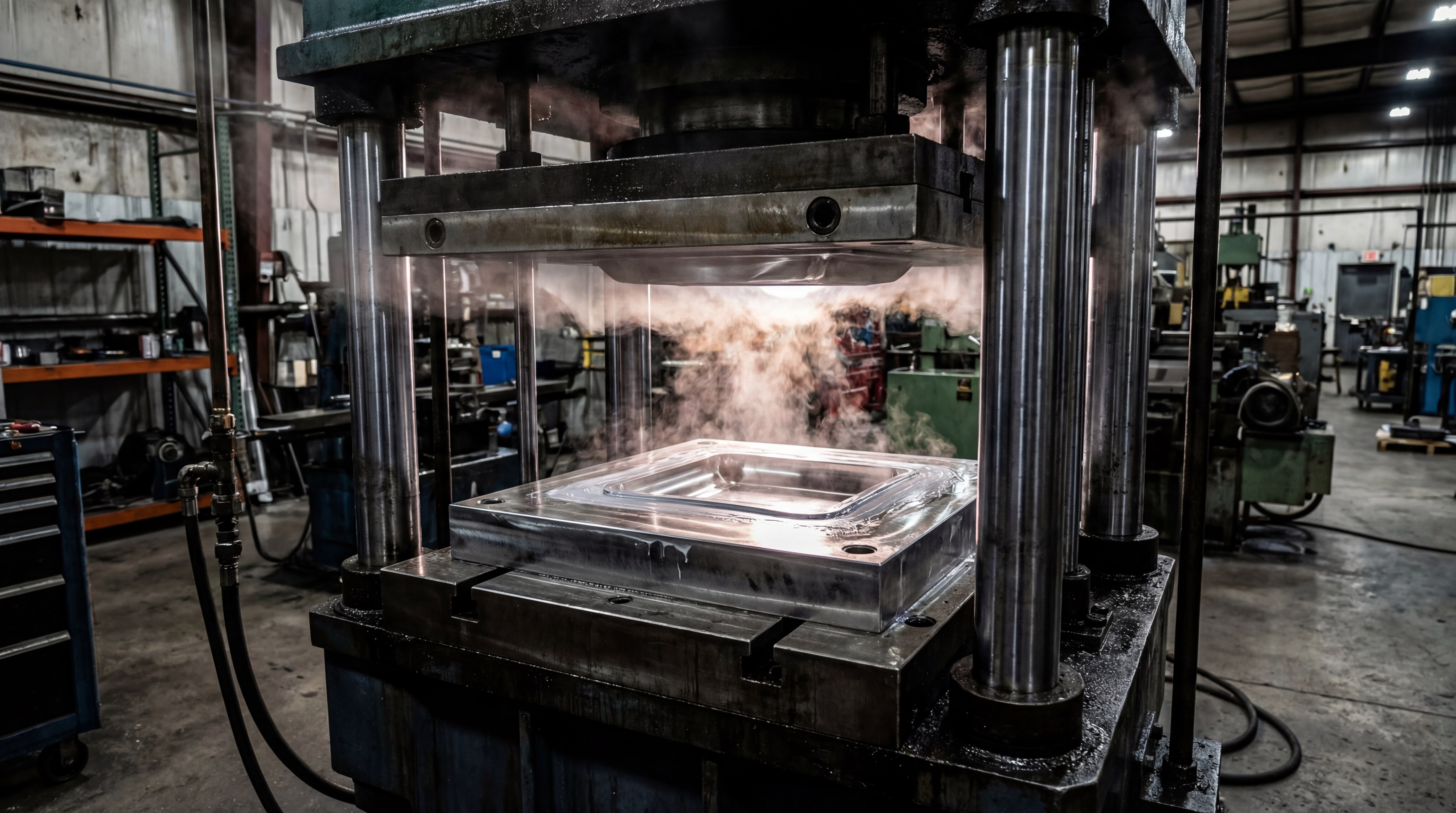 Because the material is manually or semi-automatically placed, you have greater control over the fiber orientation in reinforced silicone parts.
Because the material is manually or semi-automatically placed, you have greater control over the fiber orientation in reinforced silicone parts.
- Lower cost for low-volume production runs.
- Ability to process high-viscosity materials.
- Minimal waste through precise pre-forming.
- Simplified mold designs for rapid prototyping.
What are the limitations of this method?
Check this out: while cost-effective for simple designs, compression molding typically involves longer cycle times and more manual labor for trimming “flash” or excess material. You must balance the savings in tooling against the increased cost of secondary finishing operations for high-precision items.
