
Silicon is a natural chemical element used primarily as a semiconductor in electronic components, whereas silicone is a synthetic polymer utilized as a flexible, rubber-like elastomer. Confusing these two materials during the procurement phase can lead to significant manufacturing delays or the total failure of a product’s physical seals. When your engineering specifications require an elastic gasket but you mistakenly order a rigid metalloid, the resulting downtime and wasted budget can jeopardize your entire production timeline. To ensure your project utilizes the correct material properties for its intended environment, you must understand what is silicon used for? and how its structural characteristics differ from high-precision silicone solutions.
Is there a fundamental chemical difference between them?
Yes, the primary difference is that silicon is a pure chemical element found on the periodic table, while silicone is a complex synthetic material created by man. Before starting any manufacturing project, designers must clarify what is silicon used for? to avoid selecting the wrong substrate for physical parts.
Are the atomic structures similar?
Here is the kicker:
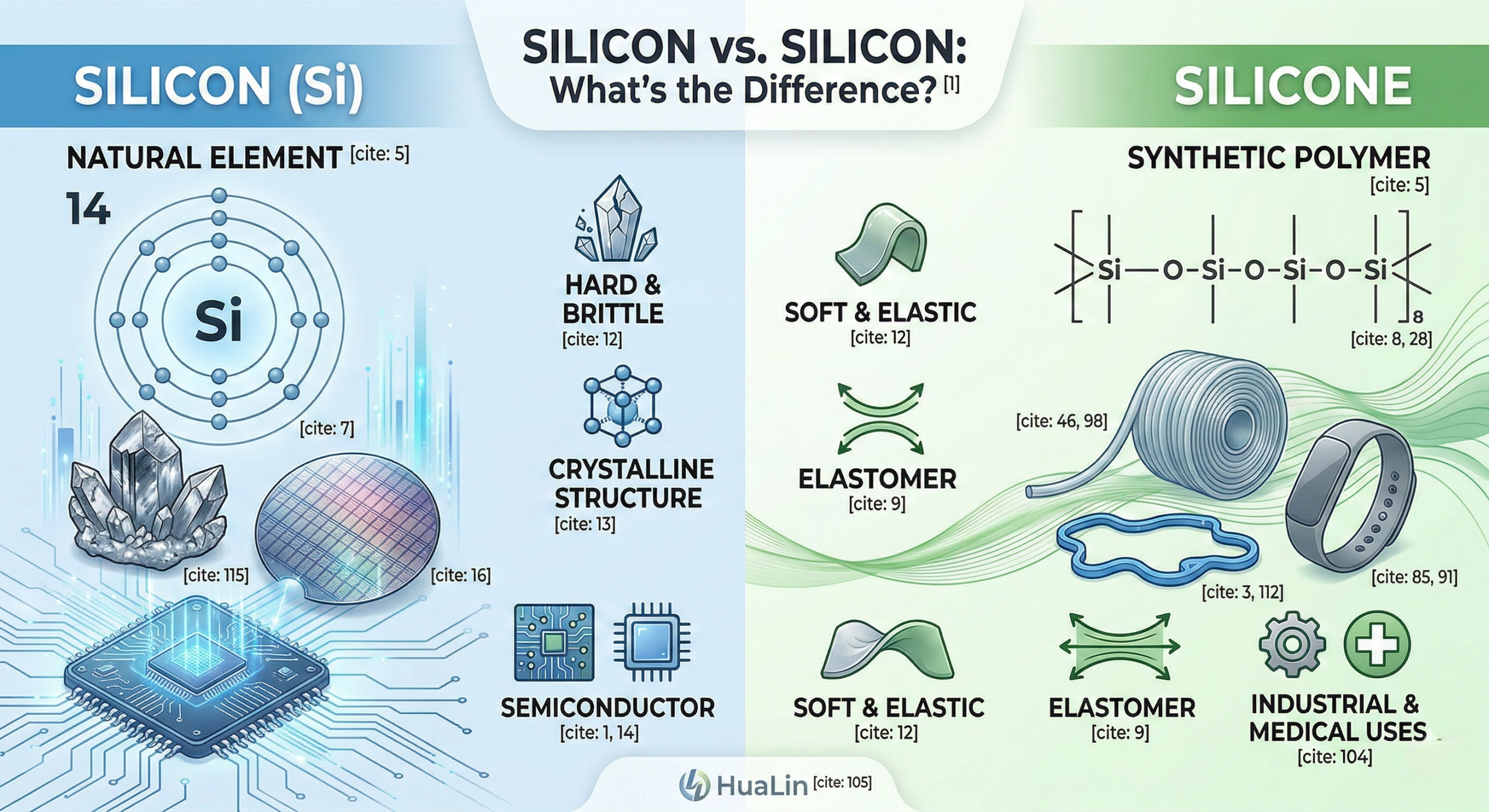
Silicon is the 14th element (Si) and is rarely found alone in nature, usually appearing as silica in sand. Silicone is a polymer that takes that silicon element and bonds it with oxygen, carbon, and hydrogen to create a flexible chain.
