
Choosing between LSR injection and compression molding depends on your specific production volume, precision requirements, and budget constraints, as injection molding offers superior finish and throughput while compression provides lower entry costs. You may find yourself struggling with inconsistent part quality or slow lead times that threaten your market competitiveness. These manufacturing bottlenecks often stem from choosing the wrong molding route for your application’s complexity. By understanding Why is liquid silicone rubber (LSR) tooling so expensive? and how it compares to traditional methods, you can optimize your supply chain for long-term scalability and profitability.
What are the differences in silicone molding methods?
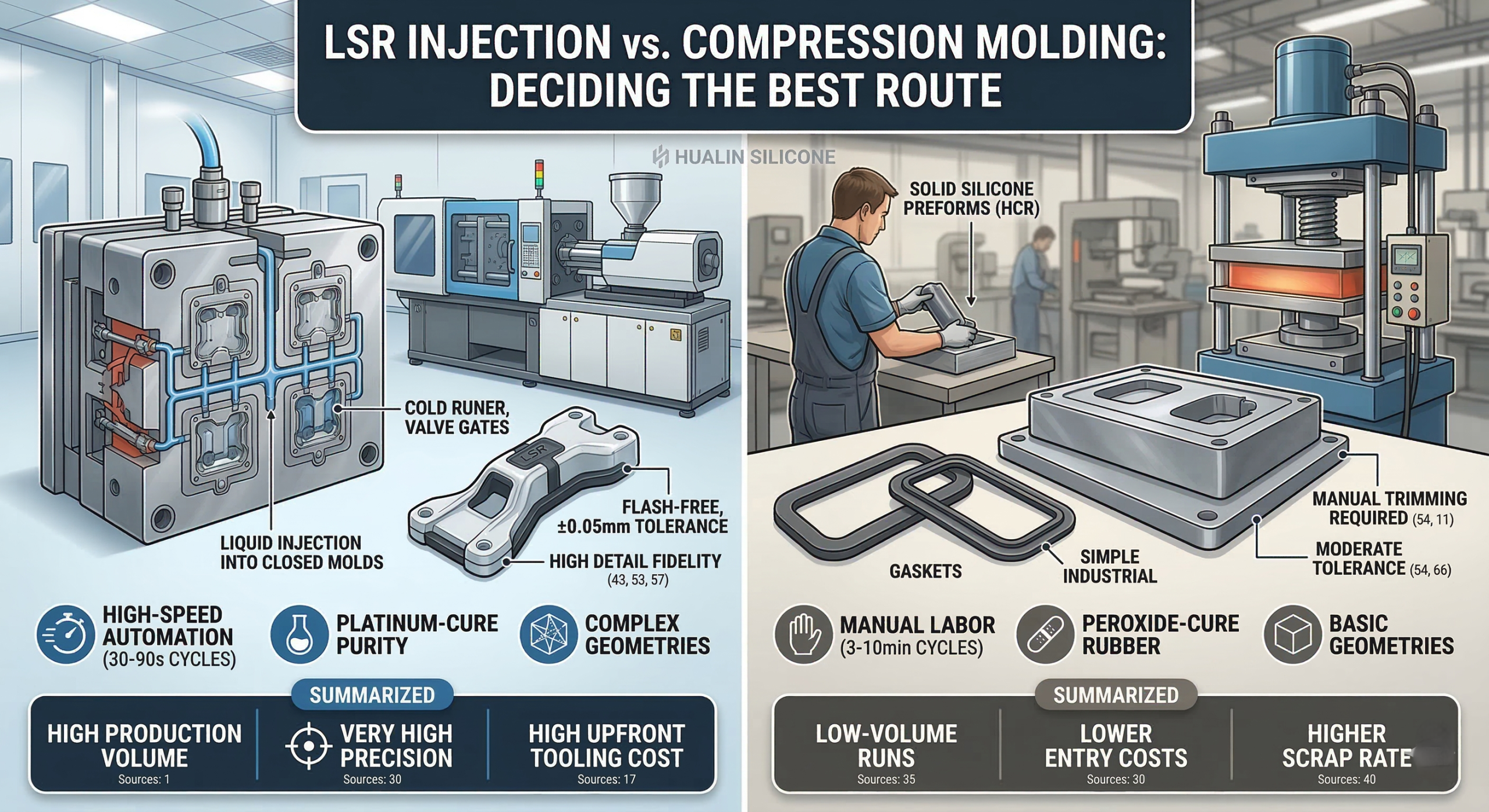
The primary difference lies in the material delivery and curing process, where LSR injection uses automated liquid injection into closed molds while compression molding relies on manual placement of solid silicone preforms. Understanding these fundamental mechanical variations is essential when asking Why is liquid silicone rubber (LSR) tooling so expensive? because the complexity of the equipment directly dictates the initial investment.