Key Takeaway: Compression molding remains the most cost-efficient choice for producing large-scale or geometrically simple silicone parts in smaller batches.
| Feature | Compression Molding | Business Advantage |
|---|---|---|
| Tooling Cost | Lowest initial investment | Faster ROI for low-volume projects |
| Cycle Time | 3 to 10 minutes | Best for parts requiring long cure times |
| Complexity | Moderate to Simple | Reduced risk of mold damage |
Strategic use of compression molding allows startups and specialty manufacturers to bring high-quality silicone products to market without the burden of high capital expenditure.
3. When should you use liquid silicone rubber (LSR) injection molding?
You should transition to Liquid Silicone Rubber (LSR) injection molding when your project requires high-volume output, extreme precision, and minimal human intervention. Mastering how to manufacture silicone products via LSR allows you to utilize a pumpable two-part system that cures rapidly in heated molds. This process is highly automated, ensuring that every part produced is identical to the last with virtually no material waste.
How does the LSR system work?
The bottom line is: LSR uses a cold-runner system to deliver chilled liquid silicone into a hot mold where it flashes into a solid state within seconds.  This rapid thermal transition is what enables the high-speed production cycles that define modern silicone manufacturing.
This rapid thermal transition is what enables the high-speed production cycles that define modern silicone manufacturing.
- Fully automated material mixing and delivery.
- Rapid cycle times often under 60 seconds.
- Closed-system processing for medical purity.
- Elimination of manual pre-forming steps.
Why is LSR better for complex designs?
Think about it: the low viscosity of liquid silicone allows it to flow into intricate geometries and very thin walls that solid rubber simply cannot reach. If your design includes micro-features or complex internal channels, LSR injection is likely the only viable manufacturing route.
Key Takeaway: LSR injection molding is the gold standard for high-efficiency, high-precision manufacturing where speed and repeatability are the primary drivers.
| Parameter | LSR Injection Molding | Impact on Scalability |
|---|---|---|
| Automation Level | High (Robotic removal) | Drastically reduces labor costs |
| Part Precision | Exceptional (Micron level) | Ideal for electronics and valves |
| Waste Rate | Very Low | Improves material yield and profit |
The efficiency of LSR systems makes them the preferred choice for mass-market consumer goods and highly regulated medical components.
4. How do you achieve high-precision results with LSR molding?
Achieving high precision requires a combination of advanced mold design, tight temperature control, and high-quality raw material selection. When refining how to manufacture silicone products, you must ensure that your molds are engineered with precise venting and gating to prevent air entrapment. Because liquid silicone has such low viscosity, the mold halves must fit together with nearly zero clearance to avoid the formation of flash.
How does mold engineering impact precision?
Here is the secret: using high-grade tool steel and CNC machining for your molds ensures that dimensions remain stable even after thousands of heating and cooling cycles. Precise gate placement is also critical to ensure a uniform fill pattern throughout the cavity.
- Vacuum-assisted venting to prevent air pockets.
- High-tolerance mold parting lines.
- Integrated sensors for real-time pressure monitoring.
- Micro-textured surfaces for consistent finish.
Why is temperature control so vital?
Make no mistake: even a slight fluctuation in mold temperature can alter the curing speed and shrink rate of the silicone. By using multi-zone heating systems, you can ensure that the material cures uniformly, preventing internal stresses that might cause warping.
Key Takeaway: High-precision silicone molding is a discipline of control, requiring the synchronization of thermal, mechanical, and chemical variables.
| Precision Metric | Target Standard | Necessary Technology |
|---|---|---|
| Wall Thickness | 0.5mm +/- 0.05 | High-pressure injection pumps |
| Surface Finish | Class A / Mirror | Electric Discharge Machining (EDM) |
| Flash Control | Zero-flash tolerance | Precision-aligned mold platens |
Implementing these rigorous standards allows you to produce technical components that meet the strictest aerospace and medical specifications.
5. What are the differences between LSR and HCR injection molding?
The primary difference lies in the physical state of the raw material: LSR is a pumpable liquid, while High Consistency Rubber (HCR) is a solid, clay-like substance. In the context of how to manufacture silicone products, HCR injection molding uses a screw mechanism to push the solid rubber into the mold, similar to thermoplastic injection. While LSR is typically platinum-cured for purity, HCR can be cured with peroxide, which is often more cost-effective for industrial parts.
Which material is easier to handle?
Let’s be clear: LSR is much easier to automate because it stays in a closed delivery system from the drum to the nozzle. HCR requires more manual preparation, such as milling and cutting the material into strips before it can be fed into the injection machine.
- LSR offers higher transparency and purity.
- HCR provides higher green strength for handling.
- LSR is better for thin-walled parts.
- HCR is often better for very large, bulky items.
How do curing systems differ?
It comes down to this: platinum curing (standard in LSR) produces no by-products, whereas peroxide curing (common in HCR) can leave behind “blooming” or residues. If your product requires FDA or medical compliance, you will almost always opt for the platinum-cured LSR system.
