
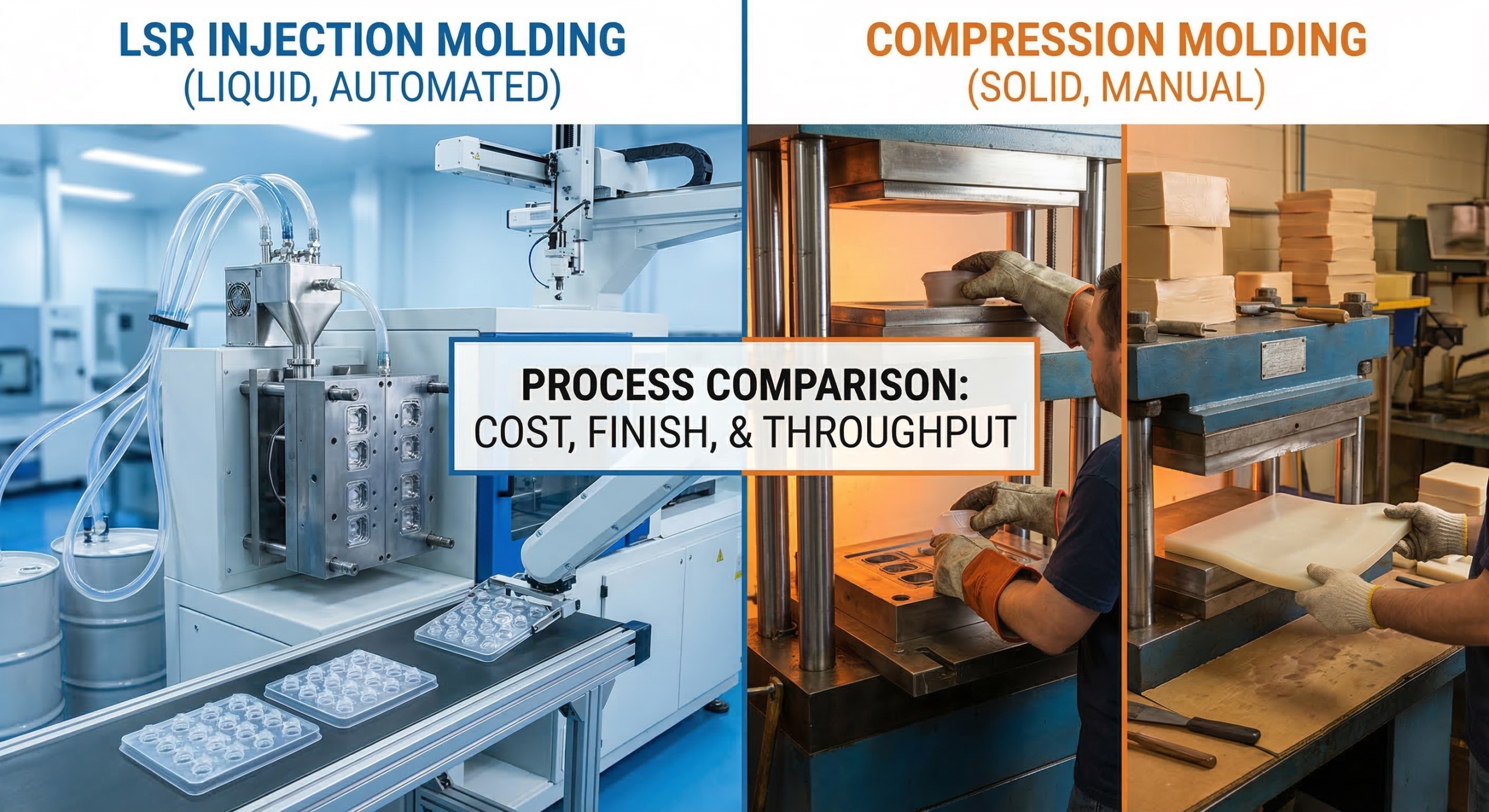
The primary distinction between LSR injection molding and compression molding lies in the material state and delivery method, where injection uses liquid silicone in a closed system while compression uses solid preforms in an open mold. You often face a critical choice when sourcing silicone parts: do you prioritize the low entry cost of traditional molding or the high-speed precision of modern liquid systems? Choosing incorrectly can lead to massive financial losses through inefficient cycle times or parts that fail to meet strict medical tolerances. To solve this dilemma, you must understand what is the difference between LSR injection molding and compression molding? across key performance metrics to optimize your production strategy.
