
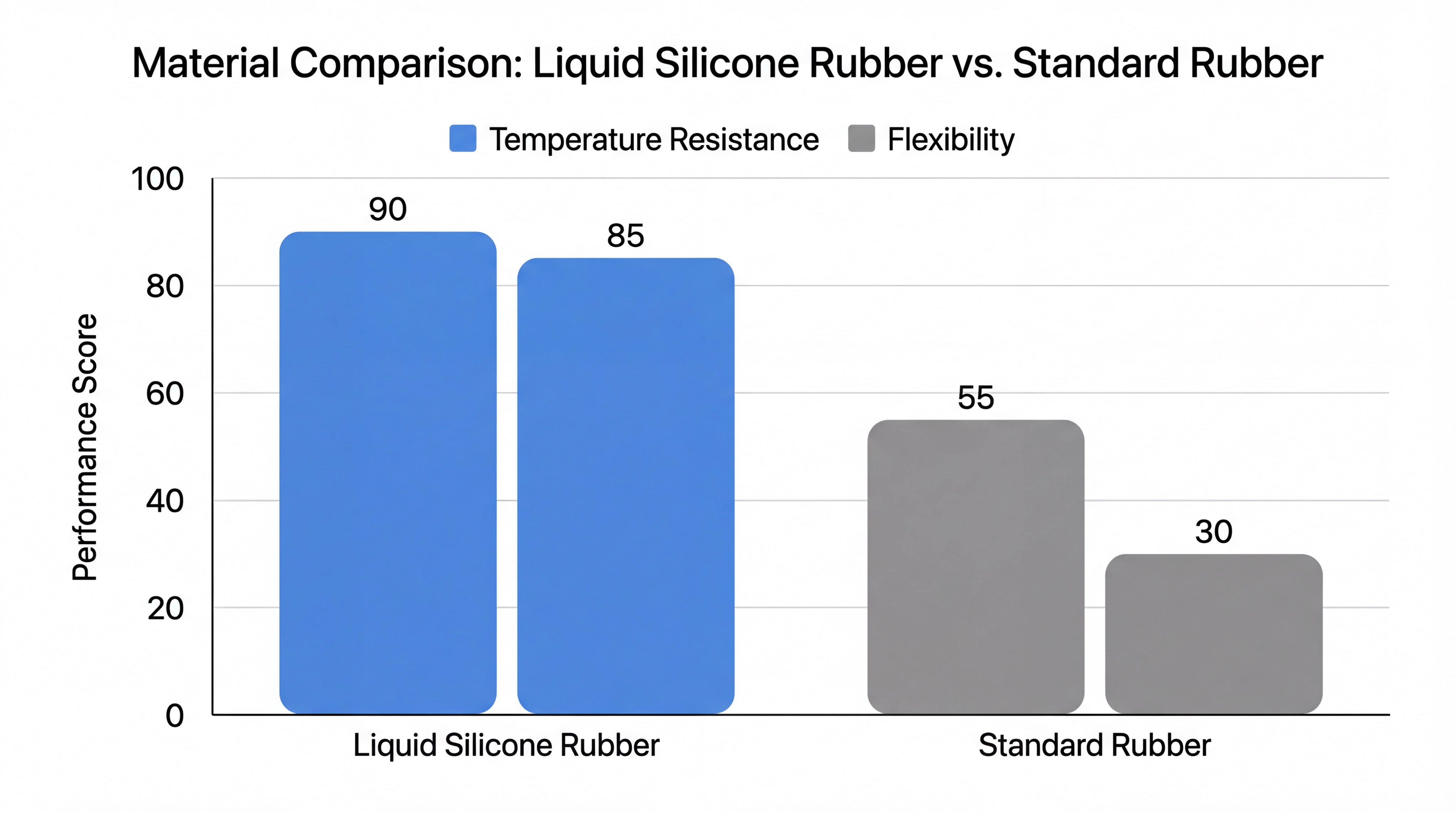
Liquid Silicone Rubber Molding is the premier choice for engineers who need high-performance parts that remain stable in extreme temperatures while offering superior flexibility and biocompatibility. You likely face the constant struggle of parts becoming brittle or losing their seal when exposed to thermal cycling or harsh chemicals, which leads to expensive system failures and customer dissatisfaction. If you don’t find a material that can withstand these stressors, your product risks total recall in competitive markets like medical technology and automotive engineering. Hualin Silicone provides a single-shot, multi-material solution that integrates durability with design precision to solve your most complex elastomer challenges.
What defines the core process of Liquid Silicone Rubber Molding?

Liquid Silicone Rubber Molding is a thermosetting process that mixes two components together, which are then heat-cured in a mold to create a high-durability part. Unlike traditional injection molding that melts plastic pellets, this process involves a chemical reaction that creates a permanent bond within the material. You will find that this method is ideal for creating parts that require high thermal stability and chemical resistance. Hualin Silicone utilizes this advanced technology to ensure your products meet the most demanding industrial specifications.
