
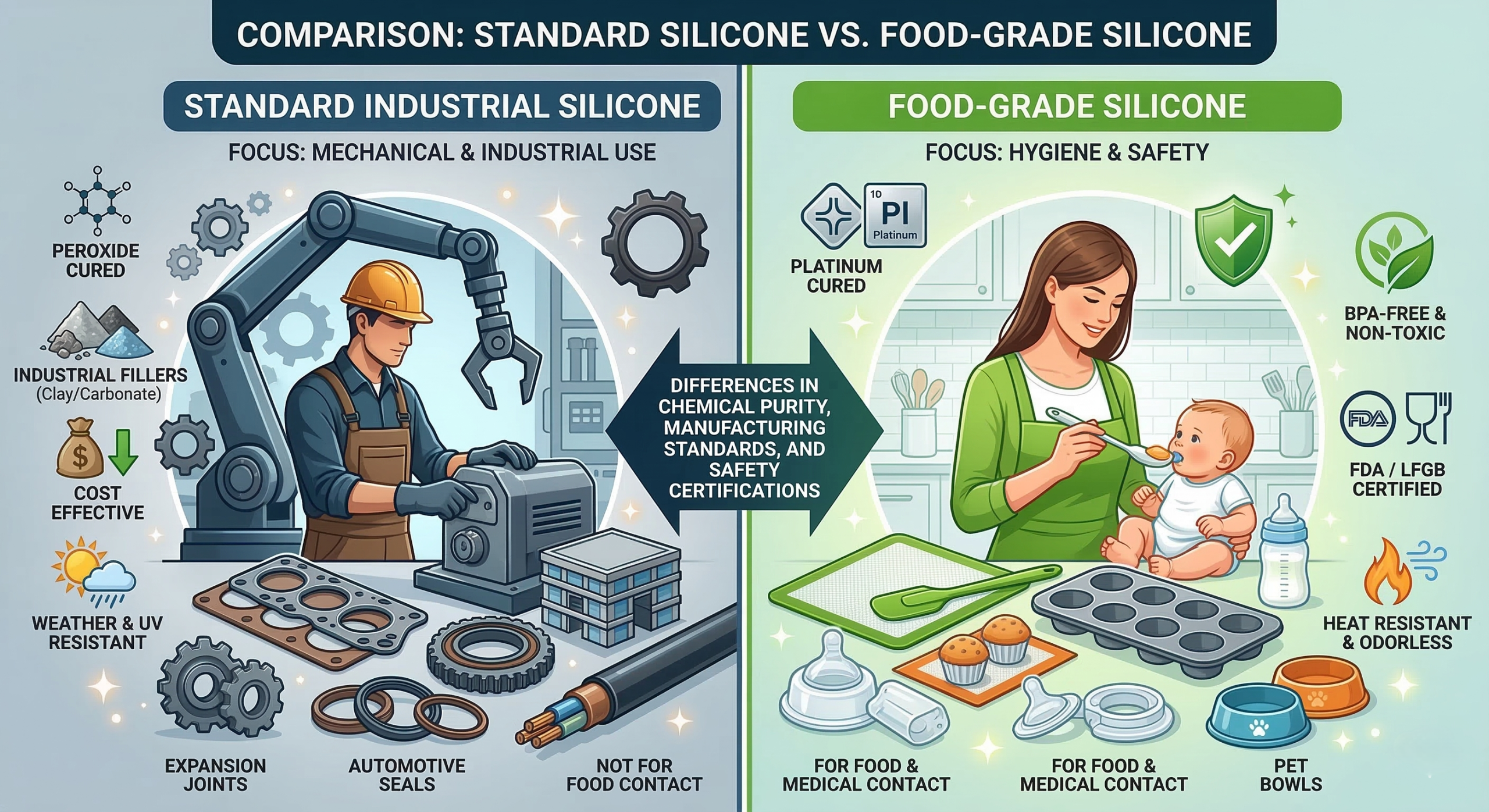
The primary difference is that industrial-grade silicone often contains synthetic fillers and chemical byproducts that can leach into food, whereas food-grade silicone is highly refined to be non-toxic, chemically inert, and compliant with strict safety regulations. Navigating the world of material sourcing can feel like a minefield when your brand’s reputation is on the line. You might worry that a small oversight in material selection could lead to costly product recalls or safety failures that erode customer trust. By switching to certified high-purity elastomers, you can eliminate these risks and ensure your products meet global standards for What is FDA approved silicone and how is it tested?