How do the two molding processes actually work?
Understanding what is the difference between LSR injection molding and compression molding? requires looking at how raw silicone enters the cavity, with injection using a pressurized liquid stream and compression utilizing a manual solid placement. In the injection process, a two-part liquid silicone is mixed and forced into a heated, closed mold. Conversely, compression molding places a pre-measured “preform” of high-consistency rubber (HCR) into an open cavity before squeezing it under heat.

What happens during liquid injection?
Here is the kicker: the liquid state allows for a fully automated, closed-loop system that eliminates human error. The material is pumped directly from drums, mixed through a static mixer, and shot into the mold with high precision.
- Two-part (A and B) platinum-cure mixing.
- Automated injection into heated cavities.
- Fast curing within a sealed environment.
How does the compression method differ?
You might think older methods are obsolete, but the truth is that manual placement offers unique flexibility for bulky items. An operator must cut, weigh, and place the solid silicone into the mold before the press descends.
- Manual loading of solid “gum stock” preforms.
- Physical compression to distribute material.
- Longer cooling and manual part removal.
Key Takeaway: Injection molding is an automated, closed-loop liquid process, while compression molding is a manual, open-mold solid process.
| Feature | LSR Injection Molding | Compression Molding |
|---|---|---|
| Material State | Liquid (LSR) | Solid (HCR) |
| Automation | High / Robotic | Low / Manual |
| Mold Type | Closed Precision System | Open Cavity & Plug |
Analytical Guide: If your project requires high repeatability and low labor intervention, the liquid injection route is mathematically superior.
Which method has higher upfront tooling costs?
The answer to what is the difference between LSR injection molding and compression molding? regarding investment is that injection tooling is significantly more expensive due to its mechanical complexity. Injection molds require high-grade steel, complex runner systems, and precise shut-offs to manage liquid flow. In contrast, compression tools are often simple two-plate designs that are much faster and cheaper to manufacture.

Why are injection molds so costly?
But wait, there is more to the price tag than just the steel. These molds must integrate with precision pumping equipment and often feature multi-cavity designs to maximize throughput.
- High-grade tool steel for 1M+ cycles.
- Complex internal runners and gating systems.
- Precision-machined moving parts for automation.
Are compression tools always cheaper?
It turns out that simplicity is the greatest cost-saver for startups and low-volume projects. Since there are no complex injection ports or nozzles, the fabrication time is cut in half.
- Simple upper and lower plate construction.
- Lower material costs for tool fabrication.
- Ideal for experimental or prototype stages.
Key Takeaway: Injection tooling can cost four times as much as compression tooling, representing a high barrier to entry for small-scale production.
| Tooling Aspect | Injection Molding | Compression Molding |
|---|---|---|
| Initial Cost | High ($10k – $50k+) | Low ($2k – $8k) |
| Lead Time | 6 – 10 Weeks | 2 – 4 Weeks |
| Tool Life | Very High (Steel) | Moderate (Aluminum/Steel) |
Analytical Guide: Calculate your break-even point; if your volume is under 5,000 units, the “cheaper” injection part may never offset the high tooling debt.
How does unit cost change at high production volumes?
The primary economic reality of what is the difference between LSR injection molding and compression molding? is that injection molding wins on unit price at scale due to extreme efficiency. While the tooling is pricey, the labor cost per part is near zero because machines run autonomously. Compression molding maintains a higher per-unit price because an operator must be present for every single cycle.
How does automation drive down prices?
Here is the deal: when you remove the human element, your production costs become predictable and ultra-low. Multi-cavity injection molds can produce dozens of parts every minute with virtually no waste.
- High-speed robotic part ejection.
