
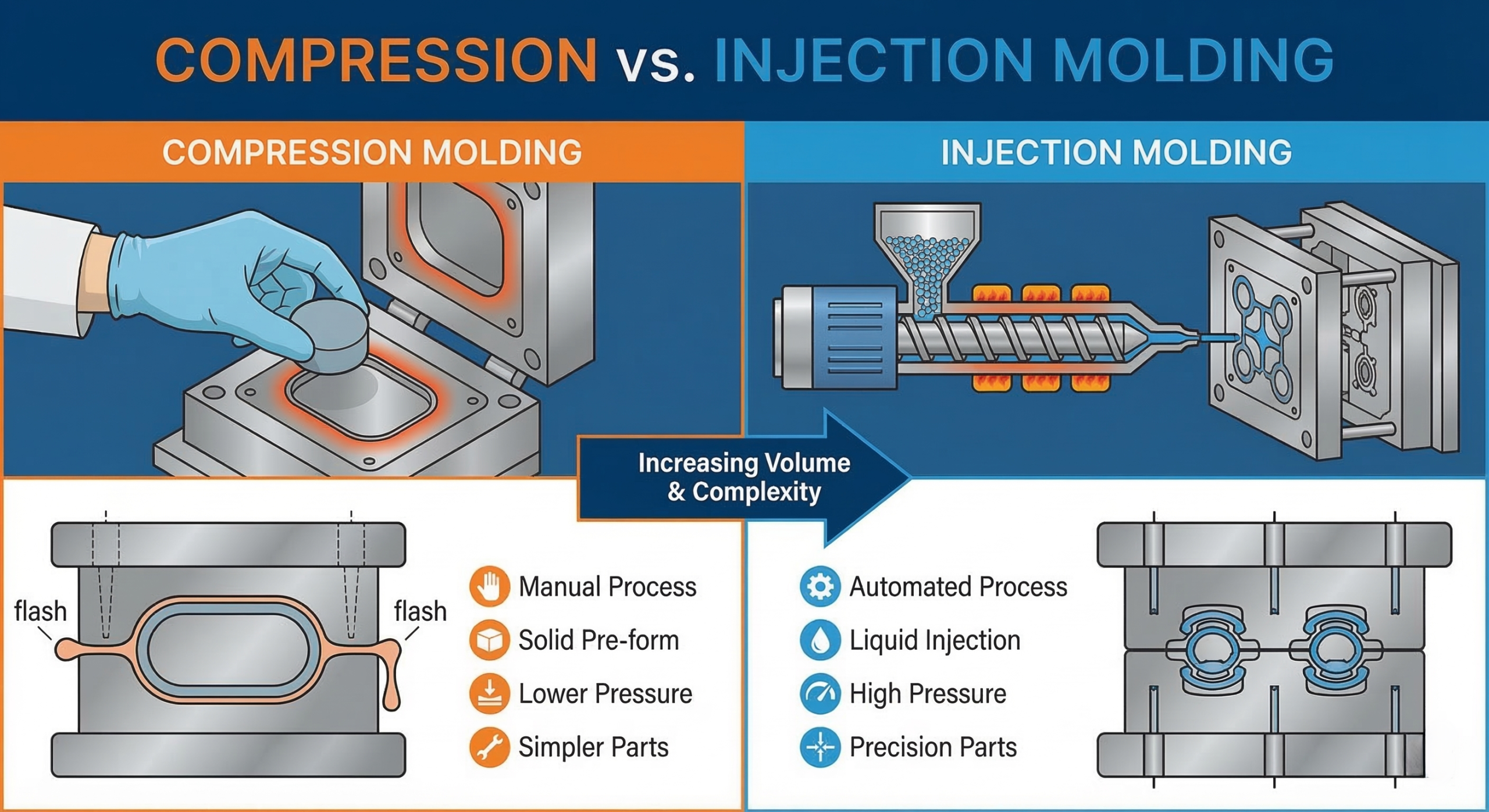
Compression molding differs from injection molding primarily in the way raw material is introduced into the mold cavity, with the former using manual placement and the latter utilizing automated high-pressure injection. Imagine you have spent months designing a high-performance silicone seal, only to receive a production batch riddled with dimensional inconsistencies and excessive flash that forces a costly manual trimming process. These manufacturing hurdles can delay your market launch and evaporate your project’s profit margins through wasted labor and material scrap. By understanding the technical nuances of each method, you can secure a predictable, high-quality supply chain for your silicone components. You might find yourself asking: What is the difference between LSR injection molding and compression molding?
