

Cost-effective B2B silicone overmolding involves strategies like two-shot injection and standardized tooling reducing production expenses while maintaining part quality. You likely face tight budgets and strict defect limits when manufacturing multi-material components. Reworking faulty seals drains your profits. A reliable Silicone Overmolding strategy provides a permanent fix for these leaks and assembly headaches. As a certified facility with decades of precision molding experience, we bring you proven methods reducing waste.
1. What Is Two-Shot Silicone Overmolding?
Two-shot Silicone Overmolding remains an automated method injecting a rigid substrate and liquid rubber layer into one exact mold sequence. This approach stops workers needing to move unfinished goods manually between different processing machines. You get a tightly bonded part right out of your press without any extra gluing steps. It saves immense labor time while cutting down on part alignment errors.
How Does Two-Shot Processing Work?
Machines initially shape your plastic skeleton. Next, an inner mold plate rotates, applying liquid rubber directly onto hot plastic.
- Reduces transfer times between assembly stations.
- Increases bond strength between different layers.
- Lowers surface contamination risks drastically.
Here’s the deal: skipping secondary gluing phases slashes overhead heavily, clearing up your factory floor.
| Feature | Traditional Molding | Two-Shot Method |
| Setup Steps | Multiple | Single |
| Bonding | Adhesive required | Chemical bond |
| Speed | Slow | Fast |
This table shows a clear reduction in process steps when using two-shot methods.
Key Takeaway: Two-shot integration shrinks your assembly footprint, yielding stronger components instantly.
2. How Does Insert Silicone Overmolding Save Money?
Insert Silicone Overmolding saves money by eliminating needs for post-molding fasteners during product assembly. Workers place pre-formed metal pieces into a cavity before heavy steel presses close. Hot liquid rubber flows around these pieces, locking them firmly in place permanently. You avoid buying expensive screws, industrial glues, and extra holding fixtures.

What Makes Insert Processing Efficient?
Using pre-made inserts allows combining structural rigidity with soft sealing properties inside one fast cycle. Your core component cures already, meaning presses only need time vulcanizing outer rubber shells.
- Lowers hardware inventory requirements significantly.
- Prevents loosening of internal parts over time.
- Allows utilizing standardized metal blanks.
What’s the real story? Line operators spend zero time turning screws because heavy machinery handles integration automatically.
| Cost Factor | Separate Assembly | Insert Processing |
| Fasteners | High | None |
| Labor Time | High | Low |
| Tooling Wear | Moderate | Moderate |
These figures outline direct financial relief gained from ditching mechanical fasteners completely.
Key Takeaway: Pre-loading inserts directly into your tool removes entire workstations from facility floors.
3. Why Use LSR Silicone Overmolding For Medical Parts?
Using LSR Silicone Overmolding for medical parts secures biocompatibility, creating completely sterile seals without relying on chemical adhesives. Liquid rubber naturally resists bacteria growth, withstanding harsh hospital sterilization methods like autoclaving. You need components that never degrade when exposed to human tissue or cleaning fluids. This process physically fuses hypoallergenic rubber directly onto rigid plastics like polycarbonate.
Are Medical Grade Materials Hard To Bond?
Achieving solid bonds between medical plastics and rubber requires highly precise temperature controls alongside self-adhesive material grades. You must maintain cleanroom environments preventing particulate contamination during sensitive bonding phases.
- Secures compliance regarding strict global health regulations.
- Provides a seamless, easy-to-clean product surface.
- Withstands repeated harsh hospital sterilization cycles.
Ready for the good part? Using self-bonding liquid rubber removes needs for toxic primers altogether.
| Requirement | Glued Assembly | LSR Integration |
| Biocompatibility | Risk of failure | High |
| Sterilization | Degrades glue | Highly durable |
| Cleanability | Traps dirt | Seamless |
This breakdown proves how liquid injection methods drastically outlast glued medical devices.
Key Takeaway: Liquid rubber fusion gives you a medical device passing compliance audits faster.
