
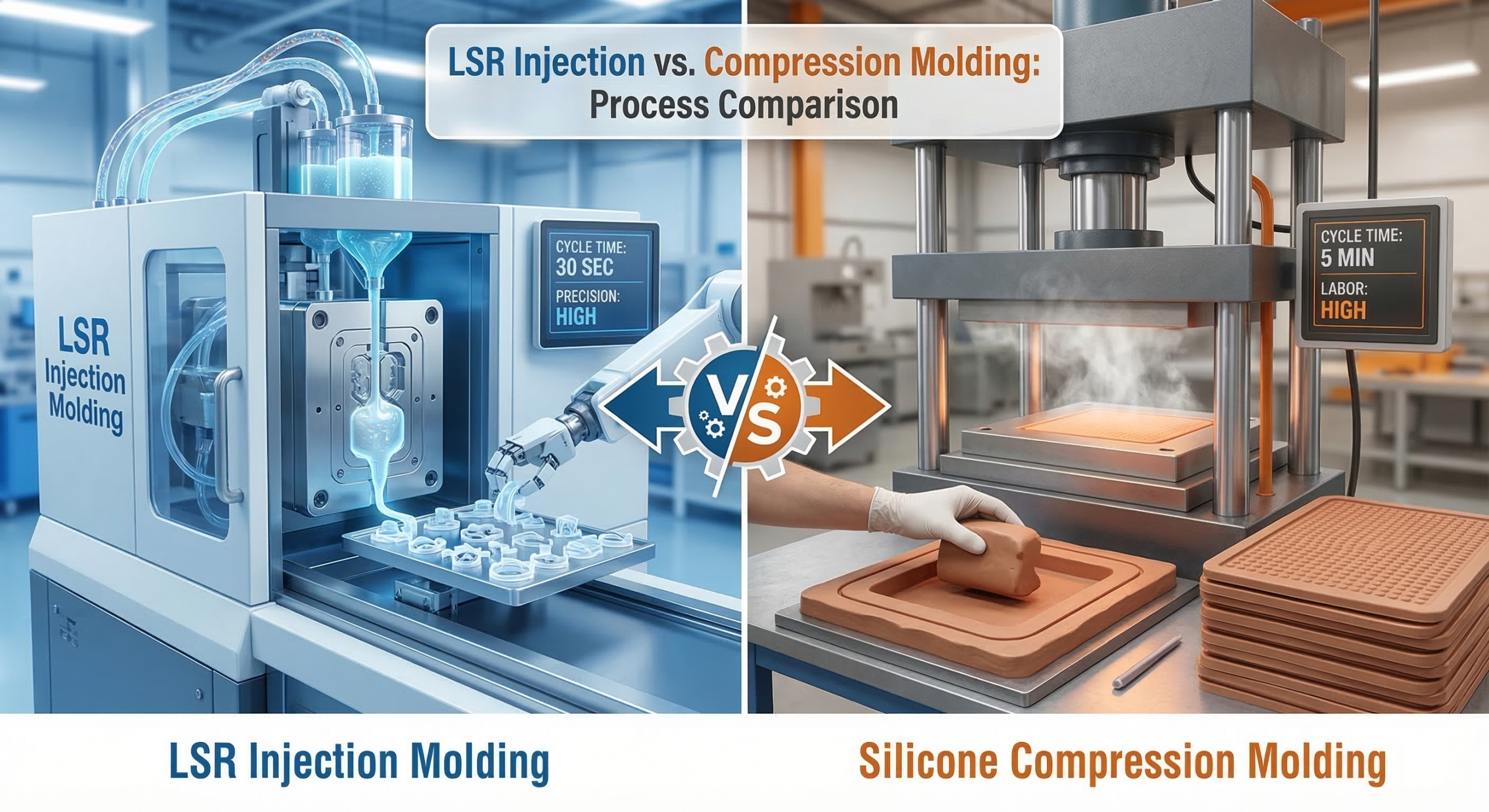
The primary difference is that LSR injection molding utilizes an automated, closed-loop system with liquid material for high-precision mass production, whereas silicone compression molding uses an open-mold process with solid pre-forms for simpler or larger parts. Selecting the wrong manufacturing method for your project can lead to significant financial loss and delayed market entry. You might find yourself struggling with inconsistent part quality or labor costs that completely destroy your profit margins. Understanding What is the difference between LSR injection molding and compression molding? is the only way to ensure your product succeeds in a competitive landscape.
What is the primary difference in material handling?
The most fundamental distinction lies in the physical state of the raw silicone and how it enters the mold cavity. In the injection process, liquid silicone rubber is pumped from drums through a mixing system directly into a sealed mold. Conversely, compression molding requires operators to manually place a “charge” of solid silicone into the open mold before it is closed and heated.