Here’s the deal:
- LSR consists of a two-part platinum-cured elastomer system.
- The mixing process occurs at a 1:1 ratio through a static mixer.
- Curing happens quickly inside a heated mold cavity.
- Parts are easily ejected due to the material’s inherent flexibility.
Understanding the Thermosetting Nature
You should realize that Liquid Silicone Rubber is fundamentally different from thermoplastics because it undergoes a chemical cross-linking process. Once the material is cured in the mold, it cannot be melted back down or reshaped, which provides exceptional heat resistance. This permanent state means your components will maintain their shape and mechanical properties even when exposed to temperatures exceeding 200°C.
Precision Mixing and Injection
You must ensure that the two components, Part A and Part B, are mixed perfectly to achieve a consistent cure and material strength. The injection system pushes the chilled liquid into the hot mold, where the vulcanization occurs almost instantly. This rapid cycle time allows you to scale up production quickly without sacrificing the dimensional accuracy of your custom components.
The Role of Platinum Curing
You will benefit from platinum-cured systems because they leave no peroxide byproducts, making them the standard for medical and food-safe applications. This curing method results in a part with superior clarity and better tensile strength compared to older silicone variants. It is the reason why LSR has become the go-to material for sensitive consumer and clinical devices.
Key Takeaway: The thermosetting process of LSR creates a permanent chemical bond that provides unmatched stability and performance in environments where traditional plastics would fail.
| Process Component | Role in LSR Molding | Impact on Part |
|---|---|---|
| Static Mixer | Homogeneous blending of parts A and B | Material consistency |
| Chilled Runners | Prevents premature curing | Reduced material waste |
| Heated Mold | Triggers vulcanization/cross-linking | Rapid cycle times |
| Platinum Catalyst | Facilitates chemical reaction | High purity levels |
Analysis: This process relies on the transition from a liquid to a solid elastomer via heat, which enables complex geometries and high-purity production.
How does the machine mechanics of Liquid Silicone Rubber Molding work?

Liquid Silicone Rubber Molding utilizes specialized injection units that differ significantly from those used in standard plastic molding, specifically regarding temperature control and material delivery. The machine must keep the material chilled throughout the delivery system to prevent it from solidifying before it reaches the mold. You will notice that the injection nozzles and screw designs are specifically engineered to handle the low viscosity of liquid silicone. But there’s more: Hualin Silicone maintains state-of-the-art equipment to ensure that every shot is measured with extreme precision.
Think about this:
- Material is pumped from drums into a metering unit.
- A static mixer ensures the catalyst and base are combined.
- The injection screw is water-cooled to maintain the liquid state.
- Specialized seals prevent flash at the nozzle interface.
Metering and Pumping Units
You will rely on a high-precision metering system to draw Part A and Part B from their respective 20-liter or 200-liter drums. This unit must maintain a strict 1:1 ratio because even a slight deviation can lead to sticky parts or inconsistent mechanical properties. Modern units also allow you to inject color pigments directly into the stream before the static mixer for perfect color distribution.
The Injection Unit Design
You should know that the injection screw for LSR is typically shorter than a plastic screw to accommodate the low-viscosity liquid. It doesn’t need to melt pellets, so its primary job is to provide consistent pressure and flow to the nozzle. The water-cooling jacket surrounding the barrel is vital for your project because it ensures the material stays liquid until the very last millisecond.
Nozzle Sealing and Shut-off
You need a positive shut-off nozzle to prevent the silicone from leaking or “drooling” during the molding cycle. Because the material is so thin before it cures, any gap in the seal will cause flash, which ruins your part’s aesthetic and function. A well-designed nozzle helps you maintain a clean production environment and reduces the need for secondary trimming operations.
Key Takeaway: Specialized machine mechanics are required to handle the liquid state of silicone, ensuring that the material only solidifies when it is exactly where it needs to be inside the mold.
| Machine Feature | Function | Benefit for You |
|---|---|---|
| Metering Unit | Precise 1:1 ratio control | Consistent part quality |
| Cooling Jacket | Keeps material at room temperature | Prevents runner clogging |
| Static Mixer | Uniform blending of components | Optimized curing speed |
| Positive Shut-off | Seals nozzle during injection | Flash-free components |
Analysis: High-tech machine integration allows for a seamless transition from raw liquid to a high-performance solid component without human intervention.
Which material grades are available for Liquid Silicone Rubber Molding?
Liquid Silicone Rubber Molding offers a diverse range of material grades, including standard, medical, optical, and fluorosilicone options to fit your specific engineering needs. You can select materials based on Shore A hardness, which typically ranges from a soft 10 to a rigid 80 durometer. Choosing the right grade is essential for ensuring your part performs correctly under chemical exposure or mechanical stress. Hualin Silicone provides access to top-tier materials that have been tested for performance across multiple industries.