4. Can Co-Molding With Silicone Overmolding Cut Assembly?
Co-molding with Silicone Overmolding cuts assembly times by processing multiple materials simultaneously through synchronized industrial injection units. You form rigid bases and soft outer grips inside one uninterrupted manufacturing cycle. This eliminates holding areas where unfinished parts wait for their next production stage. Your factory clears out bottlenecks, shipping finished goods much faster.

How Do Synchronized Tools Work?
Your tool features moving cores shifting substrates directly into next injection zones. Systems keep primary materials warm, promoting much stronger chemical cross-linking with soft rubber.
- Reduces work-in-progress inventory drastically.
- Eliminates staging and storage space needs.
- Cuts down manual handling damage.
This is where it gets interesting: synchronizing these machines drops per-part cycle times by nearly half.
| Metric | Sequential Steps | Co-Molding |
| Cycle Time | 60 seconds | 35 seconds |
| Floor Space | Two machines | One machine |
| Defect Rate | 5% | 1% |
Data highlights a massive drop regarding both cycle time and physical footprint requirements.
Key Takeaway: Synchronized injection systems compress your timeline from raw plastic toward fully finished items.
5. How Do Standard Molds Lower Silicone Overmolding Fees?
Standard molds lower Silicone Overmolding fees by using interchangeable cavity inserts instead of building entirely new bases for every project. Heavy exterior steel frames remain exactly identical across multiple different product lines. You only pay for custom inner pieces shaping your specific geometric design. This modular strategy cuts initial tooling investments down heavily.
Why Are Modular Tools Favorable?
Creating massive exterior steel blocks accounts for large portions of traditional machining costs. Keeping universal frames on hand means workshops get straight cutting your specific geometry immediately.
- Slashes initial financial barriers for new products.
- Speeds up tooling delivery schedules.
- Simplifies routine maintenance and rapid repairs.
Think about it: you get custom parts at fractions of heavy engineering prices.
| Tooling Element | Custom Base | Modular Base |
| Lead Time | 8 weeks | 3 weeks |
| Base Cost | Very High | Reused |
| Insert Cost | Standard | Standard |
Reviewing this comparison reveals why modular setups save weeks of waiting before mass production begins.
Key Takeaway: Utilizing universal mold bases lets you launch new designs without draining capital.
6. What Are Best Material Pairings In Silicone Overmolding?
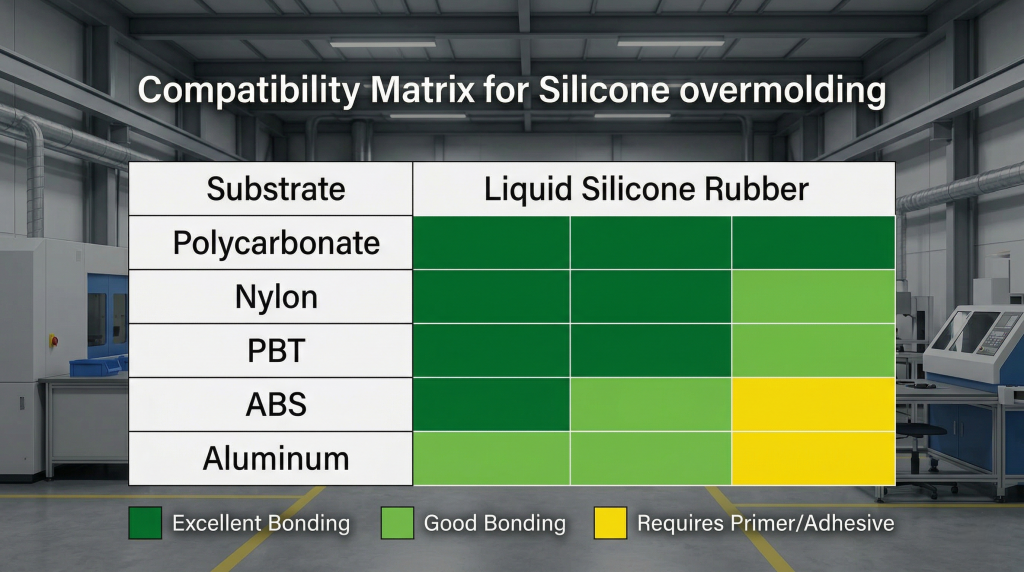
Best material pairings in Silicone Overmolding involve matching melting temperatures of rigid plastics with curing heat from rubber. Polycarbonate and Nylon serve as excellent substrates because they withstand high heat required for vulcanizing rubber layers. You cannot use low-temperature plastics like standard PVC, as they melt inside hot tools. Selecting self-adhesive rubber grades creates a permanent chemical lock with these sturdy plastics.