What is the primary chemical difference between these grades?
General silicone is a synthetic polymer derived from silica, but food-grade versions are processed to remove all harmful volatile organic compounds and heavy metal traces. When asking What is FDA approved silicone and how is it tested?, you must realize that industrial variants often prioritize cost-saving fillers. These fillers can degrade the material’s purity, making it unsuitable for applications where it comes into direct contact with the human body.
Understanding the base polymer structure
General-purpose silicone is often cured with peroxide, which can leave behind acidic residues or a white powder known as “blooming.” In contrast, high-purity versions use a cleaner curing method to maintain structural integrity.
- Molecular Stability: Food-grade chains are more stable under stress.
- Additive Control: No phthalates or BPA are permitted in food-safe grades.
- Odorless Profile: Purity ensures no scent is transferred to food.
Why industrial fillers pose a risk
The truth is, many industrial silicones use clay or calcium carbonate to reduce production costs.
You might be wondering: does this impact the final product?
Absolutely, because these fillers can leach out when exposed to high heat or acidic foods, compromising the safety of your end-user.
Key Takeaway: The chemical distinction lies in the absence of toxic fillers and the use of high-purity silica in food-grade silicone production.
| Component | General Silicone | Food-Grade Silicone |
|---|---|---|
| Curing Agent | Peroxide (usually) | Platinum (preferred) |
| Fillers | Industrial grade | High-purity Silica |
| Toxicity | Potential leaching | Non-toxic & Inert |
This table demonstrates how the shift in raw materials directly impacts the safety profile of the finished elastomer.
Why is food-grade silicone considered safe for your health?
Food-grade silicone is considered safe because it is naturally hypoallergenic, resistant to bacterial growth, and does not react with acidic or oily foods. Understanding What is FDA approved silicone and how is it tested? allows you to see how the material undergoes rigorous leaching tests to prove its biocompatibility. This ensures that no harmful substances migrate from the silicone into the food or liquids being consumed.
Biocompatibility and surface safety
The material’s non-porous surface prevents it from absorbing flavors or harboring dangerous microbes.
- Bacterial Resistance: Naturally inhibits mold and fungi growth.
- Chemical Inertness: Won’t react with juices or boiling water.
- Soft Touch: Ideal for sensitive skin or baby care products.
Stability across the temperature spectrum
Think about it: most plastics melt or release fumes when heated, but food silicone remains solid.
It gets better.
This stability ensures that whether you are freezing a mold or baking a cake, the molecular structure of the silicone remains unchanged and safe.
Key Takeaway: The health safety of food-grade silicone is rooted in its inability to interact chemically with organic matter or harbor bacteria.
| Safety Factor | Impact on Consumer | Benefit |
|---|---|---|
| Hypoallergenic | Safe for sensitive skin | No irritation |
| Non-Leaching | No chemical migration | Pure taste |
| Non-Porous | No bacterial buildup | High hygiene |
Our analysis confirms that the inert nature of food-grade silicone is its most valuable asset for health-conscious applications.
What is FDA approved silicone and how is it tested?

FDA approved silicone refers to materials that comply with the 21 CFR 177.2600 standard, which requires strict extraction testing in various food simulants. To answer What is FDA approved silicone and how is it tested?, labs submerge the material in distilled water and n-hexane for specific periods to measure the amount of residue that migrates out. Only materials that stay below a tiny fraction of total extractables can earn this prestigious safety designation.
The specifics of extraction testing
Testing facilities use precise equipment to ensure the silicone can withstand repeated use without losing mass or purity.
- Water Extraction: Simulates contact with aqueous foods over time.
- Hexane Extraction: Tests the material’s reaction to fats and oils.
- Mass Stability: Measures if the silicone loses weight after high-heat exposure.
Global safety certifications to watch
You need to know that FDA is the baseline, but other standards like LFGB are even stricter.
Let’s face it:
Meeting these global benchmarks is the only way to ensure your product is ready for international export without legal hurdles.