- Minimal material waste via precise dosing.
- Low labor overhead per 1,000 units.
Why does compression struggle with scale?
You should know that the manual nature of compression molding creates a “labor floor” that the price can never drop below. As your volume grows, you simply have to hire more people and buy more presses.
- Constant manual loading and unloading.
- Higher scrap rates from manual weighing.
- Slower cycle times increasing machine time costs.
Key Takeaway: For mass production (10,000+ units), LSR injection molding provides the lowest total cost of ownership despite the high initial investment.
| Volume Scenario | Recommended Process | Economic Driver |
|---|---|---|
| Prototypes (<500) | Compression | Low tooling risk |
| Medium Run (1k-5k) | Compression | Balanced cost/entry |
| Mass Market (10k+) | Injection | Labor & cycle efficiency |
Analytical Guide: Forecast your 12-month demand; if you expect to scale quickly, starting with injection avoids the “double-tooling” trap.
Which process offers a better surface finish?
The aesthetic factor in what is the difference between LSR injection molding and compression molding? is significant, as injection molding produces flash-free parts with nearly invisible parting lines. Because the material is injected into a pre-clamped mold, there is no “overfill” squeezing out between the plates. Compression molding, by its very nature, requires excess material that creates a visible “flash” which must be manually trimmed.

Can you achieve a premium look?
The best part is that LSR injection molding delivers a retail-ready finish straight out of the machine. This is non-negotiable for high-end consumer electronics or medical devices where hygiene is critical.
- Zero to minimal flash on parting lines.
- High-gloss or specific textures are perfectly replicated.
- No secondary trimming marks or burrs.
What are the limits of compression finishes?
Make no mistake, compression parts will always have a visible seam where the two mold halves met. While cryogenic deflashing can help, it adds cost and can still leave a matte edge.
- Inevitable flash along the parting line.
- Risk of “cold seams” or material flow marks.
- Manual trimming can lead to inconsistent edges.
Key Takeaway: LSR injection molding is the gold standard for parts requiring a pristine, high-aesthetic, or medical-grade surface finish.
| Quality Metric | Injection Molding | Compression Molding |
|---|---|---|
| Parting Line | Nearly Invisible | Noticeable / Raised |
| Flash Presence | None to Minimal | High (Requires Trimming) |
| Secondary Work | Typically None | Trimming / Deflashing Required |
Analytical Guide: If the part touches human skin or is a visible consumer component, the finish quality of injection is worth the premium.
Why is dimensional precision higher in LSR injection?
When engineers ask what is the difference between LSR injection molding and compression molding?, they are usually looking for the tightest tolerances possible, which only injection can provide. Modern injection machines use microprocessor-controlled pumps to deliver exact volumes of liquid. Compression molding relies on the operator’s ability to weigh solid silicone preforms, which introduces a natural variance that affects final dimensions.
How tight can you get?
Believe it or not, liquid injection can maintain tolerances as tight as ±0.05mm across thousands of cycles. This level of repeatability is essential for seals that must remain waterproof under high pressure.
- Precision dosing prevents cavity underfilling.
- Closed-loop pressure control ensures density.
- Automated cycles eliminate human-induced variance.
Where does compression fall short?
The reality is that solid silicone doesn’t flow as perfectly as liquid, often leaving slight variations in wall thickness. This is why compression is generally reserved for gaskets and pads with looser requirements.
- Manual preform weight varies by ±1-3%.
- Uneven pressure distribution in large molds.
- Wider tolerance bands (typically ±0.2mm or more).
Key Takeaway: Choose LSR injection molding for any component that must interface precisely with plastic or metal housings in an assembly.
| Precision Metric | LSR Injection Molding | Compression Molding |
|---|---|---|
| Standard Tolerance | ±0.1mm or better | ±0.25mm to ±0.5mm |
| Repeatability | Extremely High | Moderate |
| Weight Consistency | Stable (<0.5% variance) | Variable (2-5% variance) |
Analytical Guide: Review your assembly stack-up; if you have more than three interlocking parts, the precision of injection becomes a functional necessity.
What are the material differences for each method?
