

Silicone rubber is a high-performance synthetic elastomer composed of a backbone of silicon and oxygen atoms combined with carbon and hydrogen. Engineering teams often struggle to find materials that maintain physical integrity when exposed to extreme thermal fluctuations or UV radiation. Conventional organic rubbers frequently become brittle and fail in these environments, resulting in catastrophic seal leaks and expensive equipment downtime. By partnering with a leading silicone rubber manufacturer, you can utilize advanced material science to ensure your components remain flexible and durable in the most demanding industrial conditions.
What is the core definition of silicone rubber?

Silicone rubber is a unique synthetic polymer characterized by an inorganic Si-O-Si backbone that provides superior stability compared to carbon-based elastomers. Working with an experienced silicone rubber manufacturer allows you to access specialized grades that bridge the gap between plastics and traditional rubbers. This material is widely prized for its chemical inertness and its ability to withstand extreme temperatures without losing elasticity.
The chemical structure of silicone elastomers
You will find that the atomic arrangement of this material is fundamentally different from natural rubber. Because of the strong bond between silicon and oxygen, the material resists oxidation and thermal degradation far better than organic alternatives. Here is the kicker: the addition of organic side groups like methyl or vinyl allows for precise tuning of the rubber’s final mechanical properties.
- Inorganic silicon-oxygen backbone for thermal stability.
- Organic side groups for flexible mechanical customization.
- High resistance to ozone and UV radiation.
- Superior dielectric strength for electrical insulation.
Why choose a silicone rubber manufacturer?
When you seek a reliable partner, you gain access to decades of expertise in polymer blending and custom formulation. You might be wondering why specialized knowledge matters, but the truth is that tiny variations in the catalyst or filler can completely change the performance of your part. A professional product development partner ensures that the raw resin is optimized for your specific application requirements.
- Expert consultation on material hardness and elongation.
- Access to high-purity medical and food-grade resins.
- Ability to create custom color matches and textures.
- Streamlined production from prototype to mass manufacturing.
Key Takeaway: Silicone rubber’s inorganic backbone makes it the premier choice for durability and stability in environments where organic rubbers fail.