Automated vs. manual workflows
LSR injection molding operates as a closed-loop, highly automated system. Liquid silicone is pumped from drums, mixed with a catalyst, and injected directly into heated cavities.
- Minimal operator intervention required.
- Closed system prevents material contamination.
- High-pressure injection ensures complete cavity filling.
Material state differences
Compression molding utilizes High Consistency Rubber (HCR), which is a clay-like solid material. This material must be weighed, cut, and placed by hand into the mold.
Here is the truth:
While HCR is cheaper per kilogram, the labor-intensive nature of handling solid blocks often negates the material savings in high-volume scenarios.
| Feature | LSR Injection | Compression Molding |
|---|---|---|
| Material Form | Liquid (Two-part) | Solid (HCR) |
| Automation | High | Low/Manual |
| Cleanliness | High (Closed) | Moderate (Open) |
This comparison highlights how the mechanical nature of the process defines the base operational requirements for your project.
Key Takeaway: LSR injection is built for speed and purity, whereas compression molding is a simpler, more manual process best suited for basic geometries.
Why is liquid silicone rubber (LSR) tooling so expensive?
LSR tooling is expensive because it requires high-grade stainless steel, complex cold runner systems, and extreme machining precision to prevent “flashing” of the low-viscosity liquid rubber. When you investigate Why is liquid silicone rubber (LSR) tooling so expensive?, you must look at the internal components that facilitate high-speed automation.
The cost of precision engineering
LSR molds must be built to incredibly tight tolerances because liquid silicone has the viscosity of honey and will leak into any gap larger than 0.005mm.
- Requires hardened stainless steel to resist wear.
- Includes integrated heating and cooling channels.
- Often utilizes vacuum venting to prevent air traps.
Integration of cold runner systems
Cold runner systems are a major driver of cost. These systems keep the silicone liquid until it reaches the cavity, eliminating waste and reducing cycle times.
But wait, there is more:
The specialized nozzles and valve gates within these systems require expert calibration and high-end sensors to function correctly.
| Component | Purpose | Cost Impact |
|---|---|---|
| Stainless Steel | Durability and corrosion resistance | High |
| Cold Runner | Waste reduction and speed | Very High |
| Valve Gating | Precision flow control | High |
The complexity of these internal systems ensures that the mold can run hundreds of thousands of cycles without degradation.
Key Takeaway: The high upfront cost of LSR tooling is a direct investment in precision, waste reduction, and long-term production reliability.
How does production volume impact your total cost?
Production volume is the deciding factor for cost-efficiency, as the high upfront investment of LSR injection is amortized over large quantities, while compression molding is cheaper for short runs. When evaluating Why is liquid silicone rubber (LSR) tooling so expensive?, you have to look at the “break-even” point where automation begins to save you money on labor and scrap.
Efficiency at high volumes
Once the initial tooling is paid off, the unit cost of an LSR part is significantly lower. The speed of the machine and the lack of secondary trimming labor make it the dominant choice for mass-produced goods.
- Lower labor cost per unit.
- Faster ROI on million-plus part orders.
- Reduced material waste via cold runners.
Affordability of low-volume runs
Compression molding is the go-to for low-volume prototypes or niche industrial parts. Since the tools are simpler to make, you don’t need a massive budget to get started.
