
Food Safe Silicone Tubing stands as your definitive choice for maintaining product purity and operational efficiency in hygienic processing environments. Leaking or contaminating hoses can ruin entire production batches overnight. Replacing degraded lines constantly halts operations and slashes your profit margins. Deploying premium Food Safe Silicone Tubing permanently resolves these issues by delivering unmatched durability and compliance.
How Does Food Safe Silicone Tubing Function?
Food Safe Silicone Tubing operates as a premium, non-toxic elastomer channel engineered strictly for hygienic fluid transfer. Utilizing high-quality Food Safe Silicone Tubing guarantees your production remains completely free from harmful chemical leaching. It provides exceptional thermal stability alongside flexibility for modern manufacturing lines.
What makes it different from standard tubing?
Standard hoses often utilize generic rubber that breaks down or imparts unwanted flavors into your products. What’s the real story? Food-grade variants are explicitly formulated with pure silicone polymers that resist degradation and maintain neutrality perfectly.
- Free from plasticizers
- Platinum-cured for high purity
- Odorless and tasteless
- Highly resistant against tearing
How do core material characteristics perform?
This advanced tubing remains completely inert when exposed against various consumable ingredients, ensuring total consumer safety. You can easily integrate it into complex machinery thanks mostly toward its superior elasticity.
| Feature | Description | Benefit |
| Biocompatibility | Completely inert material | Zero product contamination |
| Elasticity | Bends without kinking | Easy routing everywhere |
| Surface | Smooth inner wall | Prevents bacterial buildup |
Available data confirms that these structural features directly prevent blockages and hygienic failures.
Key Takeaway: Investing in specialized materials secures your operational integrity and protects your brand reputation globally.
Why Choose Food Safe Silicone Tubing For Your Production Line?

Choosing Food Safe Silicone Tubing ensures strict regulatory compliance while simultaneously drastically reducing your maintenance downtime. This specific material actively prevents contamination and withstands rigorous daily usage without faltering.
How does it ensure product purity?
Contamination represents a fast track toward triggering costly recalls and damaging consumer trust irreparably. But here’s the kicker… Using correct silicone eliminates this risk entirely by offering a smooth, non-porous interior.
- Resists microbial growth
- Leaves zero residue
- Withstands aggressive sterilization
- Protects flavor profiles
Why focus on longevity and cost efficiency?
Frequent equipment replacements drain your maintenance budget and severely impact overall production yields. You achieve significant long-term savings because this material outlasts traditional rubber alternatives by years.
| Aspect | Traditional Rubber | Premium Silicone |
| Lifespan | Short duration | Long duration |
| Replacement Cost | Very frequent | Very infrequent |
| Downtime | Significant delays | Minimal delays |
This comparison illustrates an undeniable financial advantage regarding upgrading your facility’s fluid transfer systems.
Key Takeaway: Premium silicone drastically lowers your total cost of ownership through extended operational longevity.
What Are Key Standards And Compliance Requirements?