| Feature | Description |
|---|---|
| Polymer Type | Synthetic Elastomer |
| Backbone Chain | Silicon-Oxygen (Si-O) |
| Primary Strength | Thermal and Chemical Resistance |
Analysis shows that the molecular stability of silicone is the primary driver for its adoption in critical safety and performance sectors.
How is silicone rubber synthesized from raw silica?
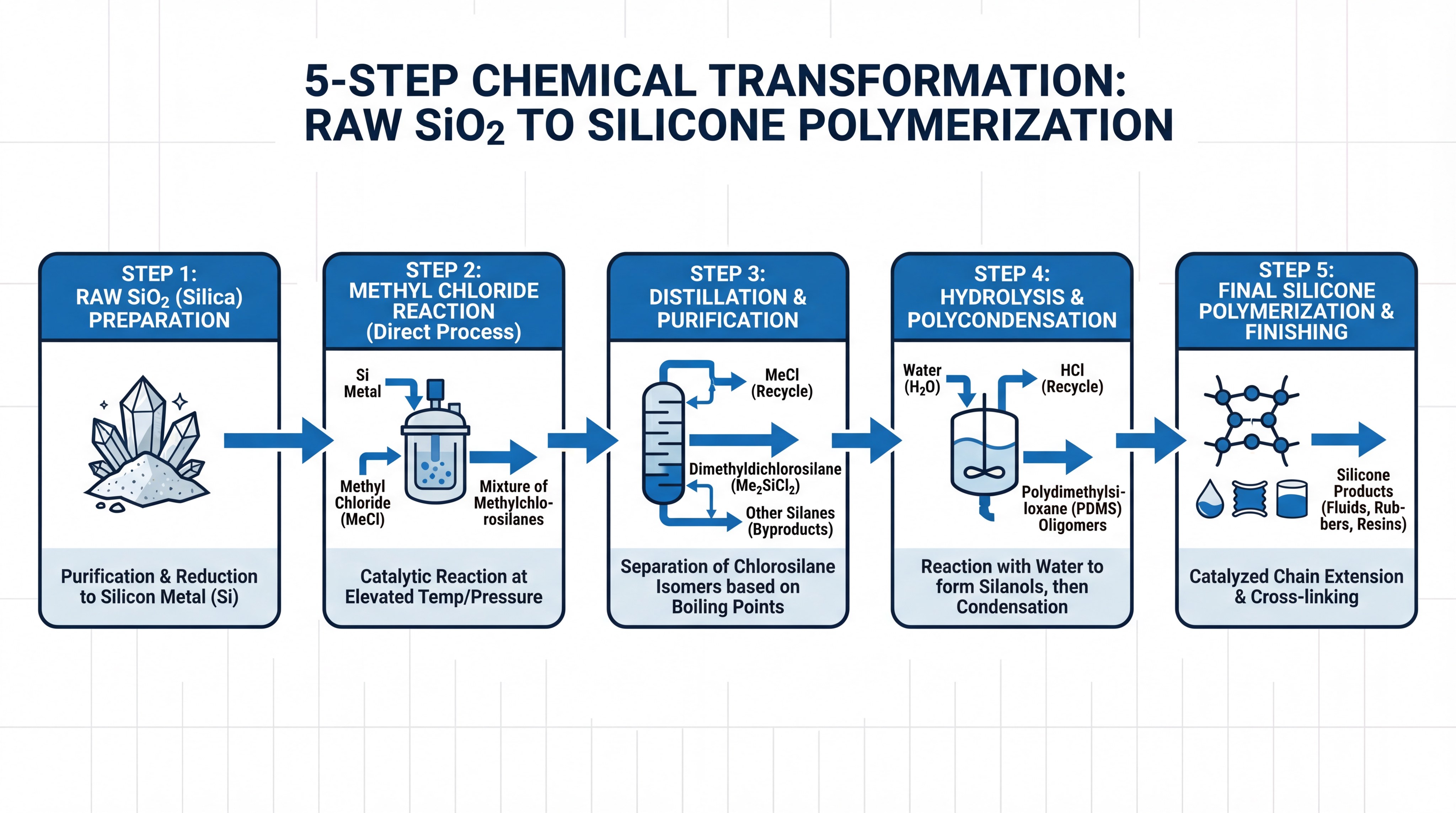
The synthesis of silicone rubber begins with the reduction of silica sand into pure silicon metal at extremely high temperatures. Every silicone rubber manufacturer follows a rigorous multi-step chemical process to transform this raw mineral into a workable polymer. This journey involves complex reactions with methyl chloride to create the intermediate silane compounds necessary for polymerization.
The role of methyl chloride in synthesis
You should understand that the “Direct Process” is the heart of silicone production, where silicon powder reacts with methyl chloride. This reaction occurs in a controlled environment to produce dimethyldichlorosilane, which serves as the fundamental building block for the elastomer. But that is not all; this stage requires precise pressure management to ensure the purity of the resulting chemical stream.
- Conversion of solid silicon into liquid silanes.
- Utilization of copper catalysts to accelerate the reaction.
- Production of various chlorosilane isomers.
- Removal of impurities through high-precision filtration.
Distillation and the polymerization process
Once you have the raw silanes, they must undergo distillation to isolate the specific molecules needed for the polymer chain. This is where the magic happens: the purified silanes are hydrolyzed with water, leading to the formation of silanols that eventually condense into long-chain silicone polymers. A specialized manufacturer monitors this condensation carefully to control the final viscosity and molecular weight of the rubber.
- Separation of chlorosilanes by boiling points.
- Hydrolysis to create the silicon-oxygen chain.
- Polycondensation to achieve desired polymer length.
- Finishing treatments to stabilize the final resin.
Key Takeaway: The transformation from silica sand to silicone polymer is a high-tech chemical process that ensures material purity and performance.
| Step | Process | Output |
|---|---|---|
| 1 | Silica Reduction | Pure Silicon metal |
| 2 | Direct Reaction | Chlorosilane monomers |
| 3 | Hydrolysis | Polydimethylsiloxane (PDMS) |
The complexity of these chemical steps underscores why sourcing from a verified manufacturer is critical for ensuring material consistency.
