
Liquid Silicone Rubber (LSR) excels over compression molding because it offers unmatched precision, automated efficiency, and significantly faster cycle times for high-volume production. You may find yourself struggling with inconsistent part dimensions or excessive material waste when using traditional methods. These inefficiencies agitate your production schedule and inflate long-term costs, making the manufacturing process a constant source of stress. Why is liquid silicone rubber (LSR) tooling so expensive? is a question that many engineers ask before realizing that the initial investment in LSR technology is the key solution to achieving superior part quality and market speed.
What makes LSR different from compression molding?
LSR differs from compression molding by utilizing a closed-loop injection system rather than manually placing raw material into an open cavity. This fundamental shift in processing allows for a much higher degree of repeatability and control over the final product. Many procurement teams wonder Why is liquid silicone rubber (LSR) tooling so expensive? when comparing these two distinct manufacturing routes.
The injection molding advantage
Liquid injection molding relies on a sophisticated delivery system that mixes two components before injecting them into the mold. This ensures that every part produced is chemically identical and structurally sound.
- Metered mixing of components
- Cold runner system capability
- Reduced risk of air entrapment
Here is the truth:
While compression molding relies on a “pre-form” of solid rubber, LSR flows like a liquid, reaching every corner of the mold with ease.
Comparing the manual vs. automated approach
Compression molding is largely a manual process that involves significant operator interaction at every step. In contrast, LSR is designed for a “lights-out” manufacturing environment where the machine handles the heavy lifting.
Key Takeaway: The primary difference lies in the transition from a manual, open-cavity process to an automated, closed-injection system.
| Feature | LSR Injection | Compression Molding |
|---|---|---|
| Feeding | Automated Metering | Manual Pre-forms |
| Curing Speed | Very Fast | Slow to Moderate |
| Material State | Liquid (2-Part) | Solid (Gum Stock) |
Selecting the right process depends entirely on your specific volume and precision requirements.

How does LSR achieve superior precision?
LSR achieves superior precision through its low viscosity, which allows it to flow effortlessly into complex geometries and thin-walled sections. This fluidity ensures that even the most intricate details of the tool are captured without the need for excessive pressure. You might still be asking yourself, Why is liquid silicone rubber (LSR) tooling so expensive?
Flowing into complex cavities
Because LSR is a liquid, it can fill cavities that are only a few millimeters wide with perfect consistency. This eliminates the “knit lines” or “short shots” often seen in high-viscosity compression processes.
- High reproduction of tool surface
- Minimal pressure drops in the cavity
- Perfect for micro-molding applications
The best part?
You can design parts with much tighter tolerances than traditional methods ever allowed.
Minimizing flash and defects
The closed-loop nature of the injection process means that the material is kept under constant pressure during the curing phase. This significantly reduces the occurrence of flash, which is the excess material that spills out of the mold.
Key Takeaway: Precision is a byproduct of the material’s liquid state and the highly controlled injection parameters.
| Precision Metric | LSR Capability | Compression Capability |
|---|---|---|
| Tolerance | +/- 0.05mm | +/- 0.15mm |
| Detail Capture | High | Moderate |
| Flash Control | Minimal | High |
Achieving these tight tolerances is what sets high-end manufacturers apart in a crowded market.
Why is LSR more stable across temperatures?
LSR provides exceptional thermal stability because it is a thermosetting polymer that maintains its mechanical properties from -60°C to over 200°C. This makes it an ideal choice for automotive and aerospace components that face extreme environmental shifts. Even with these benefits, the question remains: Why is liquid silicone rubber (LSR) tooling so expensive?
Endurance in extreme heat and cold
Unlike many thermoplastics that soften when heated, LSR remains flexible and durable even at the top end of its temperature range. It does not become brittle in freezing temperatures, ensuring long-term reliability in the field.
- Low compression set at high heat
- Maintains flexibility in sub-zero zones
- Chemical resistance remains constant
But wait, there is more:
The material’s chemical structure prevents it from degrading when exposed to UV light or ozone, further enhancing its stability.