- Silicon is a crystalline metalloid.
- Silicone is a siloxane-based elastomer.
- One is a natural mineral; the other is a manufactured rubber.
Key Takeaway: Silicon is a base chemical element, while silicone is a high-performance polymer engineered for industrial flexibility.
| Property | Silicon Element | Silicone Polymer |
|---|---|---|
| Origin | Natural (Mineral) | Synthetic (Man-made) |
| Physical State | Hard and Brittle | Soft and Elastic |
| Structure | Crystalline | Polymeric |
Understanding these chemical foundations is essential for selecting the right material grade during the product development phase.
What is silicon used for in modern electronics?
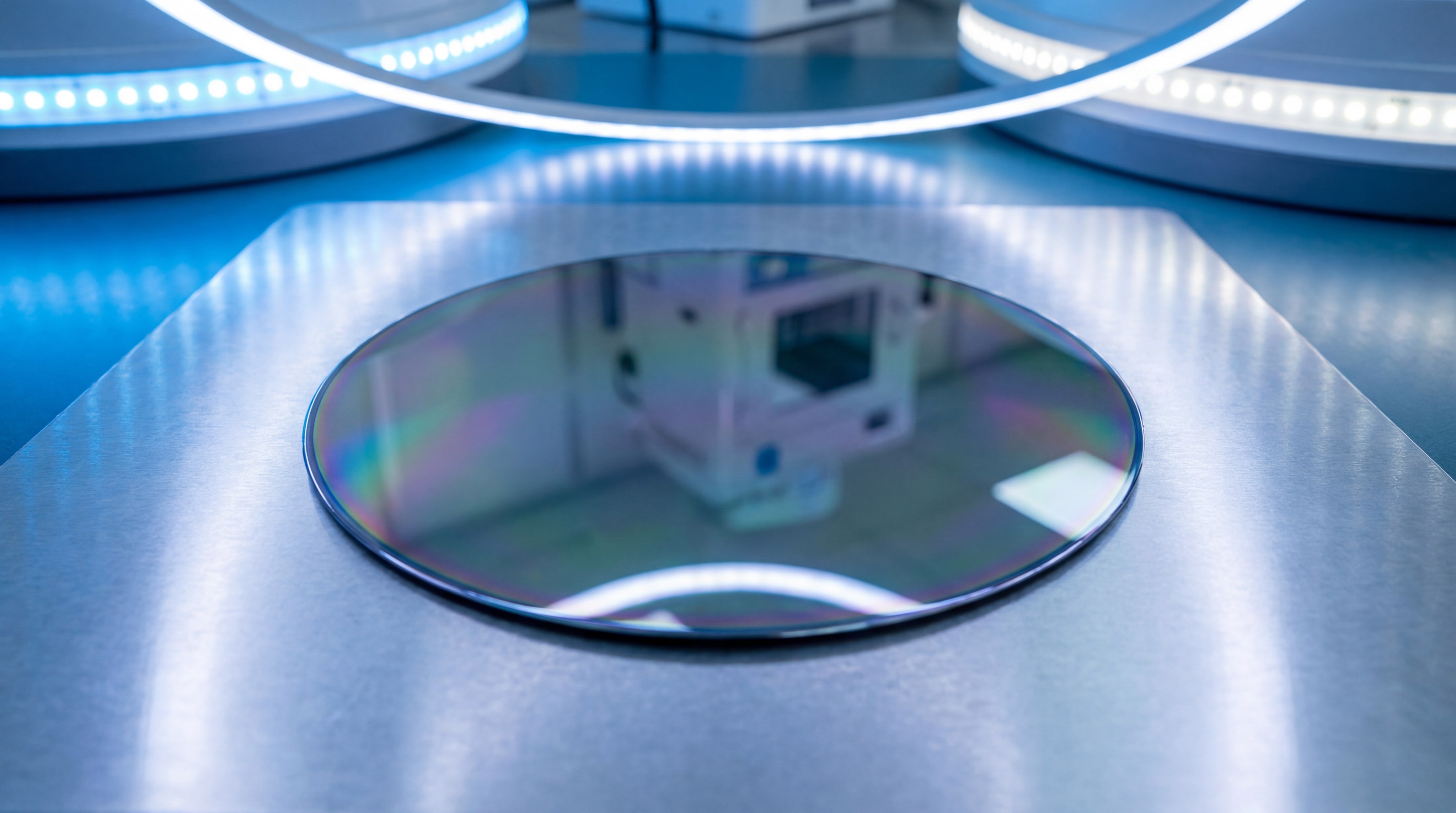
Silicon is used almost exclusively in the electronics industry due to its unique semiconducting properties that allow it to control the flow of electricity. When engineers ask what is silicon used for?, they are usually referring to the high-purity wafers required for microchip fabrication and integrated circuits.
Why is silicon vital for semiconductors?
But wait, there’s more:
Silicon’s ability to be “doped” with other elements allows it to function as a switch, enabling the binary processing that defines modern computing. Without this specific metalloid, the miniaturization of processors and memory chips would be physically impossible.
- Fabrication of central processing units (CPUs).
- Production of memory modules (RAM).
- Creation of transistors and diodes.
Key Takeaway: Elemental silicon is the foundational material for the digital age, acting as the primary semiconducting medium for all modern hardware.
| Application | Role of Silicon | Benefit |
|---|---|---|
| Microchips | Substrate material | High processing speed |
| Transistors | Current regulation | Precise electrical control |
| PCBs | Rigid base | Thermal stability |
Silicon’s value in the electronics sector lies in its atomic ability to manipulate electrical currents, a property that is not shared by silicone rubber.
How is silicone rubber manufactured from raw silicon?