How is it produced in industrial factories?

Industrial production involves mixing raw silicone gum with various additives and cross-linking agents before shaping them through heat-driven vulcanization. A top-tier silicone rubber manufacturer uses large-scale milling and extrusion equipment to ensure that the fillers are evenly distributed throughout the material. This ensures that every part produced in the factory meets the same high mechanical standards.
High-temperature vulcanization systems
You will typically see solid silicone being processed through high-temperature vulcanization (HTV) using heavy-duty mills and ovens. This process requires the application of heat and pressure to trigger the cross-linking of polymer chains into a permanent 3D network. Think about this: without proper heat management in the factory, the material might under-cure, leading to weak seals and part failure.
- Use of peroxide or platinum curing agents.
- Large-scale industrial ovens for secondary curing.
- Precision milling to incorporate pigments and fillers.
- Extrusion lines for continuous profiles and seals.
The efficiency of automated production
If you are looking for high-volume output, you should consider how modern factories utilize automation to reduce lead times. Automated dispensing and robotic demolding allow a manufacturer to maintain a 24/7 production cycle with minimal human error. You might be wondering about consistency, but advanced sensors now track every stage of the vulcanization process to ensure perfection.
- Robotic arms for flash-free part removal.
- Real-time temperature monitoring in molds.
- High-speed injection molding for intricate parts.
- Automated quality inspection via vision systems.
Key Takeaway: Industrial silicone production relies on precise heat control and automation to transform raw gum into high-performance components.
| Production Method | Process Style | Best For |
|---|---|---|
| Extrusion | Continuous | Tubing and long seals |
| Compression | Batch | Large, simple gaskets |
| Injection | Automated | High-volume complex parts |
Modern industrial facilities focus on process stability to deliver consistent material properties across millions of units.
What are the primary silicone types used today?
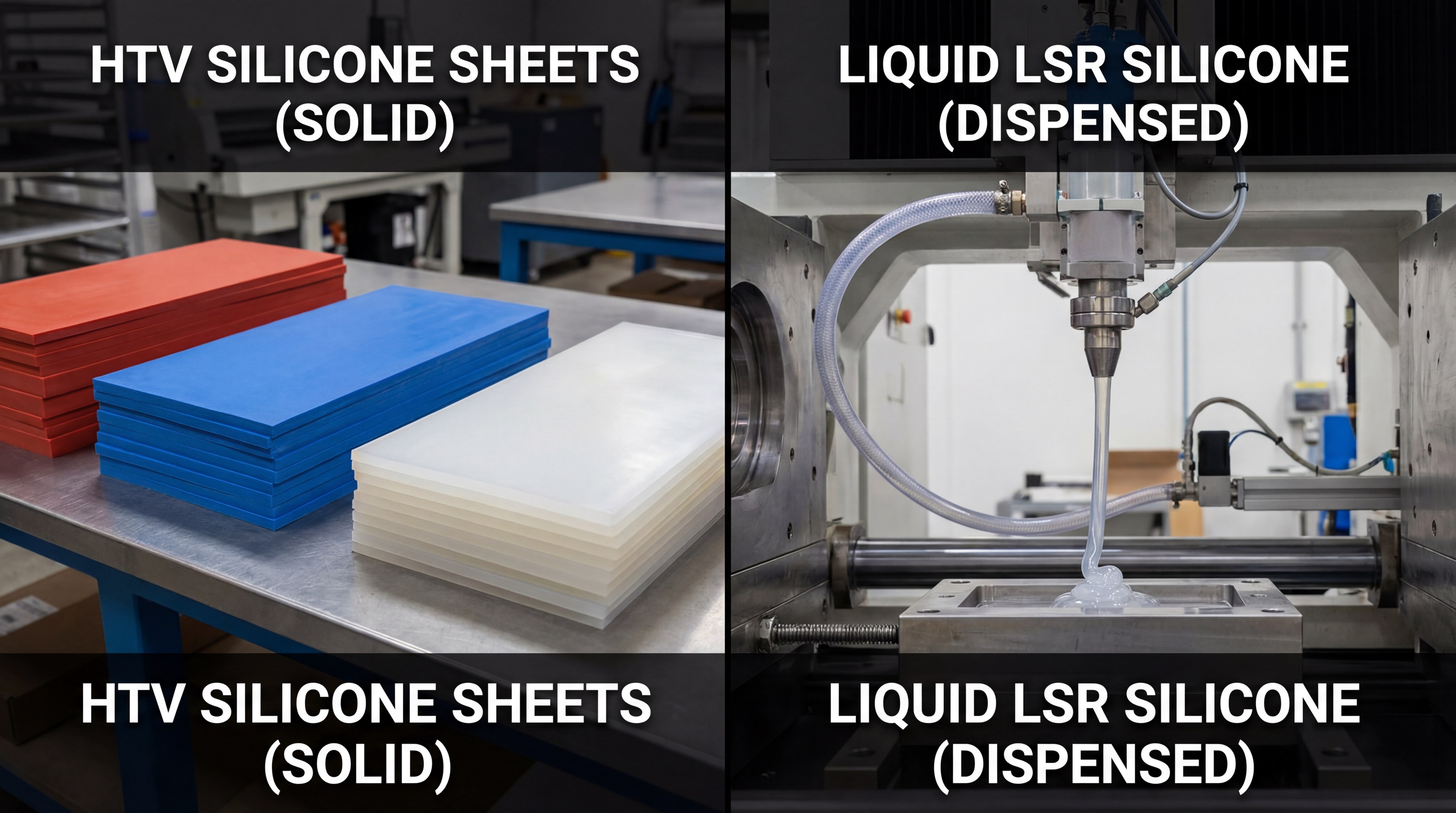