But there’s more:
- Standard grades are perfect for general consumer and industrial seals.
- Medical-grade silicone is required for biocompatible clinical devices.
- Optical grades offer transparency for LEDs and specialized lenses.
- Fluorosilicone provides resistance to fuels, oils, and solvents.
Hardness and Durometer Selection
You can tailor the feel and function of your part by selecting the appropriate durometer. A 30 Shore A material feels like a soft rubber band, while a 70 Shore A grade is as firm as a shoe heel. This range allows you to design everything from soft-touch buttons to rigid gaskets that can withstand high-pressure environments.
Specialty Medical and Food Grades
You must use medical-grade LSR for any application involving long-term skin contact or internal medical use. These materials are certified to ISO 10993 and are highly resistant to bacterial growth, ensuring patient safety. If your project is for kitchenware or infant products, food-grade materials offer a non-toxic, odorless, and tasteless solution.
Chemical and Oil Resistance
You should consider fluorosilicone if your parts will be exposed to harsh chemicals or automotive fluids. Standard silicone can swell and degrade when in contact with oil, but fluorosilicone maintains its integrity and seal. This makes it the ideal choice for under-the-hood automotive components and aerospace fuel systems.
Key Takeaway: Material selection is the foundation of a successful LSR project, allowing you to optimize for biocompatibility, transparency, or extreme chemical resistance.
| Material Grade | Hardness Range | Primary Advantage |
|---|---|---|
| Standard LSR | 10 – 80 Shore A | Versatile and cost-effective |
| Medical LSR | 20 – 70 Shore A | Biocompatible / Non-toxic |
| Optical LSR | 60 – 75 Shore A | 90%+ Light transmission |
| Fluorosilicone | 40 – 70 Shore A | Fuel and oil resistance |
Analysis: The variety of LSR grades ensures that there is a specific formulation available for nearly every environmental challenge imaginable.
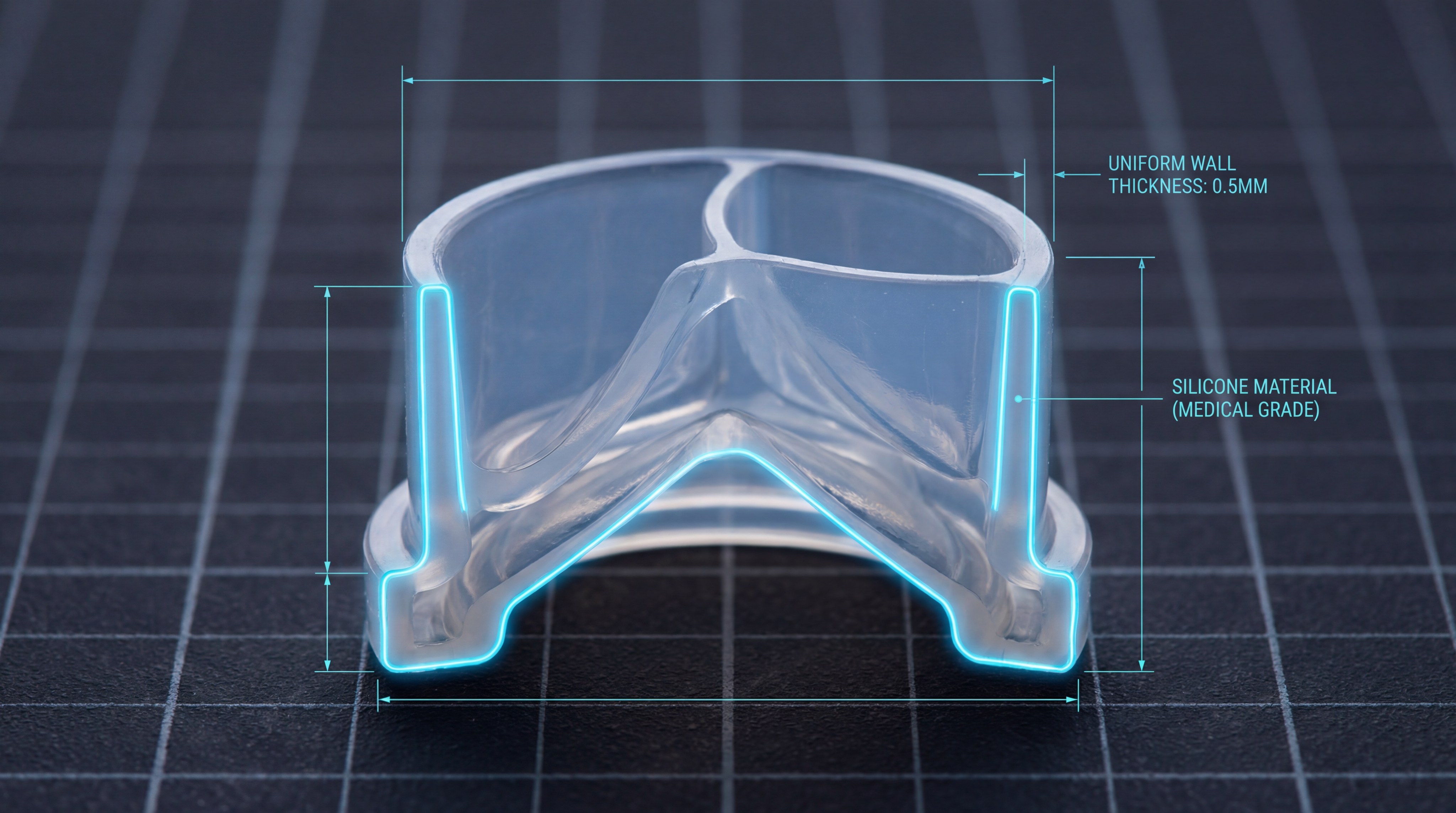
What wall thickness rules should you follow for Liquid Silicone Rubber Molding?