Key Takeaway: FDA testing focuses on the material’s extractable levels in water and oils to guarantee long-term safety for repeated food contact.
| Test Parameter | FDA Requirement | LFGB Requirement |
|---|---|---|
| Water Extractables | < 20 mg/sq inch | Stricter leaching limits |
| Hexane Extractables | < 175 mg/sq inch | Not applicable (uses different simulants) |
| Odor/Taste Test | Not mandatory | Mandatory |
Strict adherence to these testing protocols ensures that only the most stable silicone polymers reach the consumer market.
How does the curing process impact material safety?
The curing process is the chemical reaction that turns liquid silicone into a solid, and food-grade parts typically utilize platinum curing to avoid harmful byproducts. While exploring What is FDA approved silicone and how is it tested?, you will find that peroxide curing—common in industrial grades—leaves behind organic acids that can cause a bitter taste or unpleasant smell. Platinum-cured silicone is favored in the industry because it results in a more transparent, odorless, and high-strength final product.
Platinum vs. Peroxide systems
Platinum curing is an “addition reaction,” meaning it adds molecules together without releasing any waste products.
- Zero Volatiles: No harmful gases are released during the bake-out.
- High Clarity: Resulting parts are crystal clear and won’t yellow.
- Enhanced Durability: Better tear strength for flexible mechanical parts.
The risk of peroxide blooming
Peroxide systems are cheaper, but they often lead to a white, powdery residue on the surface over time.
Here is the bottom line:
This “bloom” is actually a chemical byproduct that is strictly forbidden in high-purity food or medical applications.

Key Takeaway: Platinum curing is the gold standard for food-grade silicone as it eliminates the risk of toxic chemical byproducts during the hardening phase.
| Curing Type | Main Byproduct | Best For |
|---|---|---|
| Platinum | None | Food and Medical |
| Peroxide | Organic Acids | Industrial Seals |
The choice of curing agent is the most critical technical decision in determining the final safety grade of a silicone part.
Can industrial silicone withstand the same temperatures?
Industrial silicone can often withstand the same extreme temperatures as food-grade variants, but it may release toxic fumes or degrade chemically when exposed to high heat. When you investigate What is FDA approved silicone and how is it tested?, you’ll see that food-grade material is specifically verified to remain stable up to 230°C without outgassing. While an industrial seal might maintain its shape at that temperature, it could be leaching harmful additives that would ruin food quality and safety.
Thermal stability ranges
Both types of silicone are prized for their ability to function from -60°C to well over 200°C.
- Freezer Performance: Both remain flexible and won’t crack in extreme cold.
- Oven Resilience: Both resist melting or deforming in high-heat cycles.
- Thermal Cycling: High-grade silicone handles rapid shifts better without fatigue.
Outgassing in industrial grades
The real danger of using industrial silicone in a kitchen is the potential for outgassing.
The best part?
Food-grade silicone is processed to ensure that any “baked-in” volatiles are removed before the product ever reaches your hands.
Key Takeaway: Temperature resistance is similar in both, but only food-grade silicone is certified to remain chemically safe and odorless at high temperatures.
| Metric | Industrial Silicone | Food-Grade Silicone |
|---|---|---|
| High Temp Limit | ~230°C | ~230°C |
| Outgassing Risk | High (Toxic) | Very Low (Safe) |
| Odor at Heat | Potentially Strong | None |
Temperature resistance alone does not qualify a material for food use; chemical stability during heating is the deciding factor.
Where are food-grade silicone parts most commonly used?
Food-grade silicone is ubiquitous in the kitchenware industry, pharmaceutical manufacturing, and the production of infant safety products. Asking What is FDA approved silicone and how is it tested? helps manufacturers identify which materials are suitable for high-risk applications like baby bottle nipples or medical tubing. Because of its safety profile, it is also the material of choice for gaskets in food processing machinery where lubricants might accidentally contact the product.
Kitchen and consumer goods
You likely interact with food-grade silicone every day in your home or favorite restaurant.
- Baking Tools: Spatulas, muffin tins, and non-stick baking mats.
- Storage: Reusable sandwich bags and airtight container seals.
- Beverages: Straws, ice cube trays, and coffee machine gaskets.