The industry primarily distinguishes between High-Temperature Vulcanized (HTV) solid rubber and Liquid Silicone Rubber (LSR) based on their raw state and processing methods. Any reputable silicone rubber manufacturer will offer both options to cater to different industrial needs, from heavy-duty industrial seals to high-precision medical valves. Understanding these types helps you select the most cost-effective and functional material for your project.
High-Temperature Vulcanized (HTV) solid rubber
You will recognize HTV as a putty-like material that is often supplied in solid blocks or sheets. It is the workhorse of the industry, offering excellent mechanical strength and tear resistance for demanding hardware applications. Believe it or not, this type of silicone is still the preferred choice for massive gaskets used in aerospace and heavy machinery.
- High tear and tensile strength properties.
- Processed via extrusion or compression molding.
- Ideal for high-durometer (hard) applications.
- Excellent for long-term outdoor exposure.
Liquid Silicone Rubber (LSR) for precision
When you require extreme detail and fast cycle times, LSR is the liquid solution dispensed through high-precision injection systems. This material arrives as a two-part liquid that is mixed and injected into a heated mold, where it cures rapidly into a soft, flexible part. You might be wondering about the speed; LSR cycle times can be as short as a few seconds for small components.
- Two-part system (A and B components).
- High precision and flash-free manufacturing.
- Superior biocompatibility for medical use.
- Automated processing for massive production runs.
Key Takeaway: Choosing between HTV and LSR depends on your requirement for mechanical strength versus manufacturing precision and speed.
| Feature | HTV (Solid) | LSR (Liquid) |
|---|---|---|
| Form | Putty-like slab | Flowable liquid |
| Processing | Extrusion/Compression | Injection Molding |
| Cycle Time | Longer | Rapid |
Evaluating the viscosity and final use-case is the first step in determining which silicone type fits your production budget.
What makes silicone rubber properties unique?
Silicone’s unique properties stem from its inorganic backbone, which allows it to remain elastic at temperatures where other materials would melt or shatter. A professional silicone rubber manufacturer tests these properties in specialized labs to ensure they meet international standards like ISO and FDA. These tests confirm that the material can handle everything from cryogenic cold to intense sterilizing heat.