How Do Compression and Injection Molding Differ?
The fundamental distinction lies in the state of the material and the method of cavity filling, where compression uses solid pre-forms and injection uses pressurized liquid. This technical divergence is the core answer when you investigate What is the difference between LSR injection molding and compression molding?
What is the compression molding cycle?
The process begins by placing a pre-measured “charge” of material into an open, heated mold cavity before the machine applies pressure to close it. This manual intervention is why the process is often favored for larger, simpler parts that do not require high-speed automation.
Look:
- Manual material placement.
- Lower clamping pressures.
- Slower curing cycles.
- Simplified machine operation.
How does the injection process work?
Injection molding utilizes a screw and barrel system to heat material and force it into a closed mold under extreme pressure. This highly automated approach allows for rapid production cycles and extreme consistency across millions of units.
The best part?
- Fully automated feeding.
- Extremely high injection pressure.
- Closed-mold processing.
- Multi-cavity scalability.
Key Takeaway: Injection molding prioritizes automation and speed, while compression molding relies on simpler, manual mechanics for part formation.
| Feature | Compression Molding | Injection Molding |
|---|---|---|
| Material Entry | Open Cavity | Closed Cavity |
| Automation | Mostly Manual | High Automation |
| Part Volume | Low to Mid | High |
The mechanical simplicity of compression molding makes it accessible for low-volume runs, but it lacks the throughput efficiency of injection systems.
Which Process Offers Better Material Efficiency?
Injection molding typically offers superior material efficiency because the closed-loop system and automated dosing minimize raw material waste. Understanding What is the difference between LSR injection molding and compression molding? is crucial when working with expensive medical or aerospace-grade silicones.
Reducing flash and overflow waste
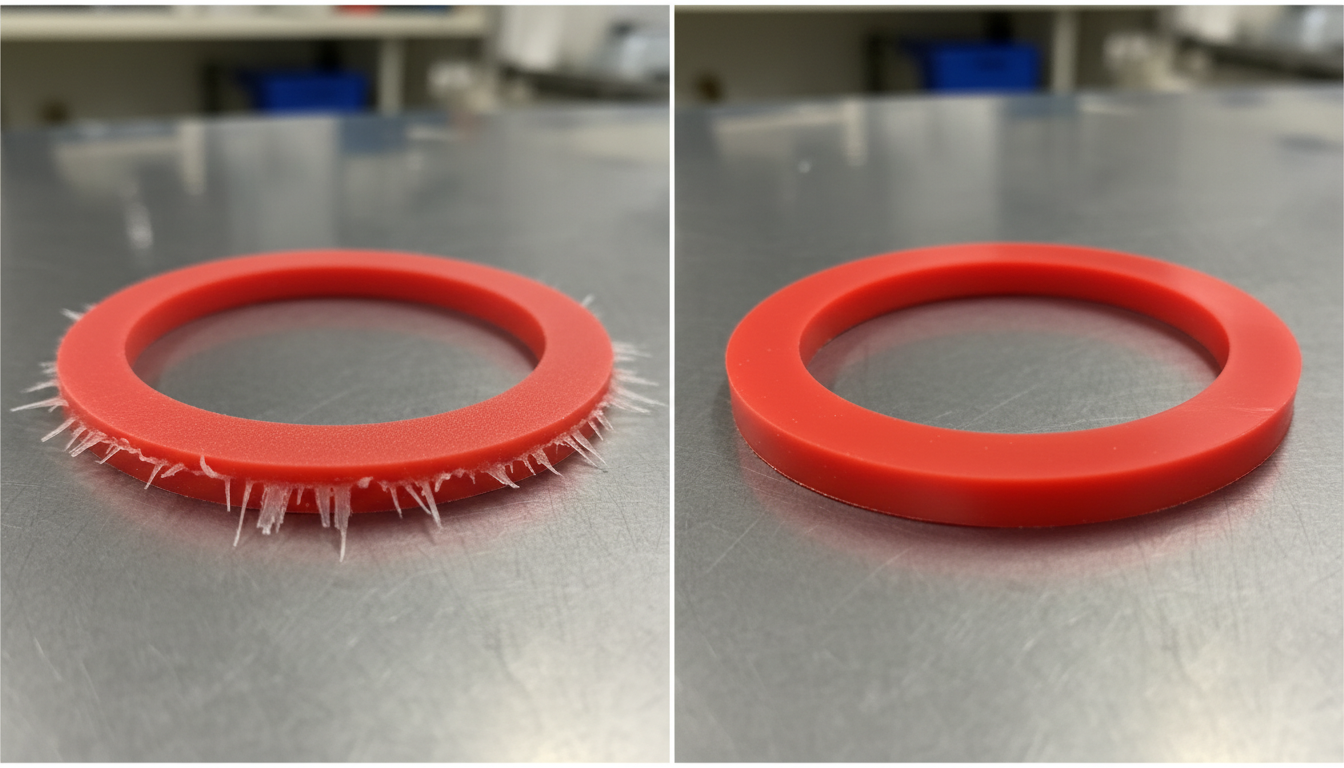
In injection systems, the machine precisely measures the volume of material required for each shot, leaving almost no excess after the cycle. In contrast, compression molding often requires a “slight overcharge” to ensure the cavity is filled, resulting in significant flash at the parting line.