The production of silicone involves a complex chemical synthesis that transforms brittle silicon metal into a versatile, elastic polymer. To appreciate this transformation, manufacturers must recognize what is silicon used for? as a raw building block during the initial refinement of silica sand.

What are the steps of polymerization?
Let’s dive in:
The process begins by reacting pure silicon with methyl chloride to create chlorosilanes, which are then hydrolyzed to form the siloxane backbone. This inorganic Si-O-Si backbone provides the finished rubber with its signature resistance to heat, UV rays, and chemical exposure.
- Refinement of metallurgical silicon.
- Chemical reaction to create siloxane chains.
- Addition of catalysts for thermal curing.
Key Takeaway: Silicone manufacturing is a value-added process that converts a rigid mineral into a high-performance industrial elastomer.
| Stage | Process | Resulting Form |
|---|---|---|
| Refinement | Silica heating | Pure Silicon |
| Synthesis | Hydrolysis | Siloxane Polymers |
| Molding | Heat Curing | Flexible Rubber Parts |
Transforming a brittle element into a resilient polymer requires precise chemical engineering to achieve specific Shore A hardness levels for custom parts.
Why does silicone offer better temperature resistance?
Silicone is specifically engineered to remain stable and flexible in extreme temperature environments that would destroy standard plastics or brittle minerals. In heavy-duty applications, knowing what is silicon used for? helps contrast the element’s high melting point with the polymer’s ability to maintain a seal at sub-zero temperatures.

How does silicone behave in extreme cold?
You might be wondering:
Unlike many organic rubbers that become brittle and crack in freezing conditions, silicone maintains its elasticity down to -60°C. This makes it the preferred choice for aerospace seals and automotive gaskets that must operate in varying climate conditions.
- Operates effectively up to 250°C.
- Resists thermal cycling without degradation.
- Low thermal conductivity acts as an insulator.