Material flexibility vs. thermoplastics
While traditional elastomers might lose their shape under stress, LSR acts as a high-performance bridge between soft plastics and hard rubber. It provides a tactile feel that remains consistent regardless of the ambient temperature.
Key Takeaway: The chemical backbone of LSR ensures that parts perform reliably in the most demanding thermal environments.
| Thermal Property | LSR Performance | Compression Rubber |
|---|---|---|
| Max Service Temp | 200°C+ | ~150°C |
| Low Temp Flex | -60°C | -30°C |
| UV Resistance | Excellent | Variable |
Relying on material stability allows you to guarantee the lifespan of your products in global markets.
How does LSR reduce production cycle times?
LSR reduces cycle times by utilizing high-heat molds and rapid-curing chemistry that allows parts to solidify in seconds rather than minutes. In the world of high-volume manufacturing, time is quite literally money. If you are wondering Why is liquid silicone rubber (LSR) tooling so expensive?, the answer often lies in the engineering required to handle these high speeds.
Rapid curing chemistry
The addition-cure system used in LSR is triggered by heat, leading to an almost instantaneous cross-linking of the polymer chains. This allows for rapid ejection of the parts, keeping the mold open for the shortest time possible.
- Cure times under 30 seconds
- No post-cure required for most parts
- Immediate part handling possible
It gets better:
Faster cycles mean you can produce more parts per hour on a single machine, effectively lowering your cost per piece.
Automated mixing and delivery
The material is mixed and delivered through a cold runner system that keeps the silicone cool until it enters the hot cavity. This prevents premature curing and ensures that the cycle is never interrupted by material clogs.
Key Takeaway: Cycle time reduction is the single most important factor for maximizing ROI in large-scale projects.
| Efficiency Metric | LSR Speed | Compression Speed |
|---|---|---|
| Typical Cycle Time | 20-60 Seconds | 3-10 Minutes |
| Setup Time | Moderate | Fast |
| Parts Per Hour | High | Low |
Speed and efficiency are the primary drivers for companies moving away from manual molding techniques.

Can automation improve manufacturing reliability?
Automation improves reliability by removing the variability of human intervention, ensuring that every cycle is identical to the last. This consistency is vital for industries like medical and automotive, where a single defective part can have catastrophic consequences. Many engineers find themselves asking Why is liquid silicone rubber (LSR) tooling so expensive? when they see the complexity of automated ejection systems.
Reducing human error on the line
In a manual compression process, the operator must weigh the material and place it perfectly in the cavity. Any slight deviation in placement or weight results in a rejected part, but LSR automation eliminates this risk entirely.
- Robotic part removal
- Automated pressure monitoring
- Self-correcting injection units
Think about it:
A machine never gets tired and never forgets to check the temperature of the mold.
High repeatability for millions of parts
When you are scaling production to millions of units, repeatability is your best friend. LSR machines are built to run 24/7 with minimal oversight, maintaining the exact same tolerances on part number one million as they did on part number one.
Key Takeaway: Automation transforms manufacturing from a craft into a repeatable, scientific process that minimizes risk.
| Reliability Factor | Automated LSR | Manual Compression |
|---|---|---|
| Error Rate | Near Zero | Moderate |
| Labor Dependency | Low | High |
| Batch Consistency | Excellent | Variable |
Consistency in production is the foundation of building a brand that customers can trust.
How does LSR molding minimize material waste?
LSR molding minimizes waste by using a closed injection system and cold runners that keep the material in the delivery system from curing. This means that only the material used to form the part is actually cured and removed from the machine. You might still wonder Why is liquid silicone rubber (LSR) tooling so expensive?, but the savings in raw material often pay for the tool over time.
Advantages of a closed injection system
Because the material is held in sealed drums and mixed on-demand, there is no chance for contamination or environmental exposure. The precise metering pumps ensure that only the exact volume needed for each shot is used.