Here is a shocker:
If you only need 500 gaskets, the “expensive” LSR tool would make your unit price astronomical, whereas a simple compression plate keeps costs grounded.
| Volume Metric | LSR Injection | Compression Molding |
|---|---|---|
| Tooling ROI | Requires high volume | Immediate for low volume |
| Labor Cost | Low (Automated) | High (Manual) |
| Scrap Rate | < 1% | 5% – 15% |
Scaling your project requires a transition from low-cost tooling to high-efficiency automation as demand grows.
Key Takeaway: Use compression molding for validation and small batches, then switch to LSR injection once you hit the 10,000+ unit mark.
Which process delivers a superior surface finish?
LSR injection molding delivers a superior surface finish because the material is injected into a pre-closed mold, which virtually eliminates the heavy parting line flash found in compression molding. You might wonder Why is liquid silicone rubber (LSR) tooling so expensive? when a simple press can make the same shape, but the answer lies in the cosmetic perfection of the final result.
Achieving a flash-free result
Flash is the excess material that leaks out at the mold’s seam. In LSR, the mold is clamped with tons of pressure before the material enters, ensuring a clean, “flash-free” edge.
- Ideal for skin-contact wearables.
- Eliminates the need for manual trimming.
- Provides a seamless, premium feel.
Surface texture and detailing
Liquid silicone replicates the mold surface with near-perfect fidelity. Whether you need a high-gloss finish or a specific matte texture, injection molding captures those details more sharply than solid rubber.
Believe it or not:
LSR can even capture micro-textures used in acoustic components or anti-slip grips that would be blurred by the heavy flow of a compression preform.
| Quality Factor | LSR Injection | Compression Molding |
|---|---|---|
| Flash Presence | Minimal to zero | Substantial |
| Detail Fidelity | High (Micro-scale) | Moderate |
| Secondary Work | Generally unnecessary | Manual trimming required |
The visual and tactile quality of LSR parts makes them the standard for consumer electronics and medical devices.
Key Takeaway: If your product requires a premium aesthetic or must be medically sterile, the flash-free nature of LSR injection is non-negotiable.
How do dimensional tolerances differ between methods?
LSR injection molding provides significantly tighter dimensional tolerances, often within ±0.05mm, because the material flow is controlled by precision sensors rather than manual placement. This precision is a core reason Why is liquid silicone rubber (LSR) tooling so expensive?, as the mold must withstand high pressures without shifting or deforming.

Consistency across batches
In an automated LSR system, every shot is identical. The machine meters the exact volume of liquid every time, leading to incredible repeatability.
- Critical for assembly with plastic housings.
- Ensures waterproof sealing performance.
- Reduces the risk of batch rejection.
The limits of compression precision
Compression molding is inherently more variable. Because an operator is manually placing the silicone, the weight and position of the preform can change slightly with every cycle.
The reality is this:
While skilled operators can achieve good results, you will always see more dimensional “drift” in compression molding over a long production run.
| Tolerance Metric | LSR Injection | Compression Molding |
|---|---|---|
| Standard Tolerance | ±0.05mm to ±0.1mm | ±0.2mm to ±0.5mm |
| Repeatability | Very High | Moderate |
| Wall Thickness | Can go as thin as 0.2mm | Typically > 0.8mm |
Precision tooling ensures that your parts fit perfectly every time, preventing expensive assembly failures in the field.
Key Takeaway: For intricate seals, connectors, or multi-part assemblies, the high precision of LSR injection molding is the only way to ensure functional reliability.
Why is injection molding faster for throughput?
Injection molding is faster because liquid silicone has a much shorter curing cycle and the entire process is automated, allowing for 24/7 production without fatigue. When analyzing Why is liquid silicone rubber (LSR) tooling so expensive?, you must factor in the “speed premium” that allows you to hit market deadlines faster.
Shorter curing cycles
LSR is designed to cure (harden) almost instantly when it hits the heated mold. Depending on the part size, an LSR cycle can be as short as 30 seconds.