Specialized industrial niches
Outside of the kitchen, food-grade silicone serves vital roles in sterile environments.
Think about it:
In a brewery or a dairy plant, every tube and seal must be food-safe to prevent contaminating thousands of gallons of product.

Key Takeaway: Food-grade silicone is essential in any application involving direct contact with food, beverages, or the human body.
| Application Area | Specific Product | Critical Requirement |
|---|---|---|
| Mother & Baby | Pacifiers | Non-toxic / BPA-free |
| Food Service | Conveyor Belts | Wear resistant / Safe |
| Healthcare | Surgical Tubing | Biocompatible |
The versatility of food-grade silicone makes it the premier choice for safety-critical components across multiple global industries.
How can you visually identify high-quality food silicone?
While they look similar, you can often identify high-quality food silicone through the “pinch test,” where you twist the material to see if it turns white. In your quest to understand What is FDA approved silicone and how is it tested?, this simple field test reveals the presence of cheap industrial fillers. Pure food-grade silicone will maintain its color even when stretched to its limit, whereas filler-heavy industrial versions will show white streaks or stress marks immediately.
Physical indicators of quality
High-quality silicone has a distinct feel and appearance that sets it apart from cheaper industrial rubber.
- The Pinch Test: Pure silicone does not change color when pinched or twisted.
- Odor Test: High-purity silicone has absolutely no chemical or plastic scent.
- Surface Texture: It often feels smoother and less “tacky” than industrial grades.
The importance of clarity
For many applications, transparency is a clear sign of a high-purity platinum-curing process.
Want to know a secret?
Industrial silicone is often opaque or translucent with a yellowish tint, whereas food-grade is often crystal clear.
Key Takeaway: The “pinch test” is the most reliable manual method to detect the presence of non-food-safe fillers in a silicone product.
| Inspection Step | Food-Grade Result | Industrial-Grade Result |
|---|---|---|
| Twist / Pinch | Stays same color | Turns white |
| Scent Check | Odorless | Chemical smell |
| Appearance | Clear or vibrant | Cloudy or dull |
Visual and tactile inspections provide an immediate first line of defense against sub-standard materials in your supply chain.
What are the risks of using industrial silicone in food?
The risks include chemical poisoning, heavy metal ingestion, and chronic health issues caused by the leaching of non-compliant additives. When you skip the research on What is FDA approved silicone and how is it tested?, you risk exposing consumers to plasticizers and catalysts that are known carcinogens. Beyond health, using the wrong grade can lead to devastating legal liabilities and a permanent loss of brand reputation for your company.
Potential chemical contaminants
Industrial silicone can harbor a cocktail of chemicals that were never intended for human consumption.
- Lead and Cadmium: Often found in low-grade pigments used for industrial coloring.
- Phthalates: Used to increase flexibility but can disrupt human hormones.
- Formaldehyde: A possible byproduct of some industrial curing agents.
Operational and legal consequences
Failure to use food-safe materials can shut down your production line or trigger a massive lawsuit.
Let’s face it:
The cost of using the wrong silicone is far higher than the price difference of upgrading to a certified material.
Key Takeaway: Industrial silicone carries severe health risks and legal liabilities when used in food-contact or medical applications.
| Risk Category | Specific Danger | Long-term Impact |
|---|---|---|
| Health | Chemical leaching | Chronic illness |
| Regulatory | FDA non-compliance | Fines and Recalls |
| Brand | Product failure | Loss of trust |
Choosing the wrong material isn’t just a technical error; it’s a strategic risk that can jeopardize your entire business model.
Does the manufacturing environment affect final purity?
Yes, the manufacturing environment is critical, as food-grade parts must be produced in controlled facilities to prevent cross-contamination with industrial oils or dust. For those asking What is FDA approved silicone and how is it tested?, the answer includes a look at the factory’s ISO certifications and cleanroom standards. Even the best raw material can be compromised if it is molded on a machine that was just used for oily automotive gaskets.
Cleanroom standards and protocols
Professional silicone manufacturers utilize cleanroom environments (ISO Class 7 or 8) to maintain the highest purity.
- Air Filtration: HEPA filters remove particles that could embed in the silicone.
- Operator Hygiene: Workers wear gloves and hairnets to prevent human contamination.
