
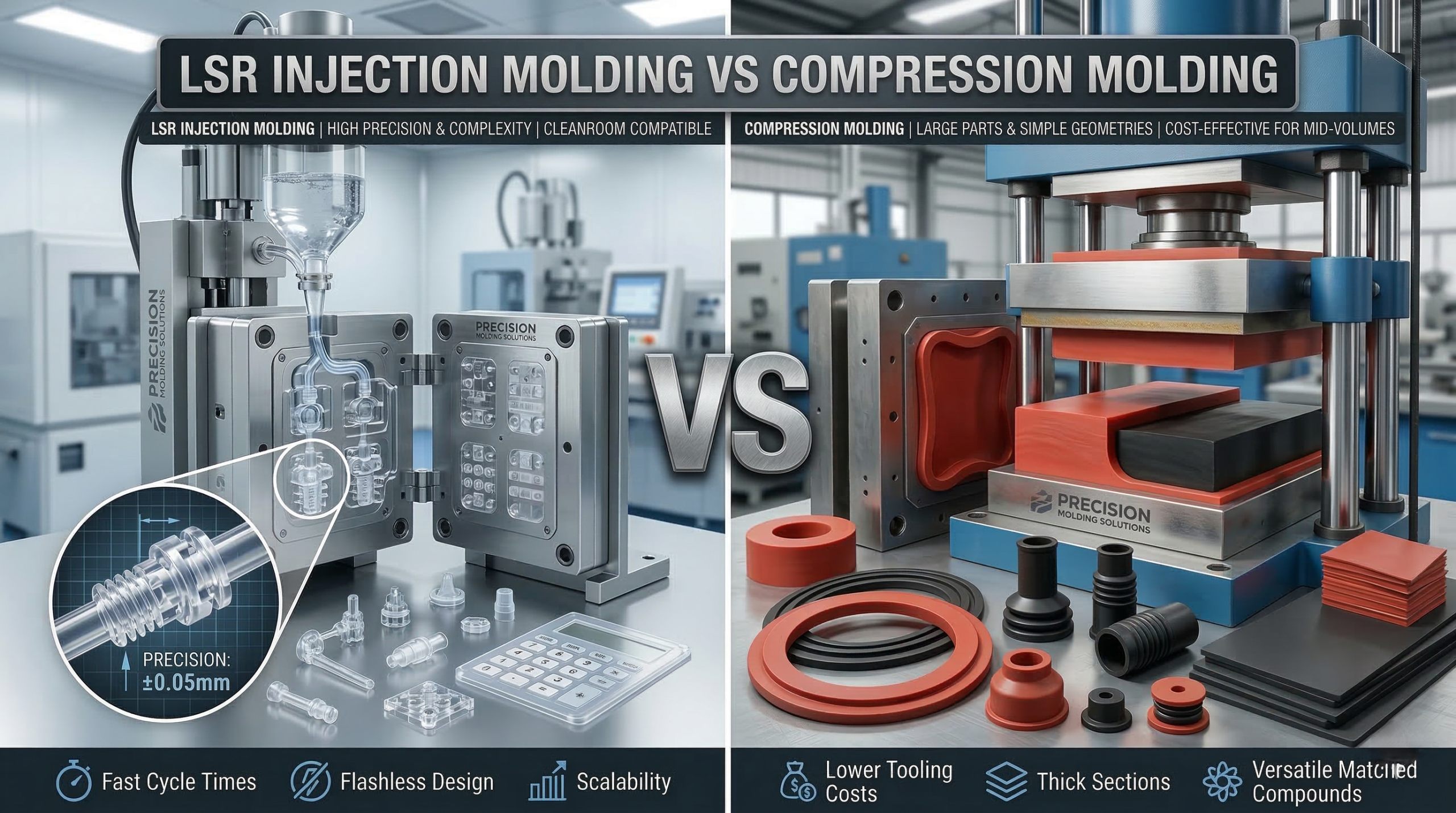
Injection molding is a manufacturing process where liquid material is injected into a mold cavity under high pressure, while compression molding involves placing a pre-measured solid material into an open, heated mold that is then closed and squeezed into shape. You are likely facing a scenario where you need to scale up production of high-precision silicone components, but your current yields are suffering from manual inconsistency and slow cycle times. This manufacturing bottleneck often leads to missed deadlines and increased waste, preventing you from remaining competitive in a demanding market. Selecting the optimal production path requires a deep dive into What is the difference between LSR injection molding and compression molding? to ensure your technical requirements align with your financial goals.