Liquid Silicone Rubber Molding is highly versatile, but maintaining proper wall thickness is critical to preventing air entrapment and ensuring a uniform cure. You should generally aim for a wall thickness between 0.040 in. and 0.120 in. to balance strength and production speed. However, because LSR is a liquid, it can flow into much thinner sections than traditional plastics without the risk of short shots. Hualin Silicone’s engineering team reviews your designs to ensure that every wall is optimized for the best possible molding results.
The best part?
- Walls can be as thin as 0.010 in. in specific small geometries.
- Uniform walls reduce the risk of sink marks and internal voids.
- Ribs should be 50% to 100% of the thickness of the main wall.
- Thick sections cure slower, which can increase your overall part cost.
Achieving Uniformity in Design
You need to maintain uniform wall thickness whenever possible to ensure that the material cures at the same rate across the entire part. If one area is significantly thicker than the rest, it may stay soft while the thinner sections begin to over-cure. This imbalance can lead to internal stresses and dimensional warping that will compromise your final assembly.
Ribbing for Structural Integrity
You can add ribs to your design to increase stiffness without significantly increasing the wall thickness. By keeping the rib thickness close to the adjoining wall’s thickness, you ensure that the material flows smoothly and fills the cavity completely. This technique allows you to create lightweight parts that are still rigid enough to perform in high-pressure sealing applications.
Managing Thin and Thick Sections
You should be aware that while LSR can fill thin sections easily, transitions between thin and thick areas should be gradual. Abrupt changes in thickness can cause turbulence in the material flow, leading to cosmetic defects or air bubbles. Using fillets and radii at these transition points will help you achieve a much cleaner and more reliable component.
Key Takeaway: Careful management of wall thickness and the use of structural ribs allow you to design parts that are both functional and efficient to manufacture.
| Feature | Recommended | Absolute Minimum |
|---|---|---|
| Standard Wall | 0.040″ – 0.120″ | 0.010″ (small areas) |
| Rib Thickness | 0.6x – 1.0x Wall | 0.020″ |
| Fillet Radius | 1.0x Wall | 0.010″ |
| Boss Diameter | 2.0x Screw ID | N/A |
Analysis: LSR’s low viscosity allows for thinner walls than plastic, but uniformity remains the golden rule for high-quality curing.
What surface finishes and cosmetic options are possible with Liquid Silicone Rubber Molding?
Liquid Silicone Rubber Molding allows you to achieve everything from high-gloss mirror finishes to deeply textured, non-slip surfaces. You can choose a finish that matches your product’s functional requirements, such as a low-friction surface for medical seals or a soft-touch texture for consumer electronics. Because the material is injected as a liquid, it picks up the mold’s details with incredible accuracy. Hualin Silicone offers a full range of SPI and textured finishes to ensure your parts look and feel exactly as intended.
The best part?
- High-gloss finishes (SPI-A2) are perfect for clear or optical parts.