Think about it.
- Minimal flash generation.
- Automated material dosing.
- Reduced secondary trimming.
- Optimized runner designs.
Handling high-consistency rubber (HCR)
Compression molding is the traditional choice for HCR, where the material is cut into specific weights and placed by hand. While this allows for the use of dense materials, the risk of human error in measurement can lead to inconsistent part density and higher scrap rates.
But that’s not all.
- Manual weight measurement.
- Higher risk of overcharging.
- Significant parting line flash.
- Manual scrap management.
Key Takeaway: Injection molding is significantly more efficient for high-cost materials due to its precise, automated dosing capabilities.
| Metric | Compression Efficiency | Injection Efficiency |
|---|---|---|
| Scrap Rate | Higher (Flash) | Lower (Precision) |
| Measurement | Manual Weight | Automated Volume |
| Dosing Control | Variable | Precise |
Automation in material handling directly correlates to lower total cost of ownership through reduced material waste.
Is Injection Molding More Cost-Effective for Large Volumes?
Injection molding becomes the most cost-effective option as production volumes scale because the rapid cycle times and low labor costs eventually outweigh the high tooling investment. This economic shift is a vital factor when analyzing What is the difference between LSR injection molding and compression molding?
Amortizing the initial tooling cost
The upfront cost for an injection mold is high due to complex runner systems, heating manifolds, and ejector pins. However, when producing hundreds of thousands of parts, this cost is spread so thinly that the individual part price drops dramatically.
Look:
- High initial tool cost.
- Low labor cost per part.
- Fast amortization at scale.
- Consistent unit pricing.
The scalability of multi-cavity tools
While both processes can use multi-cavity molds, injection molding allows for a much higher number of cavities to be managed by a single operator. This mass production capability ensures your project can grow without a linear increase in manufacturing costs.
The best part?
- High cavity density.