What Is Silicone Compression Molding and How Does It Work?
Silicone compression molding is a process where a solid silicone “pre-form” is placed into a heated mold cavity and compressed by a hydraulic press to take the shape of the tool. When you analyze What is the difference between LSR injection molding and compression molding?, you quickly realize that compression molding is the foundational technique for the silicone industry. It relies on heat and high pressure to vulcanize the solid rubber into a finished part.

How does the pancake analogy explain the process?
Think about it: compression molding is very similar to using a waffle iron or making a pancake in a shaped pan. You place a specific amount of raw material in the center, and as the two halves of the mold come together, the material is forced outward to fill the entire space.
- The raw silicone is usually a high-consistency rubber (HCR).
- The material is cut into “slugs” or pre-forms of a specific weight.
- Pressure is applied until the excess material, or flash, is squeezed out.
- The heat causes the silicone to cross-link and solidify into its final form.
What are the key benefits for thicker silicone parts?
Compression molding excels when you need to produce heavy, thick-walled parts that require significant material volume. Because the material is already in a solid gum state, it does not suffer from the flow issues often associated with injecting liquid through thin nozzles.
The bottom line is this: if your part is a thick gasket or a solid stopper, compression molding is often the most reliable way to ensure a void-free interior. The slower curing time for thick sections is more manageable in a compression setup.
Why is it ideal for low-volume production runs?
One of the biggest advantages for startups or specialized projects is the significantly lower cost of entry regarding tooling. Compression molds are simpler to design and machine because they do not require complex runner systems or injection ports.
- Lower upfront investment for small batches.
- Faster tool fabrication times compared to injection molds.
- Flexibility to use different durometers of HCR in the same tool.
- Easier manual inspection of parts during the molding process.
| Feature | Compression Molding Detail |
|---|---|
| Material Form | Solid Gum (HCR) |
| Tooling Cost | Low to Moderate |
| Best For | Thick parts and low volumes |
| Labor Level | High (Manual) |
This simple yet effective method provides a cost-efficient entry point for many silicone manufacturing projects.
Key Takeaway: You should choose compression molding when your project involves thick-walled parts or low-volume production where minimizing initial tooling costs is more important than achieving high-speed automation.
What is the difference between LSR injection molding and compression molding?
The primary difference lies in the material’s physical state and the delivery mechanism, with LSR being a liquid forced through a closed system and compression using a solid pre-form in an open tool. When asking what is the difference between LSR injection molding and compression molding?, you must look at how the material reaches the cavity. LSR molding is a high-tech, automated process designed for maximum efficiency.

How does the liquid state improve part quality?
Liquid Silicone Rubber (LSR) has a very low viscosity, allowing it to flow effortlessly into complex geometries and thin-walled sections. This results in parts that have superior surface finishes and extremely consistent material density throughout the component.
Here is the deal: because the material is pumped from sealed drums, there is almost no risk of environmental contamination. This makes the liquid state ideal for high-purity applications where even a tiny speck of dust could cause a failure.
Why is automation a game-changer for LSR?
LSR injection molding systems are designed to run with minimal human intervention, often operating 24/7 without a dedicated operator at the machine. This automation reduces labor costs significantly over the life of a high-volume project.
- Automated mixing and dosing systems ensure perfect ratios.
- Robotic arms can strip parts from the mold instantly.
- Precision sensors monitor pressure and temperature in real-time.
- Cycle times are often measured in seconds rather than minutes.