How Do You Verify Material Compatibility?
Engineers test different polymer blends verifying they react well under immense pressure and intense heat. They look for plastics that will not warp when hot liquid rubber hits rigid surfaces.
- Polycarbonate offers extreme impact resistance.
- Nylon provides exceptionally high structural strength.
- PBT handles electrical components incredibly well.
Let that sink in: picking correct plastics from day one prevents catastrophic warping during trial runs.
| Substrate | Heat Resistance | Bonding Quality |
| Polycarbonate | High | Excellent |
| Nylon (PA) | Very High | Excellent |
| Standard PVC | Low | Poor |
This matrix identifies top plastics capable of surviving intense vulcanization heat safely.
Key Takeaway: Always pair high-heat plastics alongside your rubber, guaranteeing structural integrity and strong chemical bonds.
7. Does Automated Silicone Overmolding Increase Daily Output?
Automated Silicone Overmolding increases daily output by using robotic arms loading substrates and extracting finished parts without human fatigue. Machines run continuously through shifts, keeping cycle times incredibly consistent and predictable. You never worry about operators slowing down or taking breaks during peak demand periods. Robots place inserts with perfect alignment every single time, drastically reducing scrap rates.

Are Robots Necessary For High Volume?
Manual loading becomes a severe bottleneck when you need hundreds of thousands of units per week. Robotic systems handle delicate placement inside hot tools much safer than human hands.
- Maintains a perfectly stable machine cycle rhythm.
- Keeps your workers safe from hot metal tools.
- Operates unattended efficiently during night shifts.
It boils down to this: automation turns standard workshops into non-stop output engines.
| Output Factor | Manual Operation | Automated System |
| Units Per Hour | 200 | 450 |
| Placement Error | 3% | <0.1% |
| Shift Length | 8 Hours | 24 Hours |
These metrics demonstrate sheer volume advantages gained from switching toward robotic material handlers.
Key Takeaway: Investing in automated loaders guarantees steady, predictable supply chains for highest demand products.
8. Why Is Flash-Free Silicone Overmolding More Profitable?
Flash-free Silicone Overmolding proves more profitable because it entirely removes needs for workers manually trimming excess rubber from finished parts. Flash occurs when liquid rubber seeps into tiny gaps between mold plates during high-pressure injection. You spend heavy labor costs paying people cutting away ugly edges with scissors. Precision-machined tools close tightly enough, stopping seepage and giving you perfect products instantly.
How Do Factories Prevent Flash?
Machinists use high-end equipment, like slow-speed wire cutting, making mold plates fit together seamlessly. They control injection pressures tightly so liquid rubber does not force heavy plates apart.
- Stops waste of expensive raw materials.
- Improves visual aesthetic quality of items.
- Bypasses tedious manual trimming phases completely.
Here’s the bottom line: zero flash means zero secondary labor, keeping profit margins intact.
| Defect Type | Standard Tooling | Precision Tooling |
| Flash Trimming | Required | Zero |
| Material Waste | 5% | <1% |
| Edge Quality | Variable | Perfect |
This table illustrates how eliminating flash saves both raw material and secondary labor expenses.
Key Takeaway: Upgrading toward precision tools stops material leakage, delivering pristine, ready-to-ship products.