Key Takeaway: Silicone is the superior material for thermal insulation and mechanical seals across a broad temperature spectrum.
| Environment | Silicone Performance | Standard Plastic |
|---|---|---|
| Extreme Heat | Stable up to 250°C | Melts or deforms |
| Extreme Cold | Stays flexible | Becomes brittle |
| Thermal Shock | High resistance | Low resistance |
The ability to remain elastic while exposed to continuous heat makes silicone an indispensable material for modern industrial engineering.
Can you use silicon for medical-grade seals?
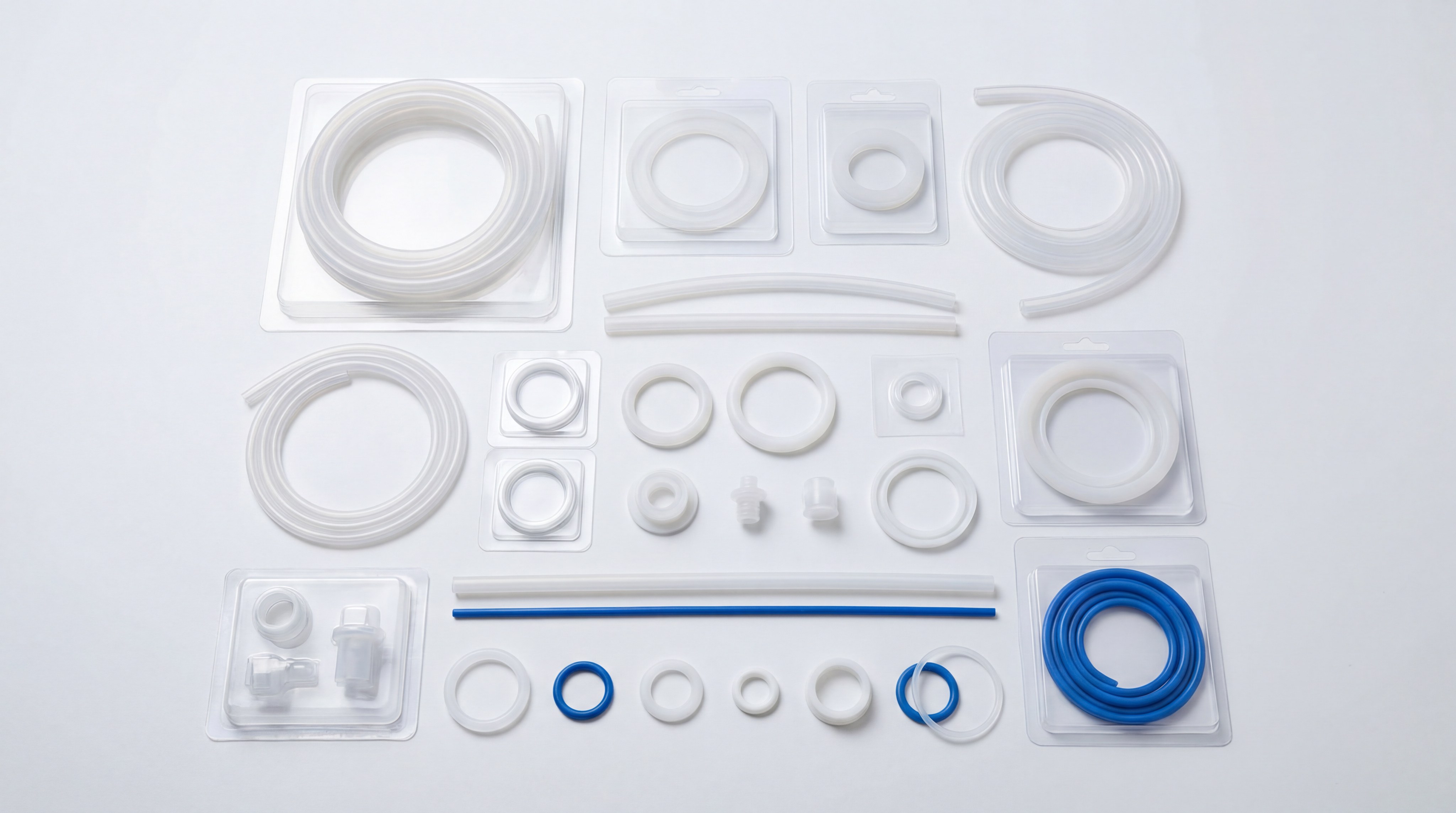
Silicon is not used for flexible seals because it is a rigid metalloid; instead, medical-grade silicone is the industry standard for biocompatible parts. When researching what is silicon used for?, one will find it in rigid sensors, while silicone is used for valves and tubing.