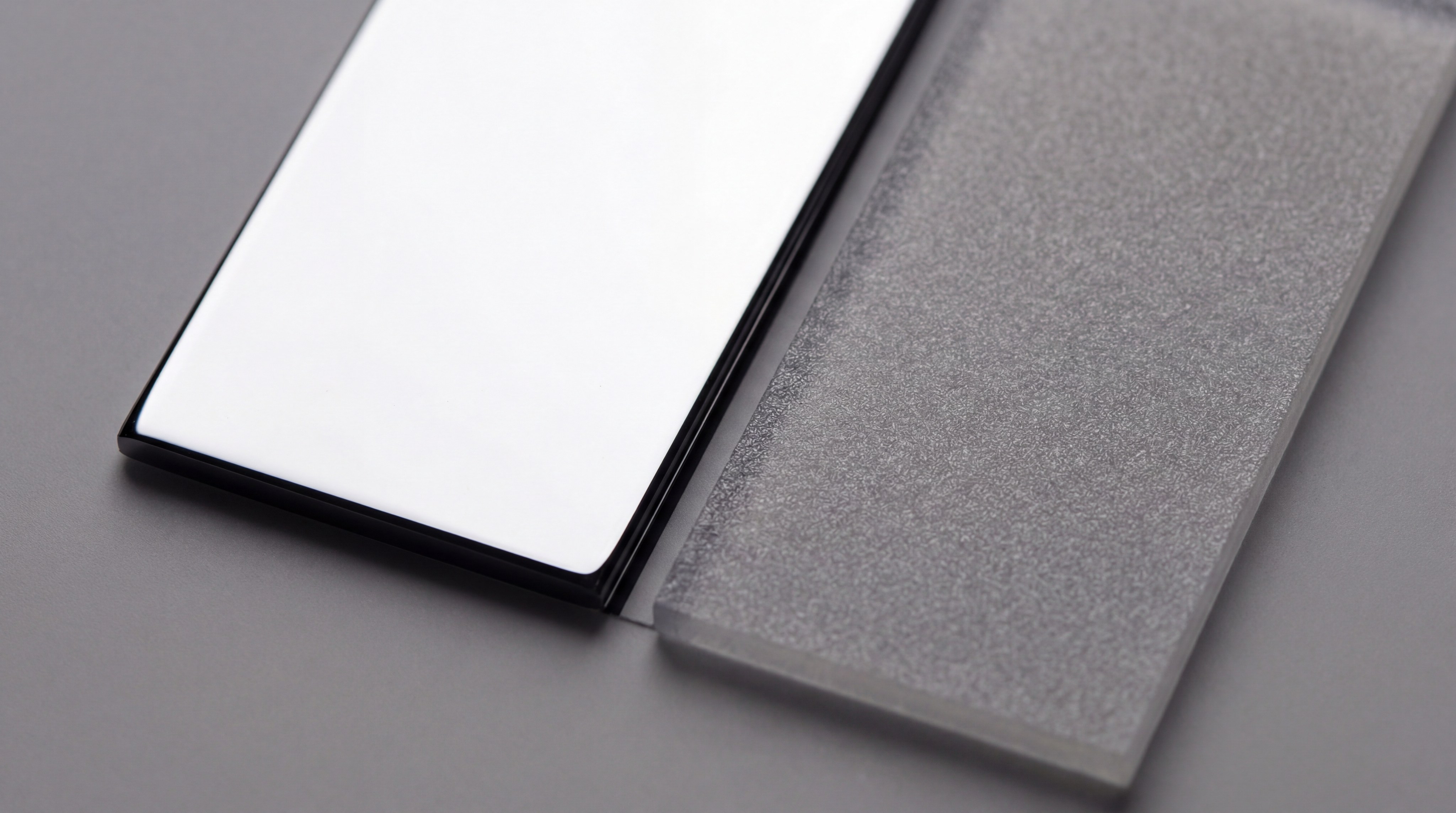
- Matte finishes (SPI-C1) help hide parting lines and minor toolmarks.
- Bead blasting provides tactile grip for hand-held industrial tools.
- Molded-in textures can eliminate the need for expensive secondary coatings.
Choosing Between Matte and Gloss
You will find that matte finishes are often the most practical for industrial components because they resist fingerprints and minor scratches. On the other hand, gloss finishes are essential if you are producing lenses or clear medical housings where visibility is key. You must keep in mind that high-gloss molds are more expensive to maintain and can show every tiny imperfection in the material.
Functional Texturing for Grip
You can use textured surfaces to improve the ergonomics of your product, especially for wearable devices or medical handles. Light to medium bead blasting creates a professional appearance while significantly improving the user’s grip when the part is wet or oily. This functional benefit is one of the reasons why LSR is so popular for handles and grips in the surgical tool industry.
Enhancing Surface Durability
You should know that LSR is naturally resistant to UV light and environmental degradation, but the right finish can further protect the surface. Smooth finishes are easier to sterilize and clean, making them the standard for medical clinical environments. If your part will be used outdoors, a slightly textured finish can help prevent the “tacky” feeling that some silicones develop over time.
Key Takeaway: Surface finishes in LSR molding are not just about aesthetics; they define the friction, grip, and cleanability of your final component.
| Finish Type | Specification | Common Use |
|---|---|---|
| Non-Cosmetic | PM-F0 | Internal gaskets and seals |
| Matte / Stone | SPI-C1 | General consumer goods |
| High Gloss | SPI-A2 | Optical lenses and light pipes |
| Textured | PM-T1 / T2 | Handles, grips, and wearables |
Analysis: The liquid state of LSR ensures that it replicates mold textures more faithfully than high-viscosity plastics, providing crisp surface details.