- Multi-cavity molds multiply output.
- Fast chemical reaction speeds up production.
- Automated ejection clears the mold instantly.
Manual labor bottlenecks
Compression molding is limited by the speed of the human operator. The mold must be opened, the parts removed, the cavities cleaned, and new material loaded—all by hand.
Think about this:
Even a fast operator can’t compete with a robotic arm that never stops and never makes a placement error.
| Throughput Metric | LSR Injection | Compression Molding |
|---|---|---|
| Cycle Time | 30 – 90 seconds | 3 – 10 minutes |
| Daily Capacity | 10,000+ parts | 500 – 2,000 parts |
| Labor Intensity | Low | High |
High throughput not only meets demand but also reduces the overhead cost per part, making the “expensive” tool more profitable over time.
Key Takeaway: If you need to produce more than 5,000 parts per month, the speed of LSR injection molding will save you weeks of production time.
Which material offers better physical properties?
LSR material typically offers superior tear strength, higher clarity, and better biocompatibility compared to the standard solid rubbers used in compression molding. Buyers asking Why is liquid silicone rubber (LSR) tooling so expensive? often overlook the fact that the material itself is a high-performance chemical system designed for extreme environments.
Benefits of liquid silicone rubber
LSR is a platinum-cure system, meaning it is incredibly pure and does not produce the “blooming” or odor associated with cheaper peroxide-cure rubbers.
- Outstanding transparency for optical parts.
- High heat resistance up to 200°C.
- Excellent elongation and rebound.
Using high-consistency rubber (HCR)
HCR is very durable and can be formulated with various additives, but it lacks the consistent molecular structure of LSR.
Here is the catch:
HCR is great for industrial bumpers or heavy-duty gaskets, but it can struggle with the “snap-back” and flexibility required for medical valves or baby bottle nipples.
| Property | Liquid Silicone (LSR) | Solid Silicone (HCR) |
|---|---|---|
| Purity | Platinum-Cure (High) | Often Peroxide-Cure |
| Clarity | Crystal Clear | Translucent/Opaque |
| Biocompatibility | Medical/Food Grade | Industrial/Food Grade |
The chemical stability of LSR makes it the preferred material for applications where safety and long-term performance are critical.
Key Takeaway: LSR provides the highest level of material purity and performance, especially for products intended for medical, baby, or food-contact use.
Can you use these methods for complex overmolding?
LSR injection molding is the gold standard for overmolding because it can be injected at lower temperatures and pressures than solid rubber, protecting sensitive plastic or metal inserts. You might ask Why is liquid silicone rubber (LSR) tooling so expensive?, but when you see a silicone handle perfectly bonded to a plastic tool, you are seeing the result of that complex engineering.

Multi-material LSR bonding
LSR can be overmolded onto a wide range of substrates, including PA, PBT, and even electronics. This allows for a chemical bond that is nearly impossible to separate.
- Creates waterproof seals around inserts.
- Combines rigid support with soft-touch feel.
- Eliminates secondary assembly steps.
Limitations of compression overmolding
Overmolding in a compression press is risky. The high heat and manual “squishing” of the material can easily crush or deform plastic inserts.
Check this out:
Most high-volume overmolding projects for toothbrushes or surgical tools use LSR because it’s the only way to guarantee a consistent, non-destructive bond.
| Overmolding Factor | LSR Injection | Compression Molding |
|---|---|---|
| Bond Strength | High (Chemical) | Moderate (Mechanical) |
| Insert Safety | High (Low Temp options) | Low (High Pressure/Heat) |
| Design Freedom | Unlimited combinations | Very limited |
The ability to create complex, multi-material parts in a single process is one of the most powerful advantages of the LSR route.
Key Takeaway: For waterproof seals or soft-grip handles, LSR injection overmolding is the most reliable and cost-effective manufacturing method.
How does design complexity influence your choice?
Design complexity dictates the molding method, as LSR injection can handle thin walls, undercuts, and intricate internal geometries that would be impossible to fill with solid rubber. When you ask Why is liquid silicone rubber (LSR) tooling so expensive?, it is often because your design requires “moving parts” within the mold to create these complex features.