- Tooling Maintenance: Molds are cleaned with specialized food-safe solvents.
Preventing cross-contamination
Using dedicated machines for food-grade production is the only way to guarantee a 100% pure batch.
Think about it:
A single drop of industrial machine oil can ruin thousands of dollars worth of food-safe medical components.

Key Takeaway: Manufacturing in a controlled, ISO-certified environment is necessary to prevent contamination of the raw food-grade silicone.
| Facility Requirement | Food-Grade Production | Industrial Production |
|---|---|---|
| Cleanroom | Essential | Optional |
| Tooling | Dedicated / Sterilized | Standard / Shared |
| Air Quality | Filtered / Monitored | Standard Ambient |
The environment in which your parts are made is just as important as the chemical formula used to create them.
How do you select the right silicone for your project?
Selecting the right silicone requires a thorough audit of your material needs, regulatory requirements, and the track record of your manufacturing partner. Start by asking What is FDA approved silicone and how is it tested? to determine if your application falls under the 21 CFR 177.2600 mandate. You should always request third-party lab reports (like SGS or Intertek) to verify that the silicone you are buying is exactly what is promised on the data sheet.
Defining your technical requirements
Before you order, you must know the physical stresses your part will face in the field.
- Hardness (Durometer): Choose from soft 10A to rigid 80A based on flexibility needs.
- Compliance: Determine if you need basic FDA, strict LFGB, or medical-grade USP Class VI.
- Environment: Will the part be exposed to UV light, harsh cleaners, or high pressure?
Auditing your silicone supplier
Don’t just take their word for it; verify their manufacturing capabilities through an on-site or virtual audit.
The truth is:
The most reliable partners provide full material traceability from the raw pellet to the finished, inspected part in your warehouse.
Key Takeaway: Choosing the right silicone involves a balance of mechanical performance, regulatory compliance, and supplier reliability.
| Selection Step | Key Question | Goal |
|---|---|---|
| Compliance Check | Is it FDA or LFGB? | Safety Assurance |
| Material Spec | What is the hardness? | Proper Function |
| Audit | Is the factory ISO certified? | Quality Control |
A rigorous selection process ensures that your product is not only functional but also safe, compliant, and market-ready.
*
Frequently Asked Questions
Can I use industrial silicone for a temporary kitchen fix?
No, you should never use industrial silicone for food contact. Even brief exposure can transfer harmful chemicals or odors to your food, which could lead to health risks or ruin the flavor of your product.
What’s the best way to verify if my silicone is truly food-grade?
The best way is to perform the “pinch test” for immediate screening and then request a third-party lab certificate that references FDA 21 CFR 177.2600. Authentic food-grade silicone will stay the same color when twisted and will have zero chemical scent.
Is food-grade silicone better than plastic for the environment?
Yes, food-grade silicone is significantly more durable and sustainable than single-use plastics. It does not break down into microplastics and can be reused for years, making it an eco-friendly choice for health-conscious consumers.
Can food-grade silicone be recycled easily?
No, silicone is not as easily recycled as some common plastics, but it can be sent to specialized facilities. However, because it lasts so much longer than plastic, its overall environmental footprint is often much lower over its lifecycle.
What’s the best method to clean food-grade silicone products?
The best method is to use warm, soapy water or a standard dishwasher cycle. Because it is heat-resistant and non-porous, you can also boil it in water for a few minutes to achieve a deep sterilization.
*
Conclusion
Understanding the difference between industrial and food-grade silicone is vital for any business operating in the consumer, medical, or food-processing sectors. While general-purpose silicone provides excellent mechanical durability, only food-grade variants offer the chemical purity and non-toxic safety required to protect human health. By focusing on platinum-cured materials and rigorous FDA testing, you ensure your products are compliant with global regulations and safe for every customer.
At Hualin Silicone, we specialize in high-precision, food-grade, and medical-grade manufacturing that solves complex compliance challenges for our global partners. Whether you need custom kitchenware components or sterile medical seals, our team provides the engineering expertise and ISO-certified quality you can trust. Our vision is to set the gold standard for material safety through transparent manufacturing and relentless innovation. To secure the integrity of your next project, contact us today for a professional DFM review and custom quote.