- Reduced cycle overhead.
- Automated part ejection.
- Global supply chain stability.
Key Takeaway: High-volume projects favor injection molding due to its low labor requirements and rapid part output.
| Production Volume | Compression Suitability | Injection Suitability |
|---|---|---|
| < 1,000 units | Excellent | Poor (High Tooling) |
| 10,000+ units | Average | Excellent |
| 100,000+ units | Poor (High Labor) | Superior |
Economic viability is heavily dependent on the total lifetime volume of the component being manufactured.
Why Choose LSR Injection Molding for High Precision?
Liquid Silicone Rubber (LSR) injection molding is preferred for high-precision projects because the low viscosity of the material allows it to fill intricate details under high pressure. This capability marks a significant point in the discussion of What is the difference between LSR injection molding and compression molding? for technical designers.

Achieving tight dimensional tolerances
The automated nature of the LSR process removes the variability introduced by manual loading, ensuring that every part is a perfect replica of the last. This precision is essential for sealing applications where even a 0.1mm deviation could cause system failure.
It gets better.
- Repeatable part dimensions.
- Minimal human variability.
- Advanced process monitoring.
- Precise pressure control.
Molding intricate internal features
The liquid state of LSR allows it to flow through tiny gates and into complex internal geometries that solid pre-forms simply cannot reach. This makes it the only viable choice for complex medical-grade silicone parts or acoustic dampeners.
Think about it.
- Low viscosity flow.
- Thin wall capability.
- Sharp internal corners.
- Detailed surface textures.
Key Takeaway: LSR injection molding offers unmatched precision and repeatability for high-tech industrial and medical applications.
| Precision Metric | Compression Molding | LSR Injection |
|---|---|---|
| Tolerance Range | Moderate | Very Tight |
| Repeatability | Manual Variation | Computer Controlled |
| Detail Depth | Limited | High Detail |
Liquid-state processing allows for more complex engineering designs that are impossible to achieve through solid-state compression.
What Are the Typical Applications for Compression Molding?
Compression molding is most effective for large, simple components that do not require high precision or complex internal structures. This traditional method is still relevant when you ask What is the difference between LSR injection molding and compression molding? in the context of heavy industry.

Producing large-format industrial seals
For massive O-rings, thick gaskets, and vibration isolation mounts, the simpler mechanics of a compression press are often more practical. These parts often use silicone rubber parts made from high-consistency gum stock for maximum durability.
Look:
- Large surface area parts.
- Thick-walled components.
- Heavy-duty vibration mounts.
- Simple geometric shapes.
Cost-effective prototyping solutions
When you only need a few dozen samples to test a design concept, the lower tooling cost of compression molding is highly advantageous. It allows you to validate material properties and basic fit without committing a massive budget to production-grade injection steel.
But that’s not all.
- Fast tooling turnaround.
- Lower initial investment.
- Flexible material trials.
- Ideal for short-run niche products.
Key Takeaway: Compression molding remains the go-to choice for large, simple parts and cost-conscious low-volume production.
| Application Type | Compression Favorite | Injection Favorite |
|---|---|---|
| Large Gaskets | Yes | No (Machine size limits) |
| Consumer Electronics | No (Too slow/bulky) | Yes |
| Automotive Mounts | Yes | No |
Parts that prioritize volume and size over intricate detail are natural candidates for compression molding.
How Does Cycle Time Impact Your Production Choice?
The speed of production is one of the most drastic differences between these methods, with injection molding often being ten times faster than compression. Cycle time is a core metric when evaluating What is the difference between LSR injection molding and compression molding? for time-sensitive projects.
Faster curing and automated ejection
Injection machines use heated barrels and high-pressure injection to start the curing process faster, and automated pins eject the part instantly. This allows the machine to start the next cycle without waiting for an operator to clear the tool.
The best part?
- Seconds-long cycles.
- Immediate part ejection.
- Continuous 24/7 production.