Thermal and chemical resistance
You can trust silicone to perform in temperature ranges spanning from -60°C to well over 200°C. This stability is why the material is essential for engine compartments and industrial ovens where heat is a constant factor. But that is not all; silicone also resists many diluted acids, bases, and common industrial chemicals that would dissolve standard elastomers.
- Wide operating temperature window.
- Resistance to harsh cleaning chemicals.
- Low compression set for long-term sealing.
- Non-reactive nature with most substances.
Dielectric and insulating capabilities
If you are working in the electronics sector, you will appreciate silicone’s natural ability to act as a high-performance electrical insulator. Its dielectric strength remains stable even under thermal stress, making it the perfect choice for high-voltage cable insulation and electronic potting. You might be wondering about safety, but silicone is also naturally flame retardant in many specialized formulations.
- High dielectric strength for electrical safety.
- Stable insulation properties at high heat.
- Moisture resistance to protect electronics.
- Available in conductive grades for keypads.
Key Takeaway: The combination of thermal stability and electrical insulation makes silicone an irreplaceable material in high-tech engineering.
| Property | Value/Performance |
|---|---|
| Temperature Range | -60°C to +250°C |
| Dielectric Strength | ~20 kV/mm |
| Weather Resistance | Excellent (Ozone/UV) |
Physical testing confirms that silicone rubber retains its mechanical properties significantly longer than organic rubbers under stress.
Is silicone rubber safe for food contact?

Food-grade silicone is non-toxic, BPA-free, and resistant to bacterial growth, making it the ideal material for kitchenware and infant products. Every silicone rubber manufacturer targeting the consumer market must comply with strict FDA or LFGB regulations to ensure no harmful chemicals leach into food. This safety profile has made silicone a favorite for eco-friendly baby products worldwide.
Non-leaching and hypoallergenic nature
You will find that high-quality silicone does not contain plasticizers or fillers that can migrate into food or drinks. This makes it a much safer alternative to certain plastics that may release endocrine disruptors when heated. Think about this: silicone is so stable that it can be boiled or placed in a dishwasher thousands of times without degrading or releasing odors.
- Free from BPA, phthalates, and lead.
- Odorless and tasteless material properties.
- Hypoallergenic for sensitive skin contact.
- Smooth surface that resists bacterial colonization.
Durability in the modern kitchen
When you use silicone spatulas or baking mats, you are benefiting from a material that can go from the freezer directly to a hot oven. This versatility is unmatched by wood, plastic, or metal, which often warp or scratch under similar conditions. You might be wondering if it is worth the cost, but the longevity of silicone reduces the need for frequent household replacements.
- Safe for use in microwaves and ovens.
- Non-stick surface for easy food release.
- Flexible enough to fit in tight storage.
- Heat-resistant handles for safety and comfort.
Key Takeaway: Food-grade silicone offers a non-toxic, heat-stable, and hygienic solution for the most sensitive consumer applications.
| Safety Standard | Region | Application |
|---|---|---|
| FDA 21 CFR 177.2600 | USA | General food contact |
| LFGB | Europe | Stricter migration limits |
| BPA-Free | Global | Infant and health safety |
The chemical inertness of silicone ensures that it provides a barrier against contaminants while maintaining structural integrity over time.
Why use silicone rubber in medical settings?

Medical-grade silicone is chosen for its exceptional biocompatibility and its ability to withstand repeated sterilization cycles without losing its physical properties. A specialized silicone rubber manufacturer operates cleanroom facilities to prevent any contamination during the production of life-saving components. These medical-grade parts are essential for everything from surgical tubing to wearable health monitors.
Biocompatibility and patient safety
You can rely on medical silicone because it does not react with human tissue or body fluids, making it safe for long-term contact. This biocompatibility is verified through rigorous ISO 10993 testing, ensuring the material does not cause irritation or toxic reactions. Here is the kicker: medical-grade silicone is often clearer and purer than industrial versions to meet the highest safety standards.
- Non-reactive with medications and fluids.
- Highly translucent for fluid monitoring.
- Compatible with autoclaving and radiation.
- Low extractables and chemical migration.