Handling undercuts and thin walls
LSR flows like a liquid, meaning it can reach the deepest corners of a mold. This allows designers to push the boundaries of what a silicone part can do.
- Wall thicknesses as low as 0.25mm.
- Intricate internal channels for fluidics.
- Complex undercuts that “pop” off the mold.
Prototyping and design iterations
Because compression tools are cheaper, they are often used for “bridge tooling” to test a design before committing to the final LSR mold.
Make no mistake:
If your design is still changing, starting with an expensive LSR tool is a major risk, as even small changes can require a complete tool rebuild.
| Design Feature | LSR Injection | Compression Molding |
|---|---|---|
| Min. Wall Thickness | 0.2mm – 0.5mm | 0.8mm – 1.0mm |
| Undercut Handling | High (Via slides/air) | Low (Manual pulling) |
| Geometric Detail | Sharp, crisp edges | Rounded, softer edges |
Choosing the right process at the start of the design phase can prevent a “design for manufacturing” (DFM) nightmare later on.
Key Takeaway: The more complex and delicate your part design, the more likely you will need the advanced capabilities of LSR injection molding.
What is the best molding method for your project?
The best method is the one that balances your current production volume with your long-term quality and cost goals. You now understand Why is liquid silicone rubber (LSR) tooling so expensive? and why that investment is often the smartest move for growing brands.

When to choose injection molding
You should choose LSR injection if your project is moving into mass production or requires the highest possible level of precision and cleanliness.
- Volumes over 10,000 units.
- Medical or baby products.
- Complex overmolding or thin-wall designs.
When to choose compression molding
Stick with compression molding if you are still in the testing phase or if your part is a simple, heavy-duty industrial component with low annual demand.
The bottom line:
Efficiency is about selecting the right tool for the job, not just the most advanced one.
| Scenario | Recommended Process | Primary Reason |
|---|---|---|
| High-End Wearable | LSR Injection | Finish and Comfort |
| Industrial Gasket | Compression Molding | Low Cost / Simple |
| Surgical Tool | LSR Injection | Purity and Bonding |
By aligning your manufacturing process with your business stage, you ensure a sustainable path to success.
Key Takeaway: Evaluate your volume and quality requirements first; LSR is an investment in scale, while compression is a tool for simplicity and speed-to-market.
We have explored the critical trade-offs between LSR injection and compression molding, from the high precision of automated tooling to the low-cost accessibility of manual presses. Whether you are launching a medical device or a consumer wearable, choosing the right partner ensures your project moves from drawing to delivery without quality drift. At HuaLin Silicone, we specialize in high-precision manufacturing that protects your brand’s reputation. Contact us today to receive a professional DFM review and see how our 15 years of expertise can bring your custom silicone vision to life with zero-defect quality.
FAQ
Can I switch from compression to LSR later?
Yes, but be prepared for a complete redesign of your tooling and potentially the part itself. Because LSR requires a closed-mold system and different shrinkage rates, you cannot simply use a compression mold in an injection machine.
What’s the best method for medical parts?
LSR injection molding is the industry standard for medical components due to its flash-free precision and closed-loop cleanliness. It minimizes human contact and prevents the contamination risks associated with manual compression processes.
How do I know if my design needs LSR?
If your design features wall thicknesses below 0.5mm, intricate internal channels, or requires overmolding onto plastic, LSR is likely necessary. Additionally, if the part is highly cosmetic and cannot have a visible, rough parting line, LSR is the only viable path.
What’s the best way to reduce flash?
The most effective way is to invest in high-precision LSR injection tooling with integrated vacuum venting and cold runner systems. These features ensure the mold stays perfectly sealed during high-pressure injection, resulting in a clean edge.
Can I use LSR for very large silicone parts?
It is possible, but the cost of the injection machine and the massive mold often makes it price-prohibitive compared to compression molding. Large items like oven mats or industrial seals are typically better suited for compression presses.