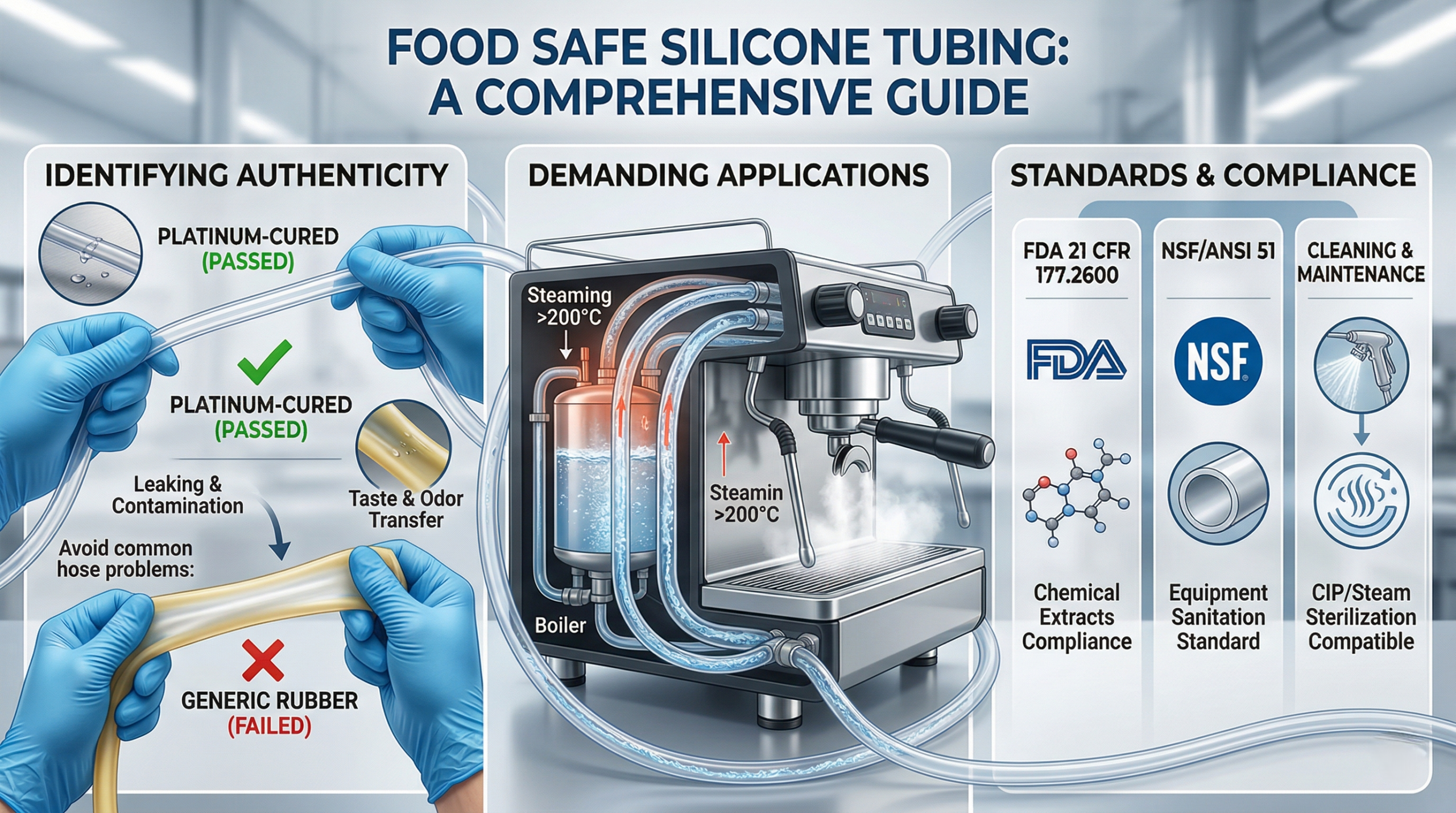
Key standards for Food Safe Silicone Tubing typically include strict FDA guidelines and recognized NSF certifications. Deploying Food Safe Silicone Tubing meeting these benchmarks remains absolutely mandatory for legal commercial operations.
What are FDA 21 CFR 177.2600 essentials?
Federal agencies mandate strict limits on extractables, ensuring rubber articles remain safe during repeated use. You might be wondering… This regulation specifically caps what chemical compounds can transfer into your final product.
- Regulates extractable limits
- Demands proper cleaning pre-use
- Applies toward aqueous foods
- Applies toward fatty foods
How does NSF/ANSI 51 certification work?
NSF/ANSI 51 establishes explicit sanitation requirements for materials utilized inside commercial processing equipment. You should always verify supplier certification through independent databases rather than relying upon self-claims.
| Standard | Focus Area | Impact |
| FDA 21 CFR | Chemical Extractables | Prevents toxic leaching |
| NSF/ANSI 51 | Equipment Sanitation | Ensures cleanability |
| ISO 9001 | Quality Management | Guarantees consistency |
These regulatory frameworks establish a non-negotiable baseline regarding consumer safety within processing environments.