Why is silicone safer for healthcare?
The facts are clear:
Medical silicone is chemically inert and does not react with biological tissue, making it ideal for long-term implants and skin contact. It meets strict ISO 13485 standards, ensuring it can withstand repeated sterilization without leaching harmful toxins.
- Hypoallergenic and non-toxic properties.
- Resists bacterial growth on non-porous surfaces.
- Compatible with autoclave and gamma sterilization.
Key Takeaway: Silicone is the primary choice for healthcare devices due to its safety, flexibility, and high degree of biocompatibility.
| Standard | Material Type | Application |
|---|---|---|
| ISO 13485 | Medical Silicone | Precision Gaskets |
| FDA Grade | Food-Grade Silicone | Baby Care Spoons |
| Biocompatible | LSR Silicone | Surgical Implants |
Utilizing high-quality silicone polymers allows for the creation of medical components that protect patient health while meeting global regulations.
Is silicon an essential material for solar energy?
Silicon is the active functional component in solar panels, converting sunlight into electricity through its photovoltaic properties. For renewable energy firms, identifying what is silicon used for? is the first step in optimizing energy capture efficiency in large-scale solar farms.
How do solar cells capture energy?
Here is the bottom line:
Solar cells are made from thin wafers of crystalline silicon that knock electrons loose when hit by photons from sunlight. This process creates a direct current (DC) of electricity that can be harnessed for power grids and industrial use.
- Mono-crystalline silicon for high efficiency.
- Poly-crystalline silicon for cost-effective panels.
- Thin-film silicon for flexible solar applications.
Key Takeaway: Silicon is the energy converter in solar technology, whereas silicone is often used as the sealant for the panel frame.
| Component | Material | Function |
|---|---|---|
| Solar Wafer | Pure Silicon | Energy conversion |
| Panel Sealant | Silicone Rubber | Weatherproofing |
| Circuit Board | Silicon Element | Power management |
While silicon generates the power, silicone provides the external protection required for the hardware to survive decades of environmental exposure.
Does silicone provide better durability than plastic?
Silicone is significantly more durable than traditional plastics because it does not degrade or shed microplastics over time. When analyzing what is silicon used for?, professionals often discover that switching to silicone components improves the long-term sustainability of their product lines.
Is silicone a microplastic-free material?
It gets even better:
Because silicone is derived from silica rather than petroleum, it does not release the harmful micro-particles associated with plastic degradation. This makes it a safer, more sustainable choice for consumer goods, kitchenware, and industrial components that require longevity.
- High resistance to UV and ozone aging.
- Does not crack or peel under stress.
- Reusable for thousands of cycles in manufacturing.
Key Takeaway: Silicone provides a durable, eco-friendly alternative to plastic, offering a lower total cost of ownership through long-term performance.
| Longevity Factor | Plastic | Silicone |
|---|---|---|
| UV Resistance | Low (Yellows/Cracks) | High (Maintains color) |
| Chemical Wear | High risk of leaching | Extremely low reactivity |
| Durability | Short-term | Multi-decade lifespan |
Choosing silicone over plastic is a strategic decision that aligns modern manufacturing with global ESG goals and environmental standards.
What is silicon used for in heavy industrial alloys?
Beyond the world of microchips, elemental silicon is a vital alloying agent used to improve the strength and castability of industrial metals. In metallurgical sectors, determining what is silicon used for? reveals its importance in creating high-performance aluminum and steel alloys for heavy machinery.
How does silicon improve metal casting?
Here is the secret:
Adding silicon to aluminum increases the fluidity of the molten metal, allowing it to fill complex molds more easily without forming internal defects. This makes silicon-aluminum alloys essential for manufacturing automotive engine blocks and aerospace components.
- Deoxidizing agent in stainless steel production.
- Improves hardness and wear resistance in alloys.