Key Takeaway: Choosing between LSR and HCR is a strategic decision based on your requirements for purity, automation, and part thickness.
| Property | LSR (Liquid) | HCR (Solid) |
|---|---|---|
| Material State | Low viscosity liquid | High viscosity solid |
| Curing Agent | Platinum | Peroxide or Platinum |
| Application | Intricate / High Purity | Industrial / Thick Walls |
Understanding these fundamental differences ensures you don’t over-engineer simple parts or under-engineer complex ones.
6. How to manufacture silicone products with extrusion molding?
Extrusion molding is used for producing continuous profiles like tubing, hoses, and weather seals by forcing HCR through a shaped die. When studying how to manufacture silicone products for industrial applications, extrusion is unique because it allows for the creation of “infinite” lengths of material. The extruded profile then passes through a horizontal or vertical vulcanization tunnel where it is cured using heat or UV light.
What are the benefits of continuous extrusion?
The fact is: extrusion is the most efficient way to manufacture products that have a consistent cross-sectional shape.  It eliminates the need for large, multi-cavity molds and allows for high-speed production with very little material waste.
It eliminates the need for large, multi-cavity molds and allows for high-speed production with very little material waste.
- Continuous production of tubes and cords.
- Ability to co-extrude multiple materials or colors.
- Precise control over wall thickness and diameter.
- Integrated cutting systems for exact lengths.
How do you ensure dimensional stability?
Here is the trick: maintaining a constant pull speed and temperature in the curing oven is essential to prevent the profile from stretching or collapsing. Modern extrusion lines use laser micrometers to provide real-time feedback and adjust the screw speed automatically.
Key Takeaway: Extrusion is the essential process for producing uniform silicone profiles at a high volume and low per-meter cost.
| Output Type | Typical Products | Quality Control Method |
|---|---|---|
| Hollow Profiles | Medical grade tubing | Air pressure stabilization |
| Solid Profiles | Oven door gaskets | Laser diameter measurement |
| Reinforced | High-pressure hoses | Fiber braiding integration |
By leveraging extrusion, you can fulfill massive orders for industrial seals and medical tubing with remarkable consistency and speed.
7. Is transfer molding the right choice for your complex parts?
Transfer molding is a hybrid process that combines elements of compression and injection molding to produce complex parts with high consistency. When evaluating how to manufacture silicone products, transfer molding is often selected when you need to overmold inserts or when the part geometry is too complex for standard compression. A piston forces the silicone from a central “pot” through runners and into the closed cavities of the mold.
Why use a transfer pot system?
Simply put: the transfer process allows the material to reach the mold cavities under higher pressure than compression molding. This results in better “wetting” of inserts and fewer air inclusions, leading to a more reliable finished product.
- Better dimensional tolerances than compression.
- Excellent for bonding silicone to metal inserts.
- Faster cycle times than traditional compression.
- Reduced risk of mold damage during loading.
What are the economic trade-offs?
Let’s look closer: transfer molding creates more waste than other methods because the material left in the “pot” and runners (the cull) must be discarded. You must decide if the improved part quality and faster cycles justify the higher material consumption.
Key Takeaway: Transfer molding is the ideal middle-ground for manufacturing high-quality, insert-heavy components with moderate tooling costs.
| Metric | Transfer Molding | Comparison to LSR |
|---|---|---|
| Setup Speed | Faster | LSR requires more complex prep |
| Material Waste | Higher | LSR is much more efficient |
| Part Precision | High | LSR remains the precision leader |
Transfer molding offers a versatile solution for manufacturers who need the precision of injection molding without the massive capital investment.
8. How does the silicone calendering process produce uniform sheets?
Calendering produces high-quality silicone sheets by passing raw rubber through a series of heavy, counter-rotating rollers. In the professional world of how to manufacture silicone products, calendering is the primary method for creating thin, uniform membranes or coating fabrics with silicone. The rollers are heated to precisely control the thickness and texture of the resulting sheet as it is wound onto large industrial spools.
How is fabric reinforcement achieved?
The magic happens here: you can feed a substrate like glass cloth or polyester between the rollers along with the silicone. The rollers press the silicone into the fibers of the fabric, creating a reinforced material used in aerospace and industrial safety gear.
- Uniform thickness across large surface areas.
- Ability to create multi-layered composites.
- High-speed production for bulk material.
- Precise control over surface finish and texture.
Why is calendering used for membranes?
Keep this in mind: for applications like fuel cell membranes or medical-grade sheets, the thickness must be accurate to within a few microns. Calendering is the only industrial process capable of maintaining this level of uniformity over thousands of square meters.