Key Takeaway: Strict adherence toward international safety standards shields your business from severe legal and financial liabilities.
How Does Food Safe Silicone Tubing Compare Against Other Materials?
Food Safe Silicone Tubing offers vastly superior temperature resistance alongside flexibility compared against rigid plastics or standard rubber. It remains completely neutral and durable where other compounds might quickly harden, crack, or melt.
How does silicone compare versus PVC alternatives?
PVC often requires chemical plasticizers for achieving flexibility, which can easily migrate into consumable liquids. Here’s the deal: Platinum-cured silicone achieves natural elasticity without any hazardous additives, making it infinitely safer.
- No phthalates involved
- Superior heat resistance
- Longer flex life
- Better transparency
How does silicone compare versus standard polyurethane?
Polyurethane provides good abrasion resistance but generally fails completely under high-temperature sanitation cycles. You will find that silicone maintains its structural integrity even during intense steam sterilization.
| Material | Heat Resistance | Flexibility | Safety Profile |
| PVC | Low | Moderate | Questionable |
| Polyurethane | Moderate | High | Moderate |
| Pure Silicone | Very High | Very High | Excellent |
Evaluating these material properties demonstrates why silicone dominates high-temperature and highly regulated processing sectors.
Key Takeaway: Replacing outdated plastics with modern silicone directly improves both safety metrics and mechanical reliability.
What Are Main Applications Within Food And Beverage Processing?
Main applications for Food Safe Silicone Tubing include dairy processing, beverage dispensing, and commercial coffee equipment. Implementing highly reliable Food Safe Silicone Tubing guarantees hygienic transfer across all these critical operational sectors.
How does it handle dairy and beverage transfer?
Dairy products demand incredibly sanitary conditions, preventing rapid bacterial proliferation during fluid movement. Ready for the good part? Clear silicone allows operators visual inspection capabilities instantly regarding any blockages or residue.
- Milk transportation lines
- Juice extraction setups
- Syrup dosing machines
- Sauce dispensing units
Why use it in commercial coffee and vending?
Coffee machines rely heavily upon internal hoses transporting boiling water without imparting plastic tastes. You can trust these components withstanding daily thermal cycling without degrading or bursting under pressure.
| Application | Key Requirement | Silicone Benefit |
| Dairy | Bacterial resistance | Smooth inner bore |
| Coffee | Heat resistance | Withstands 200°C+ |
| Vending | Longevity | High tear strength |
This breakdown proves that versatile silicone adapts perfectly toward distinct, highly demanding beverage environments.
Key Takeaway: Upgrading your application-specific hoses drastically elevates your final consumable product quality.
How Does Manufacturing Ensure Safety And Quality?
Manufacturing processes ensure safety by utilizing controlled clean rooms and advanced curing technologies for Food Safe Silicone Tubing. Precision engineering prevents any environmental contaminants from compromising raw materials before they cure.
Why follow strict clean room production standards?
Airborne particles and dust pose massive threats regarding purity within medical or food-grade components. This is where it gets interesting… Top manufacturers employ Class 100k clean rooms, completely isolating their extrusion process.