Precision in cleanroom manufacturing
If you are developing a surgical device, you should know that manufacturing in an ISO-certified cleanroom is non-negotiable. This controlled environment eliminates dust and airborne particles that could compromise the sterile nature of the medical part. You might be wondering about quality control, but every batch produced in a cleanroom undergoes 100% inspection for defects.
- Production in Class 100,000 cleanrooms.
- Adherence to ISO 13485 quality standards.
- Flash-free molding for smooth medical surfaces.
- Robotic handling to minimize human contact.
Key Takeaway: Medical-grade silicone’s combination of biocompatibility and sterilization resilience makes it the gold standard for healthcare devices.
| Metric | Medical Standard | Importance |
|---|---|---|
| Biocompatibility | ISO 10993 | Patient safety |
| Certification | ISO 13485 | Quality management |
| Sterilization | Safe to 200°C | Reusability |
Clinical reliability is the ultimate goal when selecting silicone for medical applications where failure is not an option.
How does it perform in automotive environments?
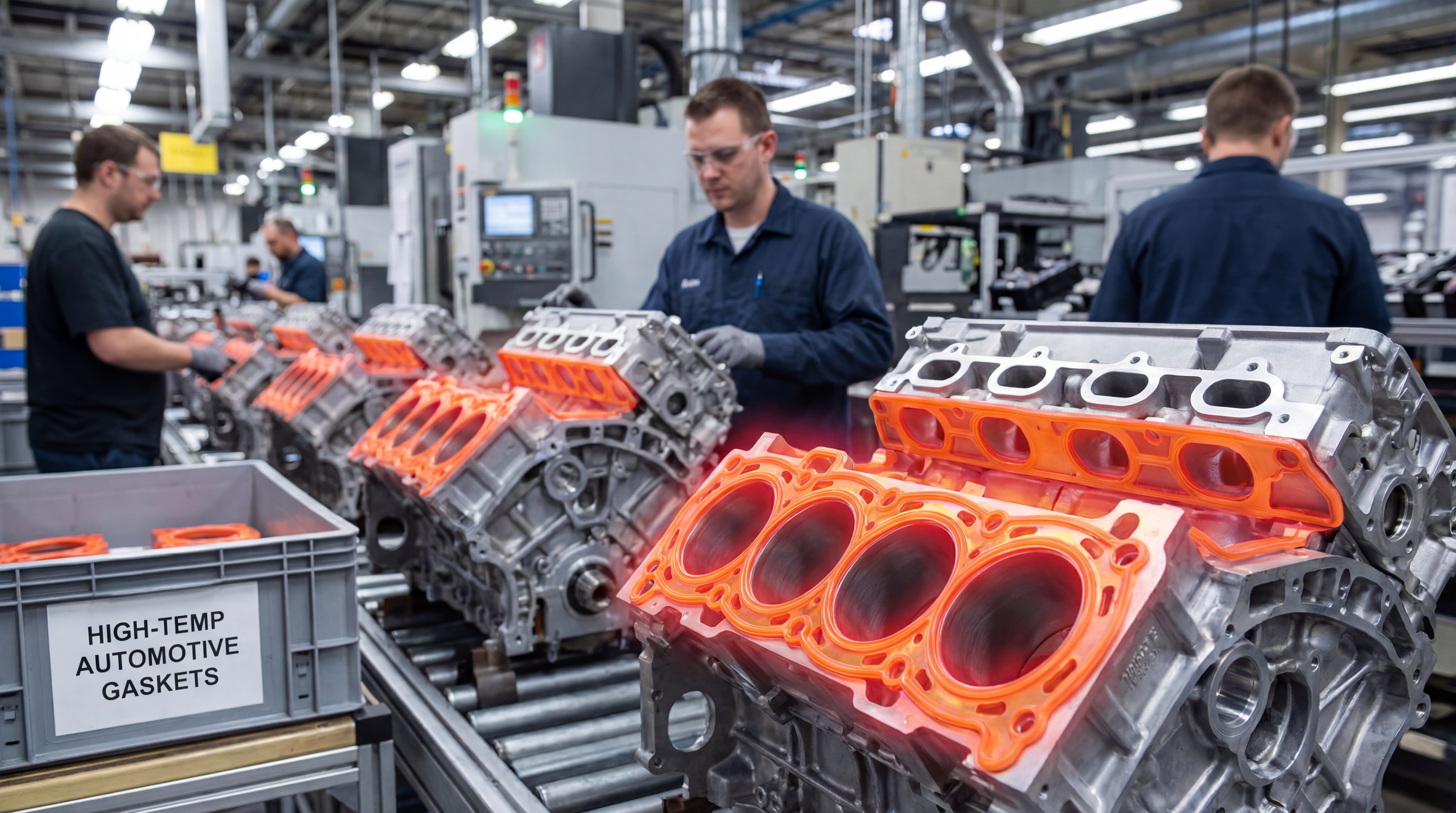
Silicone rubber is indispensable in the automotive industry for seals and gaskets that must withstand the high heat of modern engines while resisting oils and coolants. Every silicone rubber manufacturer working with car brands provides high-durability materials that prevent leaks and ensure long-term engine reliability. These components are vital for maintaining the pressure and temperature balance within the vehicle’s powertrain.