Knowing What is the difference between LSR injection molding and compression molding? helps you understand why LSR is preferred for cleanroom environments. The closed system prevents external contaminants from entering the material stream during production.
How does liquid delivery change the workflow?
Liquid silicone rubber (LSR) is a two-part platinum-cured material that remains in a liquid state until it reaches the heated mold. Because it is delivered via a pumping system, the process is almost entirely automated and requires very little manual intervention.
But that’s not all. The automation provides:
- Consistent material ratios.
- Reduced risk of human error.
- Enclosed systems for medical purity.
- Continuous operation capability.
What is the charge in compression molding?
Compression molding uses High Consistency Rubber (HCR), which is a solid, clay-like material that must be cut into specific weights called pre-forms. You must have a technician manually place these pre-forms into each cavity of the mold, which can lead to slight variations between cycles.
Here is the kicker:
- Pre-forms require precise weighing.
- Material exposure to air is higher.
- Manual placement adds significant time.
- Solid rubber is easier to pigment manually.
| Feature | LSR Injection Molding | Compression Molding |
|---|---|---|
| Material Form | Liquid (Two-part) | Solid (HCR) |
| Delivery Method | Automated Pump | Manual Placement |
| System Type | Closed / Enclosed | Open Mold |
Use this comparison to determine if your material purity requirements mandate a closed-loop injection system.
Key Takeaway: LSR injection molding uses an automated liquid system for purity, while compression molding relies on manual placement of solid rubber pre-forms.

How do production speeds and cycle times compare?
Production speed is where these two methods diverge most sharply for high-volume manufacturing needs. LSR injection molding is designed for speed, featuring rapid cure times and automated part ejection that keeps the machine running constantly. Compression molding generally involves much longer cycles because the thick, solid rubber takes longer to heat and cure through its cross-section.
If you are evaluating what is the difference between LSR injection molding and compression molding, look closely at your required monthly output. High-speed automation is the hallmark of the injection process, making it the king of efficiency.
Why are injection cycles so fast?
The liquid nature of LSR allows it to be injected into a very hot mold under high pressure, which triggers a near-instantaneous vulcanization. Most injection cycles are measured in seconds, and parts are often ejected automatically by air blasts or mechanical pins.
Believe it or not:
- Cycles can be as short as 30 seconds.
- No cooling time is required for the mold.
- Multi-cavity molds increase output exponentially.
- Minimal human downtime between shots.
Why does compression take longer?
Compression molding requires the mold to be opened, the parts removed, the flash cleaned, and new pre-forms loaded for every single cycle. The solid rubber also requires a longer “soak” time under heat and pressure to ensure the chemical bond is complete throughout the part.
It gets better:
- Cure times often exceed several minutes.
- Manual loading is a major bottleneck.
- Mold cleaning is required more frequently.
- Heat distribution is less efficient in solid rubber.
| Efficiency Metric | LSR Injection | Compression Molding |
|---|---|---|
| Typical Cycle Time | 30 – 90 Seconds | 3 – 10 Minutes |
| Automation Level | High | Low |
| Daily Output | High Volume | Low to Medium Volume |
Compare your delivery deadlines against these cycle times to see which process meets your supply chain velocity requirements.
Key Takeaway: Injection molding offers lightning-fast cycle times through automation, while compression molding is significantly slower due to manual steps and longer curing periods.
Which process offers superior dimensional precision?
Precision is the deciding factor for technical components used in the medical, automotive, and aerospace industries. LSR injection molding excels here because the material is injected into a closed, high-pressure environment that ensures every corner of the mold is perfectly filled. Because the mold is already clamped shut before injection, there is virtually no variation in part thickness.
When asking What is the difference between LSR injection molding and compression molding?, the answer usually points to the tolerance levels required for your design. Injection molding allows you to achieve much tighter specs than the traditional compression method.
Can you achieve tight tolerances?
Since the liquid material is forced into the cavity at high pressure, it can replicate incredibly fine details and micro-features. You can design parts with thin walls and complex internal geometries that would be impossible to produce with solid rubber.
Here is the deal:
- Tolerances can reach +/- 0.05mm.
- Flash is almost non-existent with good tooling.
- Wall thickness remains perfectly uniform.
- Fine textures are replicated accurately.
What are the precision limits of compression?
In compression molding, the material is placed into the cavity and then forced to flow as the mold closes, which can cause “shift” or uneven filling. The parting line (where the two halves of the mold meet) is often thicker and less consistent, leading to dimensional variations.