What are the size and tolerance limitations for Liquid Silicone Rubber Molding?

Liquid Silicone Rubber Molding is capable of producing both tiny, intricate parts and large industrial gaskets, though specific dimensional limits do apply. You are typically restricted by the size of the mold base and the press capacity, with most standard projects fitting within a 12″ x 8″ x 4″ envelope. Despite these limits, the precision of the process allows you to maintain incredibly tight tolerances for critical sealing surfaces. Think about this: Hualin Silicone can often hold tolerances as tight as +/- 0.003 inches, ensuring your complex assemblies fit together perfectly every time.
It gets even better:
- Small, high-precision parts can be produced in high-cavitation molds.
- Linear tolerances are typically held to +/- 0.01 in./in.
- Large gaskets can be produced with specialized overmolding techniques.
- Flash is minimized through precision-ground mold parting lines.
Dimensional Accuracy Standards
You must understand that while LSR is a flexible material, the molding process is highly repeatable and accurate. Because the material doesn’t shrink as unpredictably as many thermoplastics, you can achieve tighter tolerances on large dimensions. This accuracy is vital for your project if you are designing waterproof seals for electronics where even a 0.005″ gap could lead to failure.
Working Within the Molding Envelope
You should design your parts to fit within the standard machine envelope to avoid the high costs of custom large-format molding. If your part is too large for a single shot, you might consider breaking it into multiple components or using overmolding to bond silicone to a larger substrate. This approach helps you stay within the sweet spot of production efficiency and cost.
Managing Material Shrinkage
You should know that all silicone materials experience some degree of shrinkage—usually between 2% and 3%—during the cooling phase. Our engineers account for this at the mold design stage, but you can help by keeping your part geometries relatively balanced. By understanding how the material behaves as it cures, you can prevent dimensional drift and ensure a perfect fit in your final assembly.
Key Takeaway: LSR molding offers exceptional precision within a defined physical envelope, making it the ideal solution for parts requiring both high flexibility and tight tolerances.
| Parameter | Standard Capability | Impact on Your Design |
|---|---|---|
| Max Dimensions | 12″ x 8″ x 4″ | Determines part scale |
| Linear Tolerance | +/- 0.01 in/in | Ensures assembly fit |
| Machining Tolerance | +/- 0.003″ | High-precision sealing |
| Shrinkage Rate | 2% – 3% | Accounted for in tooling |
Analysis: Precision in LSR manufacturing is achieved through a combination of stable material chemistry and advanced mold-making tolerances.
How do cold runner systems optimize Liquid Silicone Rubber Molding?
Liquid Silicone Rubber Molding relies on cold runner systems to keep the material at a low temperature until it is injected into the hot mold cavity. You will find that this system is the direct opposite of thermoplastic hot runners, where the material must stay molten. By keeping the silicone cold in the distribution channels, you eliminate wasted material and prevent the runner from curing. Hualin Silicone utilizes high-efficiency cold runners to reduce your per-part cost and improve production sustainability.
Now for the important part:
- Cold runners act as a chilled distribution manifold for the liquid.
- The system prevents “scorch” or premature curing in the delivery lines.
- Valve gate technology allows for vestige-free part surfaces.
- Reduced waste translates directly to lower material costs for you.
Eliminating Material Waste
You should prioritize cold runner systems for high-volume production because they drastically reduce the amount of silicone that ends up in the trash. In traditional molding, the runner is a solid piece of scrap that must be removed from every part. With a cold runner, only the part itself cures, allowing the liquid in the manifold to be used for the next injection cycle.
Valve Gating for Cosmetic Excellence
You can use valve gates to inject material directly into the part without leaving a visible “gate vestige” or nub. This is a game-changer for your consumer products where a smooth surface is non-negotiable. The valve pin opens to allow flow and then seals flush against the part surface, providing a clean, professional finish that requires no secondary trimming.
Balancing Flow in Multi-Cavity Molds
You need a balanced runner system to ensure that every cavity in a multi-cavity mold fills at the exact same pressure and time. Cold runner manifolds are designed to distribute the liquid silicone evenly, which prevents “overpacking” or “short shots” in different areas of the mold. This balance is critical for maintaining the high-speed production cycles required for large-scale industrial orders.
Key Takeaway: Cold runner technology is the primary method for making LSR molding efficient, cost-effective, and capable of producing cosmetically perfect parts.
| System Type | Temperature | Waste Level | Best Application |
|---|---|---|---|
| Cold Runner | Chilled (~15°C) | Near Zero | High-volume production |
| Standard Runner | Ambient | High Scrappage | Prototyping / Low volume |
| Valve Gated | Chilled Manifold | Zero Vestige | High-cosmetic parts |
| Sprue Gated | Chilled Nozzle | Minor Nub | Simple geometries |
Analysis: Cold runners flip the traditional molding logic, using refrigeration to save material and maximize the speed of the curing reaction.