What makes injection molding perfect for intricate parts?
If your design includes undercuts, micro-features, or wall thicknesses under 0.5mm, injection molding is your only viable path. The high-pressure injection ensures that the liquid silicone reaches every microscopic corner of the mold.
But wait, there is more: the closed-mold system also allows for overmolding, where silicone is injected directly onto a plastic or metal substrate. This creates a permanent bond that is impossible to achieve with standard compression methods.
| Feature | LSR Injection Molding Detail |
|---|---|
| Material Form | Liquid (LSR) |
| Tooling Cost | High (Complex) |
| Best For | Intricate parts and high volumes |
| Labor Level | Low (Automated) |
The transition from manual placement to automated injection represents a massive leap in technical capability and production scalability.
Key Takeaway: You will benefit most from LSR injection molding if your parts are highly complex or if you require millions of units where the cost per part must be kept to an absolute minimum through automation.
How Do the Production Steps Differ Between These Methods?
Production steps for compression molding are labor-intensive and manual, whereas LSR injection molding follows a streamlined, closed-loop automated sequence. When evaluating What is the difference between LSR injection molding and compression molding?, you will see that the time spent on preparation and finishing varies wildly between the two.
What happens during a typical compression cycle?
A compression cycle begins with an operator weighing and shaping the raw silicone gum into a specific size. This pre-form is then placed manually into the heated mold before the press is activated to close and cure the material.
- Preparation: Material is mixed with pigments and curing agents.
- Loading: The operator places the pre-form into the tool.
- Curing: The press stays closed under heat for several minutes.
- De-molding: The operator removes the part and manually trims the flash.
How does the injection cycle save manufacturing time?
In contrast, the LSR injection cycle is entirely self-contained, starting with the automatic mixing of two liquid components. The material is then cooled in the barrel and injected into the heated mold where it cures almost instantly.
The secret is this: because the material is injected into a closed mold, there is very little flash created. This eliminates the need for a secondary trimming process, which is often the most time-consuming part of compression molding.
Why is manual labor a factor in compression molding?
In compression molding, the speed of production is directly tied to the speed and skill of the human operator. Every single part must be loaded, unloaded, and trimmed by hand, which introduces the possibility of human error and fatigue.
You might be wondering: does this mean compression is obsolete? Not at all, but it does mean that your labor costs will scale linearly with your production volume, unlike injection molding where labor stays flat.
| Process Step | Compression Molding | LSR Injection Molding |
|---|---|---|
| Material Prep | Manual Weighing/Cutting | Automated Pumping/Mixing |
| Mold Loading | Manual Placement | Automatic Injection |
| Flash Removal | Manual Trimming | Minimal or Flashless |
| Cycle Consistency | High Variation | Extremely Low Variation |
The variance in workflow fundamentally changes how you should plan your factory floor and labor budget.
Key Takeaway: Choose the method that aligns with your labor strategy; use compression for low-risk, low-volume projects and injection molding when you want to decouple production output from human labor availability.
Why Does the Physical State of the Silicone Material Matter?
The physical state of the material—solid gum for compression and liquid for injection—dictates the entire mechanical setup of your production line. Understanding what is the difference between LSR injection molding and compression molding? starts with recognizing that HCR and LSR are chemically similar but physically opposite.
Solid gum vs. liquid rubber: What is the impact?
Solid gum silicone, used in compression, has the consistency of modeling clay and must be handled physically. Liquid rubber, used in injection, flows like honey and is moved through pumps and pipes, allowing for a much cleaner environment.
The best part? Because LSR is a closed system, the material is never exposed to the air until it is a finished part. This is critical for medical and food-grade items where environmental purity is non-negotiable.
How does material mixing affect part consistency?
Consistency in your finished product depends heavily on how the raw silicone is prepared before molding. In compression molding, mixing is often done on an open mill, which can lead to slight variations in color and catalyst distribution between batches.