- Filtered air environments
- Strict gowning protocols
- Automated handling systems
- Continuous environmental monitoring
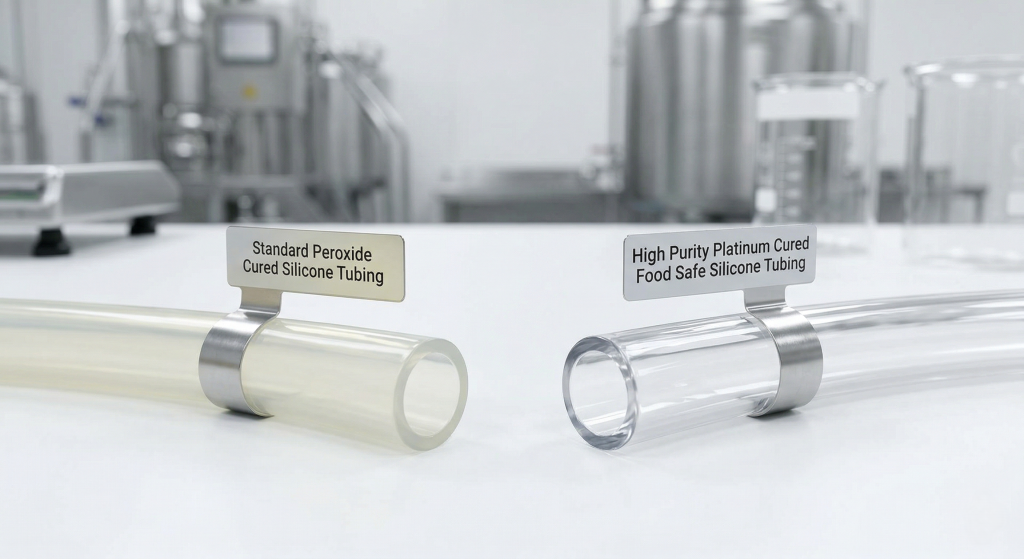
How do platinum curing methods work?
Platinum curing utilizes precious metal catalysts, cross-linking polymers without leaving any harmful residues behind. You receive vastly superior, crystal-clear hoses that never exhibit sticky surfaces common among cheaper alternatives.
| Curing Method | Catalyst | Byproducts | Purity Level |
| Peroxide | Organic acids | Odor, bloom | Moderate |
| Platinum | Platinum | None | Maximum |
Production methods directly dictate final purity, making platinum curing an absolute necessity.
Key Takeaway: Partnering with advanced manufacturing facilities ensures your components consistently meet stringent hygienic criteria.
What Are Temperature And Chemical Resistance Properties?
Temperature and chemical resistance properties of Food Safe Silicone Tubing allow survival through extreme environments easily. By utilizing Food Safe Silicone Tubing, you confidently run aggressive sanitization cycles without damaging your equipment.
How does it handle extreme hot and cold?
Processing plants frequently subject equipment toward freezing conditions followed rapidly by boiling washes. Let’s look a little closer. This advanced material effortlessly handles temperature swings from -40°C through 250°C without losing flexibility.
- Survives flash freezing
- Endures boiling water
- Resists thermal cracking
- Maintains elasticity continuously
How does it maintain chemical resistance during sanitization?
Clean-in-place protocols utilize strong alkaline or acidic solutions, eradicating bacteria between production runs. You will appreciate how well this compound resists degradation when exposed against mandatory harsh chemicals.
| Resistance Type | Typical Range | Operational Benefit |
| Thermal | -40°C through 250°C | No melting or cracking |
| Chemical | Weak acids/bases | Survives CIP processes |
| UV/Ozone | Excellent | No outdoor degradation |
These robust resistance profiles guarantee continuous operation even under punishing industrial conditions.
Key Takeaway: Utilizing highly resilient materials minimizes unexpected breakdowns and keeps production schedules entirely on track.
How Can You Identify Genuine Food Grade Silicone Tubing?

You identify genuine Food Safe Silicone Tubing by reviewing official compliance declarations and conducting basic physical assessments. Authentic materials never turn white when stretched and possess completely neutral scents right out of packaging.
What visual and physical checks apply?
Counterfeit or low-grade hoses often hide dangerous fillers, compromising safety and structural integrity. Here’s the deal: A simple stretch test reveals these fillers if stretched areas turn noticeably white.
- Perform stretch tests
- Check transparency levels
- Ensure zero chemical smell
- Verify uniform wall thickness
Why request proper documentation?
You cannot rely purely upon visual inspections when consumer health and legal liabilities sit at stake. You must demand formal Declarations of Compliance referencing specific FDA or NSF regulations from your supplier.
| Verification Method | Action Required | What It Proves |
| Stretch Test | Pull material firmly | Absence of cheap fillers |
| Smell Test | Check for odors | Proper platinum curing |
| Documentation | Request FDA DoC | Legal regulatory compliance |
These verification steps act absolutely critical for distinguishing premium products from dangerous, non-compliant alternatives.