- Lower lead times.
Manual loading delays in compression
In compression molding, the cycle is lengthened by the time it takes an operator to place the pre-form, close the press, and manually strip the part. This labor-intensive loop limits how many parts can be produced per hour, regardless of the material’s cure speed.
Look:
- Minutes-long cycles.
- Manual mold cleaning.
- Human-dependent pace.
- Higher per-part labor cost.
Key Takeaway: Injection molding provides significantly faster production rates, reducing overall lead times and labor costs.
| Throughput Metric | Compression Molding | Injection Molding |
|---|---|---|
| Avg. Cycle Time | 3 – 10 Minutes | 15 – 60 Seconds |
| Daily Capacity | Hundreds | Thousands |
| Lead Time | Longer | Shorter |
Production velocity is the deciding factor for companies needing to hit aggressive market launch windows.
Which Method Provides Superior Surface Finish Quality?
Injection molding generally offers a superior surface finish because the high injection pressure forces the material into every microscopic detail of the mold surface. Aesthetics are a major differentiator when asking What is the difference between LSR injection molding and compression molding?
Mirroring mold textures and logos
Because the material enters the mold as a liquid or high-pressure melt, it captures textures, logos, and polished finishes with extreme clarity. This is essential for consumer-facing silicone rubber parts where appearance is a selling point.
Think about it.
- High-gloss finishes.
- Crisp logo embossing.
- Uniform texture application.
- Minimal surface defects.
Managing flash and parting lines
Compression molded parts often have thicker parting lines and more visible flash, which can leave small scars on the part even after trimming. Injection molding keeps the parting line crisp and clean, often requiring no post-processing to achieve a retail-ready look.
The best part?
- Invisible parting lines.
- Flash-free edges.
- Ready-to-ship quality.
- Consistent color dispersion.
Key Takeaway: Injection molding is the superior choice for components where cosmetic appearance and surface detail are critical.
| Aesthetic Feature | Compression Quality | Injection Quality |
|---|---|---|
| Surface Finish | Matte / Rougher | Polished / Precise |
| Logo Clarity | Soft | Sharp |
| Parting Line | Heavy | Minimal |
High-pressure injection ensures that the final part is a high-fidelity reproduction of the mold’s surface finish.
Can Compression Molding Handle Complex Geometries?
Generally, compression molding is ill-suited for complex geometries such as thin ribs, deep undercuts, or varying wall thicknesses. This design limitation is a critical hurdle when researching What is the difference between LSR injection molding and compression molding? for modern product development.
Challenges with thin walls and ribs
In a compression mold, the material must be physically squashed into place, which often fails to fill thin ribs or deep pockets evenly. This leads to air traps or “short shots” where the part is incomplete, particularly in delicate designs.
Look:
- Risk of air traps.
- Incomplete cavity filling.
- Unreliable wall thickness.
- Limited internal webbing.
Why injection molding handles complexity better
The high-pressure flow of an injection system ensures that the material reaches every corner of the cavity before curing begins. This allows engineers to design parts with complex interlocking features and integrated seals that compression molding cannot replicate.
Think about it.
- High-pressure flow.
- Multi-component integration.
- Deep, narrow features.
- Consistent wall density.
Key Takeaway: Complex part designs with intricate features are almost exclusively the domain of injection molding.
| Design Feature | Compression Viability | Injection Viability |
|---|---|---|
| Thin Walls | Poor | Excellent |
| Undercuts | Very Difficult | Managed with Sliders |
| Complex Ribbing | Low Success | High Success |
Sophisticated engineering requirements typically mandate the use of injection molding systems.
What Are the Tooling Requirements for Both Processes?
The tooling requirements for these processes represent the biggest difference in upfront capital expenditure. This cost gap is the most common reason why engineers ask What is the difference between LSR injection molding and compression molding? during the budgeting phase.