Wait, there is more: LSR systems use a static mixer that blends Part A and Part B in a 1:1 ratio just seconds before injection. This ensures that every single shot has the exact same chemical composition and curing properties.
Why does material form dictate the machinery used?
Because solid silicone requires massive force to move, compression machines are usually vertical presses with huge tonnage. Injection machines for LSR must include cooling systems for the barrel to prevent the liquid from curing before it reaches the mold.
- Compression machines focus on clamping force and plate heating.
- Injection machines require complex screw and barrel assemblies.
- LSR requires specialized cold-runner systems to save material.
- HCR requires milling machines and pre-form cutters for preparation.
| Material Property | HCR (Compression) | LSR (Injection) |
|---|---|---|
| Viscosity | Extremely High (Solid) | Low (Liquid) |
| Mixing Method | Open Mill / Batch | Closed System / Continuous |
| Contamination Risk | Moderate | Very Low |
| Shelf Life | Months (after mixing) | Minutes (after mixing) |
The material’s state is the primary driver behind the equipment investment and the final part’s physical characteristics.
Key Takeaway: You should prioritize LSR if your application requires the highest level of material purity and batch-to-batch consistency, particularly for high-performance seals or medical devices.
Which Process Offers Precision and what is the difference between LSR injection molding and compression molding?
LSR injection molding is significantly more precise than compression molding, offering tighter tolerances and the ability to produce complex, thin-walled designs. When you ask What is the difference between LSR injection molding and compression molding? regarding precision, the answer lies in the controlled pressure of the injection screw.
Why does LSR excel at thin-walled components?
The liquid nature of LSR allows it to fill walls as thin as 0.25mm without the material tearing or failing to reach the end of the cavity. High injection speeds ensure the mold is filled before the silicone begins to cross-link.
Here is the kicker: because the mold is closed during filling, the dimensions are held much more accurately. There is no “mold stand-off” caused by excess material as you often see in compression molding.
Can compression molding achieve tight tolerances?
While compression molding can produce quality parts, it generally has wider tolerance ranges due to the manual nature of material loading. Variations in the weight of the pre-form can lead to variations in the final part dimensions and flash thickness.
- Typical compression tolerance: +/- 0.1mm to 0.2mm.
- LSR injection tolerance: +/- 0.05mm or better.
- Compression is prone to “shift” if the pre-form is placed unevenly.
- Tool wear is often faster in compression due to the abrasive solid gum.
What causes dimensional variations in finished parts?
Dimensional variations in compression molding are often caused by the flash—the thin layer of excess material that escapes between the mold halves. If the flash is thick, the part will be taller than intended, which can be a disaster for precision seals.
The bottom line is this: injection molding uses a closed-loop system where the volume of material injected is controlled by a computer to within a fraction of a gram. This eliminates the “human factor” that leads to size differences in compression molding.
| Precision Metric | Compression Molding | LSR Injection Molding |
|---|---|---|
| Wall Thickness | Minimum ~0.8mm | Minimum ~0.25mm |
| Tolerance Range | Moderate | Extremely Tight |
| Dimensional Stability | Variable | High |
| Complex Geometries | Limited | Superior |
Precision is not just about size; it is about the repeatability of that size over thousands of production cycles.
Key Takeaway: You must choose LSR injection molding if your part is part of a high-precision assembly where even a 0.1mm deviation could result in a leak or mechanical failure.
How Do Speed and Automation Affect Production Efficiency?
Injection molding is vastly faster and more efficient for high-volume production due to its automated cycle and lack of secondary finishing. When you understand what is the difference between LSR injection molding and compression molding?, you see that speed is the most significant factor in your total cost of ownership.
Is high-speed manufacturing always necessary?
High-speed manufacturing is a requirement if you are launching a product for a mass-market audience where unit costs must be kept low. However, for a specialty industrial seal where you only need 500 pieces a year, the slower compression speed is perfectly acceptable.
Think about it: if your machine can produce one part every 30 seconds versus one part every 5 minutes, your throughput increases by ten times. For high-volume projects, this speed difference is the difference between profit and loss.