Key Takeaway: Calendering is the indispensable choice for bulk production of silicone sheets, films, and reinforced industrial fabrics.
| Application | Sheet Thickness | Material Type |
|---|---|---|
| Gasket Sheet | 1mm to 10mm | HCR Silicone Rubber |
| Medical Film | 0.05mm to 0.5mm | High-Purity LSR |
| Coated Fabric | Variable | Silicone + Glass/Aramid |
This process enables the mass production of the raw materials used in everything from kitchen mats to advanced aerospace heat shields.
9. What role does overmolding play in multi-material product design?
Overmolding is the advanced technique of bonding silicone directly onto a rigid substrate, such as plastic or metal, during the molding process. Understanding how to manufacture silicone products with overmolding allows you to create seamless, multi-functional parts that combine the strength of metal with the soft-touch or sealing properties of silicone. This process typically utilizes LSR injection molding because the liquid material can be injected around an insert with extreme precision.
How is a permanent bond achieved?
The deal is this: a chemical bond is formed through the use of specialized primers or by selecting self-bonding silicone grades that adhere naturally to certain plastics. This eliminates the need for messy glues and mechanical fasteners, resulting in a cleaner and more durable assembly.
- Creation of ergonomic, soft-touch handles.
- Integration of waterproof seals on electronics.
- Vibration damping for industrial equipment.
- Reduction in assembly time and labor costs.
Why is design compatibility important?
Don’t forget: the substrate material must be able to withstand the temperatures required to cure the silicone. If you are overmolding plastic, you must choose a high-temperature engineering resin that won’t melt or deform during the injection cycle.
Key Takeaway: Overmolding is a powerful design tool that adds functional value and aesthetic appeal while simplifying the final assembly process.
| Overmolding Pair | Common Use Case | Primary Benefit |
|---|---|---|
| Silicone on Steel | Surgical tool handles | Autoclave-safe and ergonomic |
| Silicone on Nylon | Electronic seals | IP67/68 waterproof protection |
| Silicone on Silicone | Dual-durometer parts | Varying hardness in one piece |
Mastering overmolding gives your products a competitive edge through superior ergonomics and integrated performance features.
10. How to scale your silicone production for the mass market?
Scaling requires a strategic transition from low-volume prototype tools to high-cavity, fully automated production systems. As you finalize your plan for how to manufacture silicone products, you must evaluate the total cost of ownership, which includes tooling, material waste, and labor. High-volume success is built on optimizing cycle times and implementing rigorous quality control systems that can keep pace with 24/7 manufacturing.
When should you invest in automation?
Here is the truth: manual labor is the biggest hidden cost in silicone manufacturing. Once your volume exceeds 50,000 units per year, the investment in robotic part removal and automatic de-flashing systems will pay for itself within months. 
- Transition from single-cavity to multi-cavity molds.
- Implementation of automated material feeding.
- Use of vision systems for 100% part inspection.
- Optimization of runner systems to minimize scrap.
How do you maintain quality at scale?
Let’s be honest: consistency is harder to maintain as volume increases. You must establish a robust Quality Management System (QMS) that includes regular material testing and mold maintenance schedules to prevent defects before they happen.
Key Takeaway: Successful scaling is the art of balancing high-speed automation with uncompromising quality standards to maximize profitability.
| Scale Stage | Production Method | Focus Area |
|---|---|---|
| Prototyping | Compression / 3D Print | Design validation |
| Mid-Volume | Transfer Molding | Balancing cost and speed |
| Mass Market | LSR Injection | Automation and efficiency |
By systematically moving through these stages, you ensure that your product can grow from a niche concept to a global market leader.
Conclusion
Mastering the silicone manufacturing process is about more than just choosing a machine; it is about matching the right material science with the most efficient production technology. This guide has solved the problems of selecting between LSR and HCR, identifying the best molding methods for precision, and understanding the logistics of scaling for the mass market. We can help you navigate these complex decisions, providing expert engineering support and world-class manufacturing facilities to bring your vision to life. If you are ready to optimize your production and achieve superior product quality, please contact us today to start your journey. Our vision is to be the global partner that empowers innovation through precision silicone engineering.
FAQ
Can I use the same mold for different types of silicone?
No, because different silicone grades have varying shrink rates and viscosities that require specific mold dimensions and gating.
What’s the best way to reduce my tooling costs?
The best way is to start with high-quality compression molding for low volumes, as the molds are significantly less complex and expensive.
How do I know if LSR is right for my medical device?
LSR is right if your device requires high precision, a platinum cure for biocompatibility, and production in a cleanroom environment.
Can I bond silicone to any plastic during overmolding?
No, you can only bond to high-temperature plastics like PBT or Nylon that can withstand the heat of the silicone curing cycle.
What’s the best process for long, thin silicone tubes?
Extrusion molding is the best process because it allows for the continuous production of uniform hollow profiles without parting lines.