Resistance to engine fluids and heat
You will find silicone gaskets sealing engine heads and cooling systems where temperatures often exceed the limits of standard EPDM or nitrile rubber. While it isn’t used for direct fuel lines, it excels in applications involving coolant exposure and oily vapors. Believe it or not, modern high-performance engines would likely overheat and fail without the specialized sealing provided by silicone.
- Maintains seal under high vibration levels.
- Resists degradation from ethylene glycol.
- Stable performance in engine bay heat.
- Excellent flexibility at sub-zero startups.
Enhancing vehicle longevity and safety
When you look at the electrical systems in a car, you will see silicone spark plug boots and wire insulators protecting critical connections from moisture and heat. This protection prevents engine misfires and electrical shorts that could lead to costly repairs or safety hazards. You might be wondering about the lifespan; automotive silicone parts are designed to last the entire life of the vehicle.
- Vibration dampening for electronic sensors.
- Waterproofing for sensitive wire harnesses.
- High-voltage insulation for ignition systems.
- Turbocharger hose resilience under pressure.
Key Takeaway: Silicone’s resistance to thermal stress and automotive fluids ensures that modern vehicles remain leak-free and electrically safe.
| Component | Silicone Benefit | Operating Condition |
|---|---|---|
| Valve Gasket | Heat resistance | Up to 200°C |
| Coolant Hose | Chemical stability | High-pressure glycol |
| Spark Plug Boot | Dielectric strength | High-voltage insulation |
The automotive industry relies on silicone rubber to bridge the gap between mechanical efficiency and environmental resilience.
Can it survive harsh outdoor weathering?

Silicone rubber is virtually immune to the effects of ozone, UV radiation, and rain, making it the perfect choice for long-term outdoor infrastructure. A silicone rubber manufacturer often recommends silicone for solar panel gaskets and high-voltage insulators because it does not crack or fade under decades of sunlight. This durability significantly reduces maintenance costs for utility companies and telecommunications providers.
UV and ozone resilience
You should know that while sunlight destroys many plastics and rubbers, it has almost no effect on the chemical bonds of silicone. This means your seals will not become chalky or brittle even after years of exposure in desert or tropical environments. Think about this: silicone’s molecular structure is so stable that it doesn’t need the heavy chemical stabilizers that other rubbers require.
- No cracking or “crazing” under UV light.
- Maintains flexibility in extreme cold.
- Impermeable to water and high humidity.
- Superior resistance to atmospheric ozone.
Industrial sealing in extreme climates
If you are deploying machinery in remote areas, you need seals that can handle the transition from freezing nights to scorching days. Silicone’s low compression set ensures that it maintains a tight seal even as the metal components it protects expand and contract with the temperature. You might be wondering about the return on investment; the extended service life of silicone seals pays for itself through reduced site visits.
- Wide thermal expansion compatibility.
- Protection for sensitive outdoor electronics.