How much manual handling is required for each process?
Compression molding requires an operator to be present for every single cycle to load material and remove parts. Injection molding can run “lights out,” meaning the machine works through the night with no staff present.
- Compression: 100% manual loading and unloading.
- Injection: 100% automated injection and often automated removal.
- Trimming: Compression requires manual flash removal.
- LSR: Parts are often flashless and ready for packaging immediately.
Can automation reduce the risk of human error?
Automation in LSR molding removes the risk of “short shots” or over-packing the mold, which are common issues in manual compression molding. The computer controls the temperature and pressure with a level of precision that no human can match.
It gets better: automated systems provide a digital log of every part produced. This data is invaluable for quality audits, especially in the medical and aerospace industries where traceability is a legal requirement.
| Efficiency Factor | Compression Molding | LSR Injection Molding |
|---|---|---|
| Typical Cycle Time | 3 – 7 Minutes | 30 – 90 Seconds |
| Labor Intensity | Very High | Very Low |
| Scrap Rate | Higher (Manual Error) | Very Low (Automated) |
| Scalability | Difficult | Excellent |
Efficiency is the primary driver of profitability as your business moves from prototyping into full-scale production.
Key Takeaway: You should invest in LSR automation when your annual volume exceeds 10,000 units, as the savings in labor and reduced scrap will quickly pay for the higher machinery costs.
What Are the Initial Tooling and Long-Term Cost Differences?
Compression molding has much lower initial tooling costs, but LSR injection molding offers a lower cost-per-part over long production runs. When you calculate What is the difference between LSR injection molding and compression molding?, you must look past the initial invoice and consider the total lifecycle cost.
Why is injection tooling more expensive to create?
Injection molds are masterpieces of engineering that must withstand high pressures and include complex cooling channels and runner systems. They are typically made from high-grade hardened steel to ensure they can produce millions of parts without wearing out.
But that’s not all: an LSR mold often requires a “cold runner” system, which is a specialized piece of hardware that keeps the silicone cool until it enters the hot cavity. This component alone can cost more than an entire compression mold.
When does compression molding save you money?
Compression molding saves you money when the total number of parts you need is small. Because the tools are simpler—often made from aluminum or pre-hardened steel—they can be produced in half the time and at a fraction of the cost.
- Initial Tooling: Compression $2k-$5k vs. LSR $10k-$50k.
- Prototypes: Much cheaper to iterate using compression.
- Large Parts: Huge compression molds are more affordable than huge injection molds.
- Material Waste: Compression has higher waste, but the material itself (HCR) is cheaper than LSR.
What is the long-term ROI on automated machinery?
The return on investment (ROI) for an LSR system comes from the massive reduction in labor and the elimination of secondary trimming. Over a run of 500,000 parts, the expensive LSR tool will eventually make the parts cheaper than the “cheap” compression tool.
You might be wondering: what is the “break-even” point? Usually, once you pass 20,000 to 30,000 units, the efficiency of LSR starts to outweigh the lower setup costs of compression.
| Cost Element | Compression Molding | LSR Injection Molding |
|---|---|---|
| Upfront Tooling | Low ($) | High ($$$) |
| Per-Part Labor | High | Low |
| Material Cost | Lower (HCR) | Higher (LSR) |
| Maintenance | Simple | Complex |
Financial success in manufacturing depends on picking the tool that matches your expected production lifespan.
Key Takeaway: You should use compression molding for your “Minimum Viable Product” (MVP) and switch to LSR injection molding once you have validated the market and need to scale profitably.
Which Industries Rely on what is the difference between LSR injection molding and compression molding?
Medical and high-end electronics industries almost exclusively use LSR injection molding, while the automotive and heavy industrial sectors still utilize compression for large gaskets and seals. When exploring what is the difference between LSR injection molding and compression molding?, you see that industry standards often dictate the process.
Why do medical brands prefer injection molding?