- Flash-less molding technology
- No material “pre-forms” needed
- Minimal runner waste
Here is the truth:
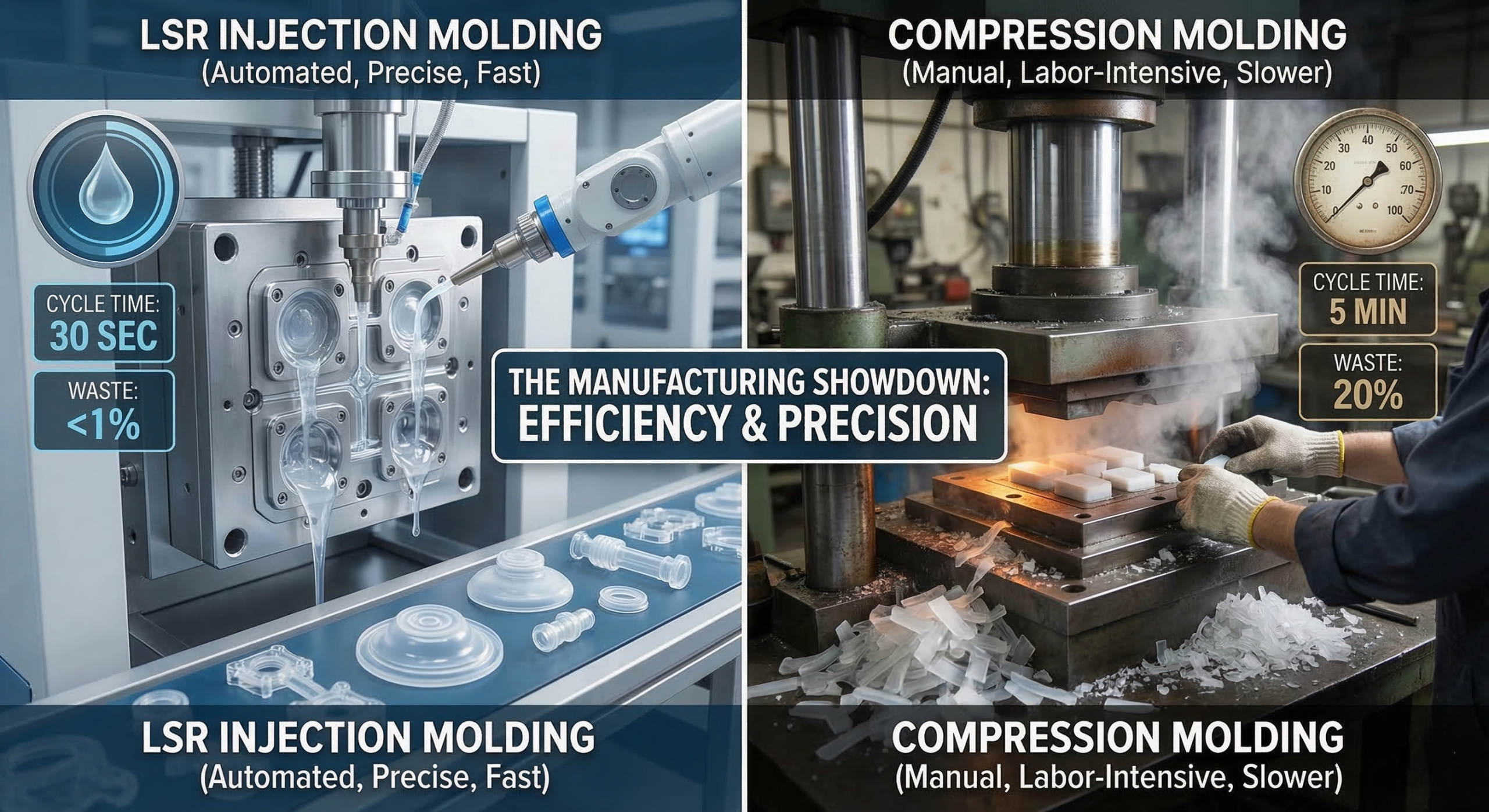
Compression molding often generates up to 20% waste in the form of overflow and flash, whereas LSR waste can be less than 1%.
Sustainable recycling options
While cured silicone is difficult to recycle back into new silicone parts, the minimal waste of the LSR process makes it a much greener choice. By reducing the initial volume of scrap, you are lowering the overall environmental footprint of your supply chain.