Why is Liquid Silicone Rubber Molding essential for medical applications?
Liquid Silicone Rubber Molding is the industry standard for medical components because it is naturally inorganic, hypoallergenic, and resistant to all common sterilization methods. You can trust this material for skin-contact applications and internal clinical devices because it does not contain phthalates or plasticizers. The precision of the molding process also allows you to create complex valves and membranes that are vital for fluid management systems. Hualin Silicone operates under strict quality standards to ensure your medical parts meet the highest level of safety and compliance.
Look:
- Medical grades meet USP Class VI and ISO 10993 requirements.
- The material is compatible with Autoclave, ETO, and Gamma sterilization.
- LSR is naturally hydrophobic, preventing moisture and bacterial buildup.
- Superior clarity allows for visual inspection of fluids within the part.
Biocompatibility and Patient Safety
You will find that LSR is one of the safest materials for medical use because it is chemically inert and does not react with human tissue. This biocompatibility is essential for your devices like respiratory masks, catheters, and surgical tool grips. By using medical-grade silicone, you significantly reduce the risk of allergic reactions and inflammation in patients.
Sterilization and Reusability
You can design parts for multiple uses because LSR can withstand the extreme heat and pressure of repeated autoclave cycles without degrading. Unlike many plastics that become brittle or yellow over time, silicone maintains its flexibility and mechanical strength after hundreds of sterilization rounds. This durability provides your customers with a more sustainable and cost-effective medical solution.
Precision for Fluid Control
You need the high dimensional stability of LSR to create sensitive one-way valves and diaphragms that respond to minute pressure changes. The material’s low compression set ensures that seals and gaskets maintain their “springiness” and do not leak even after thousands of actuations. This performance is a life-saving feature in devices like drug delivery pumps and diagnostic equipment.
Key Takeaway: The unique combination of chemical purity and mechanical durability makes LSR the only viable choice for many critical healthcare and life science applications.
| Medical Requirement | LSR Performance | Practical Result |
|---|---|---|
| Biocompatibility | ISO 10993 Certified | Safe for human contact |
| Sterilization | High Temp Resistance | Autoclave compatible |
| Hygiene | Non-porous surface | Resists bacteria growth |
| Visibility | High Transparency | Clear fluid monitoring |
Analysis: Medical-grade LSR sets a higher bar for purity and performance, bridging the gap between engineering needs and patient safety.
How does Liquid Silicone Rubber Molding serve the automotive and electronics sectors?

Liquid Silicone Rubber Molding is increasingly used in automotive and electronics manufacturing to provide long-lasting waterproof seals and vibration dampening in harsh conditions. You will find LSR in everything from under-the-hood wire seals to the waterproof gaskets found in modern smartphones and smartwatches. Because the material remains flexible from -60°C to over 200°C, it outperforms traditional elastomers that fail during thermal cycling. Hualin Silicone understands the rigorous testing required for these industries and provides parts that pass the most stringent aging tests.
Why does this matter?
- High electrical insulation properties make it perfect for connectors.
- Resistance to ozone and UV light prevents seals from cracking.
- Overmolding allows you to bond silicone directly to rigid electronic housings.
- Low compression set ensures a tight seal for the life of the vehicle.
Environmental Sealing and Protection
You should use LSR for any electronic device that requires an IP67 or IP68 waterproof rating. The material can be molded into incredibly complex, thin gaskets that conform to the tight tolerances of modern consumer hardware. This “molded-in” sealing approach eliminates the need for messy glues or fragile foam tapes, providing your product with a much more reliable barrier against dust and water.
Thermal and Vibration Management
You can rely on silicone’s natural dampening properties to protect sensitive sensors and modules in automotive engine bays. The material absorbs the constant vibrations of the road while shielding internal components from the intense heat of the engine. This dual-purpose role makes LSR essential for the long-term reliability of advanced driver-assistance systems (ADAS) and electric vehicle (EV) battery modules.
High-Voltage Electrical Insulation
You will benefit from LSR’s high dielectric strength when designing connectors and insulators for high-voltage power systems. The material does not become conductive when carbonized, providing a critical safety layer for EV charging systems and power distribution units. This electrical stability, combined with fire-retardant additives, ensures that your designs meet the toughest safety certifications in the electronics world.
Key Takeaway: LSR’s ability to provide both environmental sealing and electrical insulation makes it a cornerstone of modern high-reliability automotive and electronic design.
| Industry Need | LSR Solution | Engineering Benefit |
|---|---|---|
| Waterproofing | High-precision gaskets | IP68 Rated reliability |
| Vibration | Natural elastomeric dampening | Protects sensitive sensors |
| Heat Resistance | -60°C to 200°C+ range | Prevents brittle failure |
| Insulation | High dielectric strength | Safe electrical connectors |
Analysis: As electronics get smaller and vehicles get hotter, the demand for LSR’s extreme environmental resistance continues to grow.