Medical device manufacturers require the extreme purity and repeatability that only LSR can provide. The closed-loop injection process prevents contamination, which is vital for implants or items that come into contact with bodily fluids.
The reason is simple: medical parts often have micro-features that are impossible to produce with solid gum rubber. Additionally, the bio-compatibility of LSR is generally superior for long-term skin contact or internal use.
How are automotive gaskets typically produced?
While modern automotive sensors use LSR, many large structural gaskets and engine mounts are still produced via compression molding. These parts are often large and thick, making the lower cost of HCR material and compression tooling very attractive.
- Automotive: Gaskets, grommets, and vibration mounts.
- Medical: Valves, septums, and syringe tips.
- Consumer Goods: Kitchenware (spatulas) and baby bottle nipples.
- Electronics: Keypads and waterproof seals for smartphones.
Which method is best for high-end consumer electronics?
For consumer electronics, where a “soft-touch” feel and perfect aesthetics are required, injection molding is the clear winner. The precision allows for seamless integration with plastic housings and extremely responsive buttons.
Here is the deal: if you are making a waterproof seal for a premium smartwatch, you cannot afford the dimensional variance of compression molding. The seal must be perfect every time to protect the expensive internal components.
| Industry | Primary Method | Key Requirement |
|---|---|---|
| Medical | LSR Injection | Purity & Precision |
| Automotive | Mixed (Mostly Compression) | Durability & Cost |
| Electronics | LSR Injection | Aesthetics & Tolerance |
| Industrial | Compression | Volume & Material Weight |
Your industry’s specific regulatory environment and performance expectations will often make the molding choice for you.
Key Takeaway: You should align your molding process with your industry’s quality standards; don’t try to use compression for medical-grade precision or LSR for low-spec industrial “slugs.”
How Do You Choose the Right Molding Process for Your Needs?
Choosing the right process requires a balance between your part’s complexity, your total budget, and your required production volume. When you evaluate What is the difference between LSR injection molding and compression molding?, you must be honest about your long-term goals versus your immediate cash flow.
Should you prioritize production volume or part detail?
If your part has thin ribs, complex undercuts, or needs to be extremely small, you have to prioritize detail and choose injection molding. However, if your part is a simple square block, volume is your only consideration, and compression might be faster to start.
Why does this matter? Because over-engineering your production process can be just as expensive as under-engineering it. Don’t buy a Ferrari (LSR) if you only need to drive across the street (500 simple parts).
What is the impact of your budget on the final choice?
Your budget is not just the cost of the first 100 parts; it is the cost of the first year of production. A high upfront tool cost can be hard to swallow, but it is much cheaper than paying three full-time employees to trim flash for twelve months.
- Low Budget + Low Volume = Compression Molding.
- High Budget + High Volume = LSR Injection Molding.
- Tight Deadlines (Tooling) = Compression Molding.
- High Precision Requirements = LSR Injection Molding.
Does material waste influence your decision-making?
In compression molding, you often throw away 10-20% of your material in the form of flash. In LSR injection molding, especially with cold runner systems, waste can be reduced to nearly zero.
Wait, there is more: if you are using a very expensive specialty silicone (like fluorosilicone), the material savings from injection molding can actually pay for the more expensive tool very quickly. Always calculate the “landed cost” of the material in every finished part.
| Decision Factor | Choose Compression If… | Choose LSR Injection If… |
|---|---|---|
| Part Complexity | Simple, bulky | Complex, thin-walled |
| Total Units | Under 5,000 | Over 10,000 |
| Surface Finish | Standard | High-end / Class A |
| Material Cost | Cheap/Standard | Expensive/Specialty |
Making the right choice early saves you from the nightmare of switching processes in the middle of a product launch.
Key Takeaway: You should use a simple decision matrix: if the part is complex OR the volume is high, go with LSR; if the part is simple AND the volume is low, stay with compression.
Why Is Selecting the Correct Molding Method So Critical?
Selecting the wrong molding method can lead to product failure, excessive costs, and a poor user experience that damages your brand reputation. When you understand what is the difference between LSR injection molding and compression molding?, you realize that this decision is the foundation of your product’s success.