Key Takeaway: Waste reduction is a direct result of precise metering and the ability to keep the delivery system cool.
| Waste Metric | LSR System | Compression System |
|---|---|---|
| Flash Generation | < 1% | 10-25% |
| Scrap Rate | Very Low | Moderate |
| Material Savings | High | Low |
Reducing waste is not just good for the planet; it is essential for maintaining a competitive edge.
What design complexities can LSR handle?
LSR can handle extreme design complexities, including thin-walled structures, undercut features, and overmolded assemblies that would be impossible with solid rubber. This versatility allows engineers to push the boundaries of what a silicone part can do. Before you start your next complex design, you might ask Why is liquid silicone rubber (LSR) tooling so expensive? when faced with a multi-plate tool design.
Molding thin walls and details
The high flow rate of LSR allows it to fill sections as thin as 0.25mm without tearing or failing to fill. This is critical for acoustic ear tips and sensitive medical diaphragms that require high flexibility.
- Intricate surface textures
- Integrated sealing beads
- Micro-features and holes
Imagine this:
A single LSR part can replace a multi-component assembly, reducing your inventory and assembly costs.
Versatility from gaskets to keypads
LSR is equally comfortable producing soft, squishy gaskets and tactile, high-rebound keypads. The ability to adjust the shore hardness during the material selection phase gives you total control over the physical feedback of the part.
Key Takeaway: Complex designs are made possible by the liquid state of the material and the high-precision nature of the molds.
| Design Feature | LSR Capability | Compression Capability |
|---|---|---|
| Wall Thickness | 0.25mm+ | 1.0mm+ |
| Overmolding | Excellent | Limited |
| Undercuts | Handled via Robots | Requires Manual Pull |
Pushing design limits is easier when your manufacturing process is built for complexity.

Why is liquid silicone rubber (LSR) tooling so expensive?
LSR tooling is expensive because it requires high-grade stainless steel, complex heating and cooling circuits, and incredibly tight machining tolerances. These tools are not just molds; they are precision instruments designed to operate millions of times without failure. When you ask Why is liquid silicone rubber (LSR) tooling so expensive?, you are really asking about the cost of long-term reliability.
High-precision engineering requirements
An LSR mold must be air-tight to prevent the liquid material from leaking, yet it must also incorporate specialized venting to allow air to escape. This dual requirement demands a level of craftsmanship far beyond standard rubber molds.
- Hardened stainless steel plates
- Valve gate systems for flashless parts
- Integrated thermal isolation
Here is the reality:
Cutting corners on the tool will result in endless production delays and high scrap rates later on.
Assessing long-term ROI vs. investment
While a compression mold might cost a few thousand dollars, an LSR tool can easily reach tens of thousands. However, when you factor in the labor savings and the speed of production, the “per part” cost of LSR is usually much lower at scale.
Key Takeaway: The high upfront cost of LSR tooling is an investment in automated efficiency and part-to-part consistency.
| Tooling Aspect | LSR Tooling | Compression Tooling |
|---|---|---|
| Material | Stainless Steel | P20 or Mild Steel |
| Complexity | High (Heating/Cooling) | Low (Basic Cavity) |
| Life Expectancy | Millions of Cycles | Thousands of Cycles |
Smart manufacturers look past the initial price tag to see the total cost of ownership.
Is compression molding more labor-intensive?
Compression molding is significantly more labor-intensive because it requires a human operator to physically interact with the machine during every single cycle. This reliance on manual labor makes the process difficult to scale and prone to human error. You might ask Why is liquid silicone rubber (LSR) tooling so expensive? while realizing that paying for automation upfront saves you thousands in labor costs later.
Challenges of manual material loading
The operator must manually place the “slug” of rubber into the cavity, often while the mold is still hot. This creates safety risks and leads to inconsistencies in how the material flows and cures.
- Variable loading times
- Inconsistent part weight
- Higher risk of operator injury
The result?
Your production capacity is limited by how many people you can hire and train, rather than the speed of your machines.
How manual handling affects consistency
Even the best operator will make mistakes over an eight-hour shift. A slight delay in closing the mold or a piece of lint falling into the cavity can ruin an entire batch of parts, leading to high rejection rates.