Key Takeaway: Rigorously verifying material authenticity protects consumers from toxic exposure and shields businesses from lawsuits.
What Are Maintenance And Cleaning Best Practices?
Best maintenance practices for Food Safe Silicone Tubing involve daily sanitization and routine visual inspections checking for wear. Installing proper Food Safe Silicone Tubing represents only one step; maintaining it ensures long-term operational success.
What daily sanitization routines work best?
Failing at cleaning your lines properly invites rapid bacterial growth, ruining subsequent production batches. Ready for the good part? You should implement automated clean-in-place procedures utilizing appropriate alkaline cleaners followed by thorough rinsing.
- Flush with warm water
- Circulate approved detergents
- Perform thorough freshwater rinses
- Utilize steam sterilization occasionally
How do you know when replacement becomes necessary?
Even highly durable materials eventually exhibit signs of mechanical fatigue after millions of flex cycles. You must train operators regarding spotting cloudiness, surface abrasions, or minor kinks before catastrophic failures occur.
| Inspection Factor | Warning Sign | Required Action |
| Clarity | Milky or opaque | Schedule replacement |
| Surface | Scratches or tears | Immediate replacement |
| Flexibility | Stiff or brittle | Immediate replacement |
Monitoring these specific degradation signs prevents unexpected downtime and maintains highest hygienic standards.
Key Takeaway: Proactive maintenance alongside timely replacements dramatically increases overall efficiency and safety throughout your facility.
How Should You Choose The Right Food Safe Silicone Tubing Manufacturer?

Choosing your right Food Safe Silicone Tubing manufacturer involves evaluating their quality management systems and production capabilities. Reliable partners provide full material traceability, extensive testing data, and consistent delivery schedules continuously.
Why evaluate production capacity?
Suppliers might create excellent prototypes but completely fail delivering bulk orders during peak seasons. The best part? Established manufacturers operate multiple automated extrusion lines, guaranteeing uninterrupted supply chains for their clients.
- Assess total daily output
- Review lead time accuracy
- Check clean room availability
- Verify custom sizing options
How do certifications and testing impact choices?
Your supplier must act as a trustworthy partner who deeply understands stringent international regulatory environments. You should strictly prioritize factories maintaining active ISO 9001 and ISO 13485 quality management certifications.
| Capability | Importance | Business Impact |
| ISO Certifications | Very High | Ensures consistent quality |
| In-house Testing | Very High | Rapid defect detection |
| Custom Tooling | Medium | Faster product launches |
Selecting highly certified manufacturing partners eliminates supply chain anxieties and accelerates operational growth securely.
Key Takeaway: Partnering alongside advanced, certified factories guarantees you receive compliant, high-performance components every single time.
Upgrading your facility with high-grade tubing definitively resolves persistent challenges regarding contamination, equipment failure, and regulatory compliance. We provide expertly engineered solutions that optimize your processes and protect your brand’s integrity completely. Please Contact us today for upgrading your systems with premium components tailored toward your specific needs. We prioritize service-oriented excellence, putting customers first for driving joint industry development forward continually.
FAQ
Q1: Can I use standard tubing instead of food-grade options?
No, you cannot. Standard versions contain hazardous plasticizers that leach into consumables, directly violating global safety regulations.
Q2: What’s the best way to clean these hoses?
The best approach involves standard clean-in-place protocols utilizing automated systems. They withstand hot water, alkaline detergents, and intense steam sterilization effectively without degrading.
Q3: How do I know if my material possesses platinum curing?
You can confirm this through a simple smell test and visual check. Platinum-cured items remain completely odorless and highly transparent right out of their packaging.
Q4: Can I pump boiling liquids through these lines?
Yes, absolutely. The material safely handles continuous temperatures reaching 250°C without melting, cracking, or losing its essential flexibility.
Q5: What’s the best method to verify supplier compliance?
Always request a formal Declaration of Compliance from your manufacturing partner. This specific document proves their product meets strict FDA or NSF extraction limits legally.