Can the wrong choice lead to product failure?
Yes, if you choose compression molding for a part that requires a high-pressure seal, the variability in flash thickness could lead to leaks in the field. Conversely, using LSR for a part that needs the physical strength of HCR (High Consistency Rubber) might result in a part that tears too easily.
Think about it: the manufacturing process changes the physical properties of the silicone. The way the molecules align during injection versus compression can affect the final part’s tensile strength and elongation.
How does molding affect the end-user experience?
The end-user may never see the mold, but they will feel the difference in the product’s quality. A part with rough, hand-trimmed edges looks “cheap” compared to the crisp, perfect lines of an injection-molded component.
- Aesthetics: LSR provides a cleaner, more premium look.
- Function: Tighter tolerances mean buttons click better and seals hold tighter.
- Reliability: Automated processes produce fewer “hidden” defects like internal air bubbles.
- Safety: For baby products or medical items, the purity of LSR is a major selling point.
What are the risks of choosing based only on price?
Choosing compression solely because the tooling is cheaper is a classic “penny wise, pound foolish” mistake. You might save $10,000 on the tool but end up spending $50,000 extra on labor and scrap over the next two years.
The bottom line is this: manufacturing is about risk management. The right molding process reduces your risk of delays, defects, and dissatisfied customers, which are the most expensive costs of all.
| Risk Category | Wrong Choice Impact | Correct Choice Benefit |
|---|---|---|
| Financial | Unexpected labor/scrap costs | Predictable, low unit costs |
| Quality | Inconsistent dimensions | High repeatability |
| Reputation | Field failures/leaks | Brand trust and safety |
| Timeline | Slower manual production | Rapid, scalable output |
The methodology you select today will dictate your operational reality for the next several years.
Key Takeaway: You must view the molding process as a strategic business decision, not just a technical one, as it directly impacts your long-term profitability and market positioning.
The choice between injection and compression molding is not a matter of one being “better” than the other, but rather which one is the perfect fit for your specific application. We have seen that while compression molding offers a low-cost entry for simple parts, LSR injection molding provides the precision and automation required for modern, high-volume industries. At Hualin Silicone, we specialize in helping you navigate these complex technical decisions to ensure your product hits the market with the highest quality and lowest possible cost. Whether you are developing a life-saving medical device or a high-durability automotive seal, we have the expertise and the machinery to bring your vision to life. To start your journey toward manufacturing excellence, contact us today for a comprehensive design review and quote. We don’t just mold silicone; we mold the future of your brand with precision, passion, and unparalleled industry insight.
*
FAQ Section
Can I use the same mold for both compression and injection molding?
No, because the two processes require completely different mold architectures and material feeding systems. A compression mold is an open cavity designed for a manual press, while an injection mold is a closed, complex system with runner gates and high-pressure seals designed for an injection machine.
What is the best way to reduce material waste in silicone molding?
You should choose LSR injection molding with a cold runner system if material waste is your primary concern. While compression molding inevitably creates “flash” waste during the squeezing process, a cold-runner LSR system keeps the material liquid in the distribution channels, allowing you to produce parts with almost zero scrap.
How do I know if my part design is too complex for compression molding?
Look for thin walls (under 0.8mm), deep narrow holes, or intricate surface textures that require perfect replication. If your design has these features, compression molding will likely result in “short shots” or air traps, meaning you must move to the high-pressure environment of LSR injection molding.
Is it possible to switch from compression to injection molding later?
Yes, but you must be prepared to completely redesign and re-purchase your tooling. Many companies start with compression molding to test the market and then reinvest in LSR injection molding once they have the volume to justify the $20,000+ investment in high-speed automated tools.
Which process is faster for getting my first prototypes?
Compression molding is generally faster for the very first physical parts because the molds are much simpler to machine. If you need a handful of parts in two weeks for a board meeting, a soft-tool compression mold is your fastest path to a physical sample.