How can you prevent failure in Liquid Silicone Rubber Molding projects?

Liquid Silicone Rubber Molding projects often fail due to poor mold design, improper material selection, or a lack of understanding regarding the material’s high shrinkage and low viscosity. You must address these risks during the Design for Manufacturability (DFM) phase to avoid expensive tooling changes later in the process. Many issues, such as air traps or flash, can be eliminated simply by optimizing the parting line and venting strategy. Hualin Silicone provides comprehensive engineering support to catch these potential failures before the first shot is even fired.
Simply put:
- Inconsistent wall thickness is the leading cause of internal voids.
- Poorly placed gates will lead to visible weld lines and cosmetic defects.
- Inadequate venting causes air traps that prevent the mold from filling.
- Wrong durometer selection can lead to parts that are too soft to function.
Optimizing the Venting Strategy
You must ensure that your mold has adequate venting to allow air to escape as the liquid silicone enters the cavity. Because LSR is so thin, air can easily be trapped in corners or blind holes, resulting in a “burnt” appearance or a missing section of the part. Proper venting is a delicate balance; vents must be large enough to let air out but small enough to prevent the liquid silicone from flashing through.
Strategic Gate Placement
You should work closely with your manufacturer to determine the best gate locations for your part’s geometry and aesthetic requirements. Gating into a thick section of the part helps ensure even pressure distribution and minimizes the risk of flow marks on the surface. For your high-visibility parts, using sub-gates or edge gates can keep the injection point hidden from the final user.
Managing Parting Lines and Flash
You need to be aware that the incredibly low viscosity of LSR makes it prone to flashing across the mold’s parting line. To prevent this, your mold must be built to extremely high tolerances with perfectly ground mating surfaces. Regular maintenance and cleaning of the mold are also required for your long-term production runs to ensure that every part remains within specification and free of extra material.
Key Takeaway: Successful LSR molding depends on early collaboration between the designer and the factory to solve flow and venting challenges before production begins.
| Failure Mode | Root Cause | Prevention Method |
|---|---|---|
| Heavy Flash | Poor parting line seal | Precision mold grinding |
| Air Voids | Inadequate venting | Strategic vent placement |
| Incomplete Fill | Low injection pressure | Optimize gate sizing |
| Tacky Surface | Poor mixing ratio | Calibrate metering unit |
Analysis: Prevention is always cheaper than a redesign; rigorous DFM and precision tooling are the only ways to guarantee success in silicone molding.
Conclusion
Liquid Silicone Rubber (LSR) molding is more than just a manufacturing process; it is an engineering solution for the most demanding environments on Earth. From the sterile halls of a modern hospital to the high-heat engine bays of the latest electric vehicles, LSR provides the durability, flexibility, and safety that standard plastics simply cannot match. By following the design guidelines outlined in this guide—optimizing your wall thicknesses, selecting the correct material grades, and working within the process’s mechanical limits—you can ensure your product reaches the market with the highest quality and lowest possible risk.
At Hualin Silicone, we bring over 15 years of precision manufacturing expertise to your custom projects. Our ISO-certified facility in Dongguan specializes in high-precision LSR molding, multi-material overmolding, and full-service production management. We are dedicated to helping you scale from prototype to mass production with stable, repeatable results and professional DFM support. Don’t let material failure compromise your innovation; contact us today to receive a custom quote and engineering review for your next silicone component.
FAQ
Can I use LSR for food-grade parts?
Yes, Liquid Silicone Rubber is naturally inorganic and can be sourced in FDA-compliant, food-safe grades that are odorless and tasteless. This makes it ideal for kitchenware, infant feeding products, and appliance seals.
How do I choose the right durometer for my part?
It depends on your functional needs. A lower durometer (10-30 Shore A) is best for soft grips and sensitive membranes, while a higher durometer (60-80 Shore A) is better for rigid seals and structural gaskets that must resist high pressure.
Can I overmold LSR onto other materials?
Absolutely. LSR has excellent bonding properties and can be overmolded onto a variety of plastics, such as Polypropylene (PP), and metals in a single-shot process. This eliminates the need for secondary assembly and improves part hygiene.
How fast is the typical production cycle for LSR?
Yes, LSR cures very quickly when exposed to a heated mold. Depending on part thickness and size, cycle times are often under 30 seconds, which is significantly faster than traditional compression molding techniques.
Does LSR shrink significantly after it is molded?
Yes, LSR typically experiences a shrinkage rate of 2% to 3% during the curing and cooling phase. Our engineering team accounts for this shrinkage during the mold design stage to ensure the final part meets your specific dimensions.