Simplicity of compression molds
Compression molds are essentially two halves of a steel block with the part shape carved out; they lack the complex plumbing of an injection tool. This simplicity makes them faster and cheaper to manufacture, which is ideal for tight budgets.
But that’s not all.
- No runner systems.
- No complex ejectors.
- Simpler CNC machining.
- Lower maintenance costs.
Engineering complexity of injection tools
An injection mold is a high-precision machine in itself, featuring cooled runner systems, high-pressure gates, and automated ejection mechanisms. While this makes the tool more expensive, it also makes it a much more productive asset over the long term.
Look:
- Integrated cooling channels.
- Hardened steel for longevity.
- Complex gating systems.
- Automated release mechanisms.
Key Takeaway: Compression tooling is significantly cheaper upfront, but injection tooling provides higher long-term value through automation.
| Tooling Aspect | Compression Mold | Injection Mold |
|---|---|---|
| Cost | Low ($) | High ($$$) |
| Complexity | Basic | Advanced |
| Life Expectancy | Moderate | High |
Upfront tooling costs must be weighed against the long-term labor savings of automated production.
How to Choose the Right Molding Partner for Your Project?
Selecting the right partner involves finding a manufacturer who can provide expert guidance on What is the difference between LSR injection molding and compression molding? relative to your specific goals. You need a partner who values DFM (Design for Manufacturing) and offers a variety of molding routes.
Assessing engineering and DFM support
A high-quality partner will review your drawings to suggest the best process based on your material, volume, and precision requirements. They should help you avoid expensive mistakes like designing a part for compression that requires injection-level detail.
The best part?
- Expert material advice.
- Cost-saving design tips.
- Early risk identification.
- Tolerance optimization.
Evaluating quality systems and certifications
Whether you need compression or injection, your partner must have the certifications necessary to prove their quality standards. Look for ISO 9001 or medical-grade cleanroom capabilities to ensure your silicone parts are reliable and compliant.
Look:
- ISO certification.
- Cleanroom availability.
- Traceable material sourcing.
- Comprehensive QC plans.
Key Takeaway: The ideal partner provides transparent technical advice and multiple manufacturing options to suit your project’s unique needs.
| Partner Attribute | Priority | Impact |
|---|---|---|
| DFM Feedback | High | Reduces Tooling Re-works |
| Certifications | Mandatory | Ensures Market Compliance |
| Process Variety | High | Optimizes Cost vs. Quality |
A partner with multi-process expertise ensures you aren’t forced into a sub-optimal manufacturing route.
Conclusion
Deciding between compression molding and injection molding is a strategic choice that affects your product’s quality, cost, and speed to market. At HuaLin Silicone, we are dedicated to helping you navigate these technical decisions with precision engineering and world-class manufacturing support. Our vision is to empower global innovators with stable, high-quality silicone solutions that scale seamlessly from prototype to mass production. Whether you require the high-speed precision of LSR or the robust simplicity of compression molding, our team is ready to optimize your supply chain. To start your journey toward manufacturing excellence, contact us today for a professional DFM review and quotation.
Frequently Asked Questions
Can I use the same mold for both compression and injection molding?
Absolutely not. Injection molds require specialized high-pressure gates and internal runner systems that are absent in the much simpler, open-cavity designs used for compression molding.
What’s the best process for low-volume industrial prototypes?
Compression molding is generally the best choice for low-volume prototypes due to its significantly lower upfront tooling costs and faster mold-making turnaround times.
Can I achieve medical-grade precision with compression molding?
It is extremely difficult to reach the precision levels required for many medical devices using compression; LSR injection molding is the industry standard for high-tolerance, sterile components.
How do I know if my design is too complex for compression?
If your part features thin walls under 1mm, intricate internal threads, or multiple overlapping ribs, it almost certainly requires the high-pressure flow of injection molding.
Is injection molding always more expensive?
No, because while the tooling is more expensive, the labor and material waste are so much lower that the total cost per part is often cheaper at high volumes.