Think about it:
- Parting lines are usually prominent.
- Thickness can vary shot-to-shot.
- Complex internal ribs are difficult to fill.
- Post-processing is almost always required.
| Quality Aspect | LSR Injection | Compression Molding |
|---|---|---|
| Tolerance Range | Extremely Tight | Intermediate |
| Detail Replication | High (Micro-features) | Low to Medium |
| Parting Line Quality | Minimal/Clean | Thick/Heavy |
Review these precision metrics to ensure your part meets the functional requirements of its final assembly.
Key Takeaway: Injection molding is the gold standard for high-precision parts with tight tolerances, whereas compression molding is better suited for simpler shapes with looser requirements.
What is the impact on initial tooling investments?
The cost of entry varies wildly depending on which molding path you decide to take for your silicone project. Injection molding requires complex steel tools with intricate cold-runner systems and heating channels, which can cost tens of thousands of dollars. Compression tools are significantly simpler and cheaper, making them ideal for prototyping or low-volume production runs.
When considering what is the difference between LSR injection molding and compression molding, you must balance your upfront budget against your long-term production goals. High tooling costs are only justified if the volume is high enough to drive down the per-unit price.
Is the high-front cost worth it?
While the initial check you write for an injection mold might be painful, the tool is designed to last for hundreds of thousands—or even millions—of cycles. These tools are high-precision instruments made from hardened steel that can withstand the rigors of high-pressure liquid injection.
But wait, there’s more:
- Multi-cavity tools reduce per-part cost.
- Cold runner systems eliminate material waste.
- Tools are built for extreme longevity.
- Automation integration is built-in.
When is cheap tooling better?
Compression molds are essentially two plates of metal with cavities machined into them, lacking the complex nozzles and manifolds of injection tools. If you only need a few thousand parts, the savings on tooling often outweigh the higher labor costs associated with the process.
Here’s the catch:
- Fast turnaround for tool fabrication.
- Lower financial risk for new designs.
- Easier to modify or repair.
- Suitable for large-format components.
| Investment Factor | LSR Injection Tooling | Compression Tooling |
|---|---|---|
| Initial Cost | High ($$$$) | Low to Moderate ($$) |
| Lead Time | 6 – 10 Weeks | 2 – 4 Weeks |
| Lifespan | 500,000+ Cycles | 50,000 – 100,000 Cycles |
Evaluate your total project budget to decide if you should invest in high-volume tooling now or start with lower-cost compression molds.
Key Takeaway: Injection molding requires a heavy upfront investment in complex tooling for long-term savings, while compression molding offers a low-cost entry point for shorter runs.

How does labor intensity affect the unit cost?
The relationship between labor and unit price is perhaps the most critical financial metric for any B2B purchaser. Injection molding is a “set it and forget it” process where one operator can oversee multiple machines, drastically reducing the labor component of the price. Compression molding is a labor-heavy endeavor, requiring a dedicated person to load, unload, and trim parts for every press cycle.
Identifying What is the difference between LSR injection molding and compression molding? is essential when calculating your Return on Investment (ROI). Automation in the injection process eventually makes it the most cost-effective solution for high-volume orders.
How does automation save you money?
In a modern injection facility, robots often handle the removal and packaging of parts, leaving the technician to simply monitor the machine’s parameters. This lack of manual touchpoints means your per-unit cost remains stable even as your production volume scales to millions of units.
The bottom line is:
- Drastically lower cost per part at scale.
- Reduced risk of workplace injuries.
- 24/7 production is easily achievable.
- Uniform quality with zero human bias.
Why is compression more labor-expensive?
Each cavity in a compression mold must be hand-loaded with a pre-form, and after the cure, the operator must manually pull the parts from the tool. Furthermore, the “flash” or excess material that spills out of the mold must usually be hand-trimmed, adding another layer of expensive human labor.
Here is the kicker:
- High labor cost per unit produced.
- Productivity is limited by human speed.
- Secondary trimming adds extra steps.
- Inconsistency can lead to higher scrap rates.
| Cost Factor | LSR Injection Molding | Compression Molding |
|---|---|---|
| Labor Requirement | Minimal (Supervisory) | High (Active) |
| Unit Price (High Vol) | Very Low | High |
| Scalability | Excellent | Limited |
Analyze your labor-to-part ratio to determine at what volume it becomes more profitable to switch from compression to injection molding.
Key Takeaway: Injection molding minimizes labor costs through automation, making it ideal for large-scale production, whereas compression molding’s manual nature keeps unit costs high.
Which method produces less material waste?