- Enhances magnetic properties in electrical steel.
Key Takeaway: Silicon element is a critical metallurgical additive used to enhance the structural integrity of industrial metal products.
| Alloy Type | Silicon Role | Industry |
|---|---|---|
| Aluminum-Silicon | Improves castability | Automotive |
| Ferrosilicon | Deoxidation | Construction |
| Copper-Silicon | Corrosion resistance | Marine |
The industrial application of silicon as an alloying element highlights its status as a structural enhancer across the global supply chain.
How do wearables combine both silicon and silicone?
Smart wearables represent the perfect partnership between the electronic intelligence of silicon and the physical comfort of silicone. Designers must integrate what is silicon used for? in the internal sensors with the hypoallergenic properties of the outer silicone strap.
Why is silicone the best for skin contact?
Think about it this way:
A wearable device needs to be comfortable enough for 24/7 use, which requires a material that is breathable, soft, and non-irritating to human skin. Silicone provides this physical interface, while the internal silicon-based processor handles the data tracking.
- Hypoallergenic straps for all-day comfort.
- Waterproof seals for internal electronics.
- Durable overmolding for shock protection.
Key Takeaway: Silicon provides the “brain” of wearable technology, while silicone provides the “body” that protects the device and user.
| Wearable Part | Material | Key Benefit |
|---|---|---|
| Internal Chip | Silicon Element | Data processing |
| Wristband | Silicone Rubber | Skin-safe comfort |
| Display Seal | LSR Silicone | IP68 Waterproofing |
The synergy between these two materials defines the modern wearable market, combining high-tech functionality with ergonomic design.
Which material should you choose for your next project?
Selecting between silicon and silicone depends entirely on whether your application is electronic, structural, or mechanical. For B2B procurement, understanding what is silicon used for? ensures that you allocate resources to the correct material grade for your specific industrial needs.
Is your application physical or digital?
The bottom line is this:
If you are designing a microchip or a solar cell, you need pure silicon. If you are creating a flexible seal, a medical valve, or a protective cover, silicone rubber is the only material that will provide the required performance.
- Use Silicon for: Semiconductors and alloys.
- Use Silicone for: Seals, tubes, and gaskets.
- Consult an expert for custom LSR molding.
Key Takeaway: Material selection should be driven by the environment and the mechanical requirements of the final product to ensure safety and durability.
| Application Type | Recommended Material | Why? |
|---|---|---|
| Computing | Pure Silicon | Semiconductor properties |
| Fluid Control | Silicone Rubber | Chemical resistance |
| Sealing | LSR Silicone | Elasticity and longevity |
Partnering with a specialized manufacturer allows you to navigate these material differences and secure the high-precision components your brand deserves.
Conclusion
Distinguishing between silicon and silicone is essential for any technical professional aiming to launch high-quality industrial products. While silicon remains the backbone of the global electronics and metallurgy industries, silicone rubber stands as the versatile, safe, and durable workhorse for medical, automotive, and consumer applications. At HuaLin, we specialize in high-precision silicone manufacturing, transforming this incredible polymer into custom solutions that solve complex engineering challenges. If you are ready to enhance your product’s performance with world-class materials, contact us today for expert guidance and manufacturing support. Our vision is to empower global brands with sustainable, high-performance silicone components that define the future of technology and healthcare.
Frequently Asked Questions
Can I use silicon as a waterproof sealant?
No, silicon is a hard, brittle mineral. You must use silicone rubber, which is a flexible elastomer, for all waterproofing and sealing applications.
Is silicone safer than plastic for baby products?
Yes, medical and food-grade silicone are BPA-free and non-toxic. They are much safer than many plastics because they do not shed microplastics or leach chemicals.
What’s the best material for high-heat gaskets?
Silicone is the best choice because it maintains its mechanical properties up to 250°C. Standard rubber or plastics will melt or become brittle under those conditions.
How do I know if a product is made of silicon?
Check if the material is a hard, metallic-grey crystalline solid. If it is part of a microchip or a solar panel, it is almost certainly pure silicon.
Can I recycle silicone components?
While not typically accepted in curbside bins, silicone can be downcycled by specialized facilities into industrial oils or playground mulch. This helps prevent it from entering landfills.