9. Can Multi-Cavity Silicone Overmolding Scale Production?
Multi-cavity Silicone Overmolding scales production by creating dozens or even hundreds of identical parts inside one machine cycle. Instead of injecting one piece per cycle, runner systems distribute liquid rubber toward multiple identical shapes simultaneously. You meet massive retail orders without needing immediate purchases of additional injection presses. This approach drastically lowers amortized machine costs for every unit produced.
What Are Limits Of Cavity Scaling?
Adding more cavities requires larger machines providing enough clamping force holding massive tools closed. Engineering teams must balance runner systems perfectly so every single slot fills at exact same speeds.
- Multiplies output without adding more floor space.
- Reduces machine time billed per individual part.
- Works ideally for small, high-volume consumables.
You might be wondering: perfectly balanced tools guarantee furthest cavities receive same pressure as closest ones.
| Cavity Count | Cycle Time | Parts Per Hour |
| 4-Cavity | 40 seconds | 360 |
| 16-Cavity | 45 seconds | 1,280 |
| 32-Cavity | 48 seconds | 2,400 |
Scaling numbers show how slightly longer cycle times yield exponentially higher hourly outputs.
Key Takeaway: Expanding your tool layout allows dominating high-volume markets utilizing extremely low piece prices.
10. How Does Design Refinement Aid Silicone Overmolding?
Design refinement aids Silicone Overmolding by preventing manufacturing defects before initial pieces of steel get cut. Engineers analyze 3D models adjusting wall thicknesses, draft angles, and gating locations for smooth material flow. You avoid expensive tool modifications because virtual simulations catch air traps and weak bonding spots early. Creating highly manufacturable designs means liquid rubber fills cavities evenly, curing without warping.
What Are Common Design Fixes?
Adding mechanical interlocks onto plastic substrates gives rubber physical anchor points, boosting chemical bond strengths. Designers eliminate sharp internal corners where air likes getting trapped during rapid injection.
- Mechanical locks prevent peeling exterior edges.
- Smooth transitions help thick liquids flow.
- Uniform walls prevent ugly surface sink marks.
Here’s a quick tip: designing intentional grooves inside rigid parts makes rubber grip infinitely stronger.
| Design Feature | Poor Practice | Optimized Practice |
| Corners | Sharp | Radiused |
| Wall Thickness | Variable | Uniform |
| Bonding Area | Flat | Grooved/Interlocked |
Implementing these design rules prevents common molding failures, guaranteeing durable final assemblies.
Key Takeaway: Taking time refining CAD files upfront saves thousands in delayed launches and broken tools.
Final Thoughts
We covered how upgrading production lines with advanced integration techniques stops assembly delays and slashes overhead fees. You no longer tolerate leaking seals, loose fasteners, or slow manual gluing stations. Our factory supplies robotic automation and modular tooling required turning complex designs into flawless, ready-to-ship components. We believe world-class manufacturing should remain accessible, seamless, and highly profitable for every ambitious brand. If you want stopping wasted capital on rework and start scaling output rapidly, contact us today discussing your next project.
FAQ
Q1: Can I use any plastic substrate for molding?
No, you cannot. You must select high-heat resistant plastics like polycarbonate or nylon because hot vulcanization processes melt standard materials.
Q2: What’s the best way to stop flash defects?
Precision machining remains an absolute best solution. Tight-fitting mold plates prevent liquid materials leaking under high pressure, entirely eliminating extra trimming work.
Q3: How do I know if multi-cavity tooling fits my needs?
Review your annual volume targets carefully. If you need hundreds of thousands of parts yearly, the upfront cost of a larger tool pays off rapidly.
Q4: Can I combine metal and liquid rubber directly?
Yes, absolutely. You load the metal inserts directly into the press, allowing liquid materials encapsulating and locking the metal into place permanently.
Q5: What’s the best method to speed up part assembly?
Co-molding is the fastest path available. Running both materials through a synchronized tool cuts out secondary gluing stages and clears up your factory floor.