- Resists snow, ice, and saltwater corrosion.
- Durable enough for heavy-duty mining seals.
Key Takeaway: Silicone’s natural resistance to weathering makes it the most reliable elastomer for outdoor industrial and utility applications.
| Exposure | Silicone Performance | Result |
|---|---|---|
| UV Radiation | No degradation | Color and strength retained |
| Ozone | Non-reactive | No surface cracking |
| Moisture | Hydrophobic | No swelling or rot |
Outdoor performance data shows that silicone rubber outlasts traditional elastomers by a factor of three to one in high-UV regions.
How is manufacturing quality managed?

Quality management in silicone manufacturing involves rigorous inspection of raw materials, precision tooling, and final part testing to ensure zero-defect output. A leading silicone rubber manufacturer invests in high-precision stainless steel molds and automated ODM services to meet the tight tolerances required by high-tech industries. This level of control ensures that every part fits perfectly and performs as expected in the field.
Precision tooling and mold design
You will find that the quality of a silicone part is only as good as the mold it was created in. High-grade stainless steel molds are CNC-machined to tolerances of ±0.01mm, ensuring that even the most complex geometries are rendered perfectly. But that is not all; advanced mold flow analysis is used during the design phase to predict and prevent air traps or weak points in the rubber.
- Multi-cavity molds for high-volume efficiency.
- Mirror-polished surfaces for high-transparency parts.
- Precision cooling channels for consistent curing.
- Specialized coatings for easy part release.
Comprehensive quality control protocols
When you receive a shipment of silicone parts, you are seeing the result of a multi-stage quality control process. This includes incoming inspections of raw material hardness and purity, in-process monitoring of injection pressures, and final 100% visual and mechanical inspections. You might be wondering about consistency, but automated vision systems now catch defects that are invisible to the human eye.
- Shore A durometer testing for hardness.
- Tensile and elongation strength verification.
- 100% inspection for flash or voids.
- Traceability systems for every production batch.
Key Takeaway: Advanced tooling and multi-stage testing are the foundations of high-quality, reliable silicone rubber manufacturing.
| QC Stage | Method | Purpose |
|---|---|---|
| Incoming | Material Lab Test | Verify resin purity |
| In-Process | Pressure/Temp Logs | Ensure cure consistency |
| Final | Automated Vision | Detect surface defects |
Strict adherence to quality standards ensures that silicone components deliver the reliability required by critical global industries.
*
Conclusion
Silicone rubber stands as a pinnacle of material science, providing the thermal stability, chemical resistance, and safety that modern industry demands. Whether you are facing the challenge of extreme engine heat or the delicate requirements of medical biocompatibility, this versatile elastomer provides a reliable solution that traditional rubbers cannot match. At HuaLin Silicone, we are dedicated to transforming your complex engineering challenges into high-performance silicone components through precision molding and expert material science. To learn how we can support your next project with custom manufacturing, contact us today and let our engineering team guide your success.
Frequently Asked Questions
Can I use silicone rubber for high-pressure oil seals?
Yes, but with specific grade selection. While standard silicone handles many fluids, for high-pressure oil applications, fluorosilicone is often used because it combines the heat resistance of silicone with enhanced resistance to hydrocarbons.
What’s the best way to clean medical-grade silicone?
Medical silicone is highly resilient. It is best cleaned with mild soap and water or sterilized using standard medical protocols such as autoclaving, gamma radiation, or ethylene oxide (EtO) without losing its physical properties.
Can I request custom colors for industrial silicone parts?
Absolutely. Manufacturers can provide a nearly infinite range of custom colors by adding specific heat-stable pigments to the clear base resin, allowing for branding or color-coding of industrial components.
What is the typical shelf life of a silicone component?
Silicone is extremely stable. When stored in a cool, dry place away from direct chemicals, finished silicone parts can easily maintain their properties for 10 to 20 years without significant degradation.
Is silicone rubber better than EPDM for outdoor gaskets?
Generally, yes. While EPDM is good for weathering, silicone offers superior UV resistance and remains flexible at much lower temperatures, making it the more reliable choice for extreme climates.