Key Takeaway: Labor intensity is the “hidden cost” of compression molding that often makes it more expensive than LSR in the long run.
| Labor Factor | LSR Process | Compression Process |
|---|---|---|
| Operator Attention | Minimal (1 per 10 machines) | Constant (1 per machine) |
| Skill Required | High (Setup) / Low (Run) | Moderate (Continuous) |
| Scale Potential | Unlimited | Labor-Constrained |
Moving toward a less labor-dependent process is the only way to truly scale your business.

Which process is better for high-volume scaling?
LSR is the clear winner for high-volume scaling due to its speed, automation, and ability to run for extended periods with minimal downtime. If you are planning to produce hundreds of thousands or millions of parts, there is no substitute for the injection molding process. You might still be curious, Why is liquid silicone rubber (LSR) tooling so expensive?, but at scale, the tooling cost becomes a negligible fraction of the total project.
Transitioning from prototype to mass production
While compression molding is great for making ten or twenty prototypes quickly, it often fails when you need to move into mass production. LSR allows you to take your validated design and ramp up to full speed almost instantly.
- Scalable multi-cavity tools
- Consistent material supply
- Global manufacturing compatibility
But there is a catch:
You must ensure your design is fully optimized for injection molding before you cut the steel for the final tool.
Why LSR wins for large-scale manufacturing
In a large-scale environment, the ability to produce parts every 30 seconds without a person touching the machine is the ultimate competitive advantage. It allows for predictable lead times and rock-solid quality levels.
Key Takeaway: High-volume scaling requires the industrial-grade consistency that only LSR injection molding can provide.
| Scaling Metric | LSR Suitability | Compression Suitability |
|---|---|---|
| Annual Volume | 50,000 to 1M+ | 1,000 to 10,000 |
| Lead Time Speed | Fast (Post-Tooling) | Slow (Due to Labor) |
| Cost Per Unit | Low (at High Volume) | High (due to Labor/Waste) |
Choosing the right process early in the development cycle is the most important decision an engineer can make.
*
Summary and Conclusion
This article has explored the critical differences between Liquid Silicone Rubber (LSR) and traditional compression molding, highlighting why LSR is the superior choice for modern engineering projects. We solved the problem of choosing between these two methods by analyzing precision, temperature stability, cycle times, and automation. We also addressed the common concern: “Why is liquid silicone rubber (LSR) tooling so expensive?” by explaining the long-term ROI of high-precision tools.
If you are ready to elevate your product quality and streamline your supply chain, we are here to help. Our team of experts can guide you through the transition from prototype to mass production, ensuring your designs are fully optimized for the LSR process. Please feel free to contact us today to start your journey toward manufacturing excellence. We believe that precision is not just a requirement; it is a vision for a more reliable and efficient future in silicone manufacturing.
*
Frequently Asked Questions
Can I switch my current design from compression to LSR?
Absolutely, though you must redesign the mold for an injection system. The transition is highly recommended for high-volume projects because the improvements in part consistency and the reduction in labor costs usually pay for the new tooling within the first year.
What is the best material for medical-grade silicone seals?
Liquid Silicone Rubber (LSR) is the gold standard for medical applications. It offers high purity, biocompatibility, and can be manufactured in a completely automated, sterile environment that minimizes the risk of human contamination.
Can I use LSR for overmolding onto plastic substrates?
Yes, LSR is exceptionally well-suited for overmolding and insert molding. Because it is a liquid, it can be injected at lower pressures than traditional rubber, which prevents the underlying plastic substrate from deforming or melting during the process.
What is the best way to reduce the unit cost of silicone parts?
The most effective way is to maximize your production volume using LSR. While the initial tooling costs more, the drastically lower cycle times, reduced material waste, and lack of manual labor make the cost per unit significantly cheaper than compression molding at scale.
How do I know if my part design is too complex for LSR?
Very few designs are “too complex” for LSR, as the material can fill thin walls and intricate details. However, the best way to verify this is to perform a DFM (Design for Manufacturability) review with an experienced molding partner who can identify potential issues before tooling begins.