Sustainability and material efficiency are becoming top priorities for modern manufacturing chains. LSR injection molding is a very clean process that uses cold runner systems to ensure that almost 100% of the material pumped into the machine ends up in the final part. Compression molding, by its very nature, requires an “overfill” of material to ensure the cavity is fully packed, resulting in significant waste.
When you look at what is the difference between LSR injection molding and compression molding, the “flash” factor is a major consideration. Injection molding is the clear winner for those looking to minimize their environmental footprint and material spend.
Is flash a major problem?
In the injection process, the mold is clamped shut with massive force before the material enters, creating a perfect seal. This prevents silicone from leaking out, resulting in “flashless” parts that require no secondary trimming or waste disposal.
You should know:
- Nearly zero scrap rate in production.
- Precise dosing prevents overfilling.
- No secondary trimming operations needed.
- Cleaner workspace and greener footprint.
Why does compression create more scrap?
To ensure a compression mold fills correctly, the operator must use a pre-form that is slightly larger than the final part. When the mold closes, this extra material is squeezed out into “overflow” grooves, creating a web of waste material that cannot be recycled once cured.
But that’s not all:
- Waste can account for 10-20% of material.
- Manual trimming produces irregular scrap.
- High material costs for expensive silicones.
- More time spent on waste management.
| Waste Comparison | LSR Injection | Compression Molding |
|---|---|---|
| Material Efficiency | 95% – 99% | 75% – 85% |
| Flash Level | Minimal to None | Heavy (Webbing) |
| Trimming Needed | Rarely | Almost Always |
Use these efficiency percentages to calculate the true cost of your raw materials across the entire production run.
Key Takeaway: Injection molding is a high-efficiency process with minimal waste, while compression molding generates significant scrap material that adds to the total cost.
When should you choose LSR injection molding?
There are specific scenarios where the injection process is the only logical choice for a professional engineering team. If your part has complex internal geometry, requires over-molding onto plastic or metal, or needs to be produced in the hundreds of thousands, LSR is the way to go. The ability to handle complex designs while maintaining surgical-grade purity makes it the favorite for the healthcare industry.
By understanding What is the difference between LSR injection molding and compression molding?, you can identify the “tipping point” where injection becomes necessary. Usually, this is driven by a combination of part complexity and volume requirements.
Which industries favor this method?
Medical device manufacturers almost exclusively use LSR injection molding for components like valves, seals, and catheters because of the material’s biocompatibility and the process’s cleanliness. The automotive industry also relies on it for high-precision gaskets and sensors that must withstand extreme environments.
Take a look:
- Medical (Cleanroom compliant).
- Infant care (Pacifiers and nipples).
- High-end electronics (Waterproof seals).
- Aerospace (Precision components).
When is it overkill?
While injection molding is powerful, it isn’t always the right answer for every project. If you are developing a simple, large silicone mat or a low-cost kitchen spatula with a short market life, the massive tooling investment of LSR might never be recovered.
Here is the deal:
- Not ideal for simple, flat parts.
- Over-engineered for low-volume consumer goods.
- Too expensive for large-format items.
- Unnecessary for loose-tolerance designs.
| Decision Matrix | Choose LSR Injection If: | Choose Compression If: |
|---|---|---|
| Volume | > 20,000 units/year | < 5,000 units/year |
| Complexity | High (Internal ribs/undercuts) | Low (Gaskets/Pads) |
| Quality | High-precision / Medical | Utility / Industrial |
Evaluate your industry standards and part complexity against this matrix to finalize your manufacturing strategy.
Key Takeaway: Choose injection molding for high-volume, high-precision, and complex parts; it is the standard for medical and high-tech industries.
Is silicone compression molding better for large parts?
Size often dictates the manufacturing method before you even consider the budget or the material. Compression molding machines are capable of handling massive molds for very large silicone components that would be physically impossible to fit into a standard injection molding press. For items like large-format industrial gaskets, baking mats, or heavy-duty machinery seals, compression is often the only viable option.
When analyzing what is the difference between LSR injection molding and compression molding, remember that injection machines have a limited “shot size” and clamping area. For oversized parts, the simplicity of the compression press becomes a massive advantage.
Are there size limitations?
Injection molding is generally limited to smaller, high-detail parts because the liquid material must travel through a runner system before it cures. In contrast, you can place a massive sheet of solid rubber into a compression press that spans several feet, ensuring the entire part is formed simultaneously.
It gets better:
- Better for oversized industrial seals.
- Ideal for large-area sheets or mats.
- Lower pressure allows for bigger molds.
- Easier to manage thermal expansion.
Is it better for thick-walled parts?