A vital part of what is the difference between LSR injection molding and compression molding? is the chemistry involved, as injection uses platinum-cure liquid silicone while compression uses peroxide-cure or platinum solid rubber. Liquid Silicone Rubber (LSR) is known for its high transparency, tear strength, and biocompatibility. Solid High Consistency Rubber (HCR) is often denser and better for high-durometer industrial applications.
Is LSR always the better material?
Here is the kicker: LSR is a premium material that offers superior clarity for optical lenses and baby products. It is naturally inert and does not produce the “blooming” effect often seen in cheaper solid rubbers.
- Exceptional optical clarity and transparency.
- High tear resistance for flexible parts.
- Superior biocompatibility for medical use.
When does HCR win?
You might find that for heavy industrial use, the higher hardness (durometer) of solid silicone is actually an advantage. HCR is often easier to mix with custom colors in small batches for specialty gaskets.
- Available in very high durometer grades.
- Cost-effective for basic industrial seals.
- Easier to modify with specialty fillers.
Key Takeaway: LSR is the high-performance choice for health, baby, and high-tech sectors, while HCR is the workhorse for industrial gaskets.
| Material Property | Liquid Silicone (LSR) | Solid Silicone (HCR) |
|---|---|---|
| Clarity | Very High / Optical | Translucent to Opaque |
| Purity | High (Closed System) | Moderate (Open System) |
| Cure Speed | Very Fast | Slower |
Analytical Guide: If your product requires FDA or medical certification, the closed-system purity of LSR injection reduces your contamination risk significantly.
Which process provides faster cycle times?
Speed is the defining factor in what is the difference between LSR injection molding and compression molding?, with injection cycles typically being three to five times faster. Liquid silicone reacts almost instantly to the heat of the mold, curing in as little as 30 seconds. Compression molding requires the solid rubber to be heated through its entire mass, which can take several minutes for thicker parts.
Can you double your output?
But wait, there is more than just cure time; it is also about the “open time” of the mold. Since injection molds don’t need manual loading, the machine can stay closed and productive for longer periods.
- Cure times often under 60 seconds.
- Robotic ejection takes less than 2 seconds.
- Continuous feeding with no material reloading.
Why is compression so slow?
The bottleneck in compression molding is the human operator who must open the press and manually strip the parts. This creates “dead time” where the expensive heating elements are just wasting energy.
- Longer heating times for solid material.
- Manual loading/unloading takes minutes.
- Molds must cool slightly between shots.
Key Takeaway: If your production schedule requires 1,000+ parts per day, compression molding will likely create a supply chain bottleneck.
| Speed Metric | LSR Injection Molding | Compression Molding |
|---|---|---|
| Average Cycle | 30 – 90 Seconds | 3 – 8 Minutes |
| Material Prep | None (Automated) | High (Manual Cutting) |
| Hourly Output | 100 – 600 Parts | 20 – 60 Parts |
Analytical Guide: Weigh the “time-to-market” cost; a slower compression process might delay your product launch and cost more in lost sales than the injection tooling cost.
How does design complexity impact your choice?
Deepening the inquiry into what is the difference between LSR injection molding and compression molding? reveals that injection molding handles complex geometries far better. Liquid silicone flows into 0.1mm channels and intricate undercuts with ease. Solid silicone has the consistency of dough, meaning it struggles to fill thin-walled sections or micro-features without leaving air pockets or “non-fills.”
Can you mold complex undercuts?
Here is the deal: because LSR is so flexible and the injection pressure is so high, you can design parts with complex lattices that would be impossible to compression mold. This allows for lighter, more efficient product designs.
- Supports thin walls down to 0.25mm.
- Perfect for overmolding onto plastic.
- Handles intricate micro-features easily.
Is compression only for simple blocks?
You should know that while it isn’t “only” for blocks, compression molding excels at thick, bulky parts like large baking mats or engine mounts. The solid material is easier to manage when you need a high-mass part with simple lines.
- Best for large, heavy-duty mats.
- Handles variable thicknesses better.
- Ideal for simple circular or square gaskets.