Solid rubber used in compression molding often handles “thick” sections better than liquid silicone, which can suffer from shrinkage or internal voids if the walls are too heavy. If your design requires a part that is several inches thick, the slow, steady heat of a compression cycle is often safer.
Think about it:
- Reduced risk of “sink marks.”
- More uniform curing for thick parts.
- Lower internal stresses in the material.
- Simpler to manage material flow.
| Size Factor | LSR Injection | Compression Molding |
|---|---|---|
| Max Part Size | Small to Medium | Large to Extra Large |
| Ideal Wall Thickness | Thin to Moderate | Moderate to Thick |
| Mold Size Capability | Limited by Press | Very High |
If your part exceeds the size of a standard laptop, you should strongly consider compression molding as your primary production method.
Key Takeaway: Compression molding is the superior choice for very large or thick-walled parts where injection molding’s size and flow limits become an obstacle.
How do cleanroom requirements differ between them?
For medical and food-grade products, the environment where the part is made is just as important as the part itself. LSR injection molding is a naturally “cleaner” process because the material travels through sealed pipes and into a closed mold, never touching the open air. Compression molding requires the mold to be open for long periods while an operator manually handles the material, introducing much higher risks of contamination.
Understanding What is the difference between LSR injection molding and compression molding? is vital for compliance in regulated industries. If your product requires FDA or ISO 13485 certification, the enclosed nature of the injection process provides a significant head start.
What about contamination risks?
In a compression setup, dust, hair, or skin oils can easily fall into the open mold or be transferred from the operator’s gloves to the pre-form. With injection molding, the raw liquid is sealed in drums and pumped directly into the machine, virtually eliminating human-introduced particulates.
Here is the deal:
- Automated ejection prevents hand contact.
- Sealed drums keep material sterile.
- Less airborne debris near the mold.
- Easier to maintain a Class 10,000 cleanroom.
Can compression be clean?
While it is possible to run compression molding in a cleanroom, it requires extreme discipline and constant monitoring of the operators. Every step, from cutting the solid rubber to placing it in the tool, represents a potential failure point for your purity standards.
But wait, there’s more:
- Requires intensive operator training.
- More frequent air filtration needed.
- Higher risk of batch rejection.
- Cleaning the mold takes more effort.
| Purity Metric | LSR Injection | Compression Molding |
|---|---|---|
| Contamination Risk | Extremely Low | Moderate to High |
| Human Interaction | Minimal | High |
| Cleanroom Suitability | Excellent | Challenging |
Match your cleanliness specifications to these process characteristics to avoid costly compliance failures and product recalls.
Key Takeaway: Injection molding is inherently cleaner and more suitable for medical-grade products, while compression molding requires rigorous controls to achieve similar purity levels.

Frequently Asked Questions
Can I use the same silicone for both processes?
No, these processes require different material chemistries. LSR injection molding uses a two-part liquid silicone that is platinum-cured, while compression molding uses a solid, high-consistency rubber (HCR) that can be either peroxide or platinum-cured. Each material has distinct physical properties and processing requirements.
What’s the best method for prototyping a new design?
Compression molding is generally the best choice for initial prototyping. This is because the tooling costs are significantly lower and the lead times for mold fabrication are shorter, allowing you to test several design iterations without a massive financial commitment. Once the design is finalized and volume increases, you can transition to injection molding.
Can compression molding make complex 3D shapes?
Yes, but with limitations. While it can produce relatively complex parts using multi-plate molds, it struggles with very deep cavities, thin internal ribs, or complex undercuts. If your design features intricate geometry that requires precise material flow, LSR injection molding is a much more reliable option.
Is silicone injection molding more eco-friendly?
Generally, yes. Because it uses cold-runner technology and high-pressure clamping, it produces almost zero waste material (flash). Compression molding requires overfilling the mold, which creates a large amount of scrap silicone that must be discarded, making it less efficient from a material sustainability standpoint.
How do I know when to switch from compression to injection?
The “tipping point” is usually determined by your annual volume. If you are producing more than 10,000 to 20,000 units per year, the labor savings and reduced unit price of injection molding will typically pay back the higher tooling cost within the first year of production.
*
Choosing the right silicone molding process is a strategic decision that impacts your product’s precision, purity, and ultimate profitability. Whether you need the high-speed automation of LSR injection molding or the large-scale simplicity of compression molding, Hualin Sili is here to guide your project from concept to reality. We solve your manufacturing headaches by providing expert design consultation, high-precision tooling, and scalable production solutions tailored to your industry’s specific needs. Our vision is to be the world’s most trusted partner for custom silicone solutions, driving innovation through technical excellence and unwavering quality standards. To see how we can bring your next silicone project to life, contact us today for a comprehensive consultation and quote.