Key Takeaway: Use LSR injection for intricate, high-tech designs and compression molding for large, simple, and bulky industrial parts.
| Design Element | Best Process | Limitation |
|---|---|---|
| Thin Walls | Injection | Compression fails to fill |
| Overmolding | Injection | High heat ruins inserts |
| Large Formats | Compression | Too big for injection presses |
Analytical Guide: If your design features walls thinner than 1.0mm, you should avoid compression molding to prevent high scrap rates.
When should you choose LSR injection molding?
Determining what is the difference between LSR injection molding and compression molding? often leads you to choose injection for safety-critical and high-precision applications. You should prioritize this method for medical implants, baby care products, and high-volume consumer electronics. The closed-system environment ensures that no dust or contaminants enter the silicone during the curing phase.

Is your part safety-critical?
The best part about injection molding is its reliability in regulated industries. When a failure could result in a medical recall, the automated precision of LSR is your best insurance policy.
- Essential for Class II and III medical parts.
- Required for high-purity baby bottle nipples.
- Mandatory for waterproof electronic seals.
Do you need to overmold onto plastic?
But wait, there is more: if your part needs to be permanently bonded to a plastic housing, injection is the only viable route. The lower curing temperature of LSR prevents the plastic substrate from melting during the process.
- Seamless bonding to polycarbonate or nylon.
- Soft-touch grips on hard plastic handles.
- Eliminates the need for secondary adhesives.
Key Takeaway: LSR injection molding is the superior choice for high-precision, high-purity, and high-volume applications where quality is non-negotiable.
| Application Type | Recommended Process | Why? |
|---|---|---|
| Medical Devices | Injection | Purity & Precision |
| Smart Wearables | Injection | Finish & Overmolding |
| Pet Accessories | Compression | Low Cost & Simple |
Analytical Guide: If your quality department requires a “zero defect” standard, the automated controls of injection molding are the only way to meet that metric reliably.
When is compression molding the better option?
Finally, understanding what is the difference between LSR injection molding and compression molding? helps you identify when the “older” method is actually the smarter financial choice. Compression molding is the king of low-volume prototyping and large-format industrial parts. If you are launching a niche product and don’t want to risk $20,000 on tooling, this process allows you to get to market for a fraction of the cost.
Can you use it for prototyping?
Here is the deal: compression molding lets you test the market with real-world materials without the 5-figure penalty of injection steel. You can produce 500 units, gather feedback, and iterate the design cheaply.
- Low-risk entry for new startups.
- Fast turnaround for functional samples.
- Cheaper to modify the mold for design shifts.
Is it better for huge parts?
You should know that some parts are simply too big for even the largest injection machines. For massive industrial mats, gym floor tiles, or large engine gaskets, compression presses offer the necessary scale and pressure.
- Handles parts over 500mm in length easily.
- Uniform pressure for high-mass components.
- Cost-effective for heavy industrial rubber.
Key Takeaway: Compression molding is the ideal choice for low-volume production, large bulky parts, and cost-sensitive industrial components.
| Scenario | Recommended Process | Strategy |
|---|---|---|
| Market Testing | Compression | Minimize financial risk |
| Bulk Industrial | Compression | Maximize part size |
| High Precision | Injection | Maximize performance |
Analytical Guide: If your part is larger than a standard laptop, or if your budget is under $5,000, start with compression molding.
Frequently Asked Questions (FAQ)
Can I switch from compression to injection molding later?
Yes, many companies start with compression molding to test the market and then move to LSR injection once high volumes are confirmed. This allows you to scale up while deferring the high tooling costs until you have proven revenue.
What’s the best process for medical-grade silicone?
LSR injection molding is typically the best choice for medical applications. The closed injection system prevents environmental contamination, and the precision dosing ensures parts meet strict regulatory tolerances.
How do I know if my design is too complex for compression?
If your part has wall thicknesses under 0.8mm or intricate micro-channels, it is likely too complex for compression. Solid silicone cannot flow into these small areas reliably, leading to high rejection rates.
What’s the minimum order quantity for LSR injection?
Because of the high setup and tooling costs, the MOQ