
LSR injection molding provides superior precision and high-volume efficiency, while compression molding offers a lower entry cost for simple, large-format silicone parts. Selecting the wrong manufacturing process often leads to excessive flash, inconsistent dimensions, and secondary labor costs that erode your profit margins. You might find yourself frustrated by high initial quotes, asking Why is liquid silicone rubber (LSR) tooling so expensive? before realizing the long-term ROI of automation. HuaLin Silicone eliminates these risks through expert DFM guidance and a dual-capability factory that optimizes your production route for performance and budget.
What are the core differences in silicone molding?
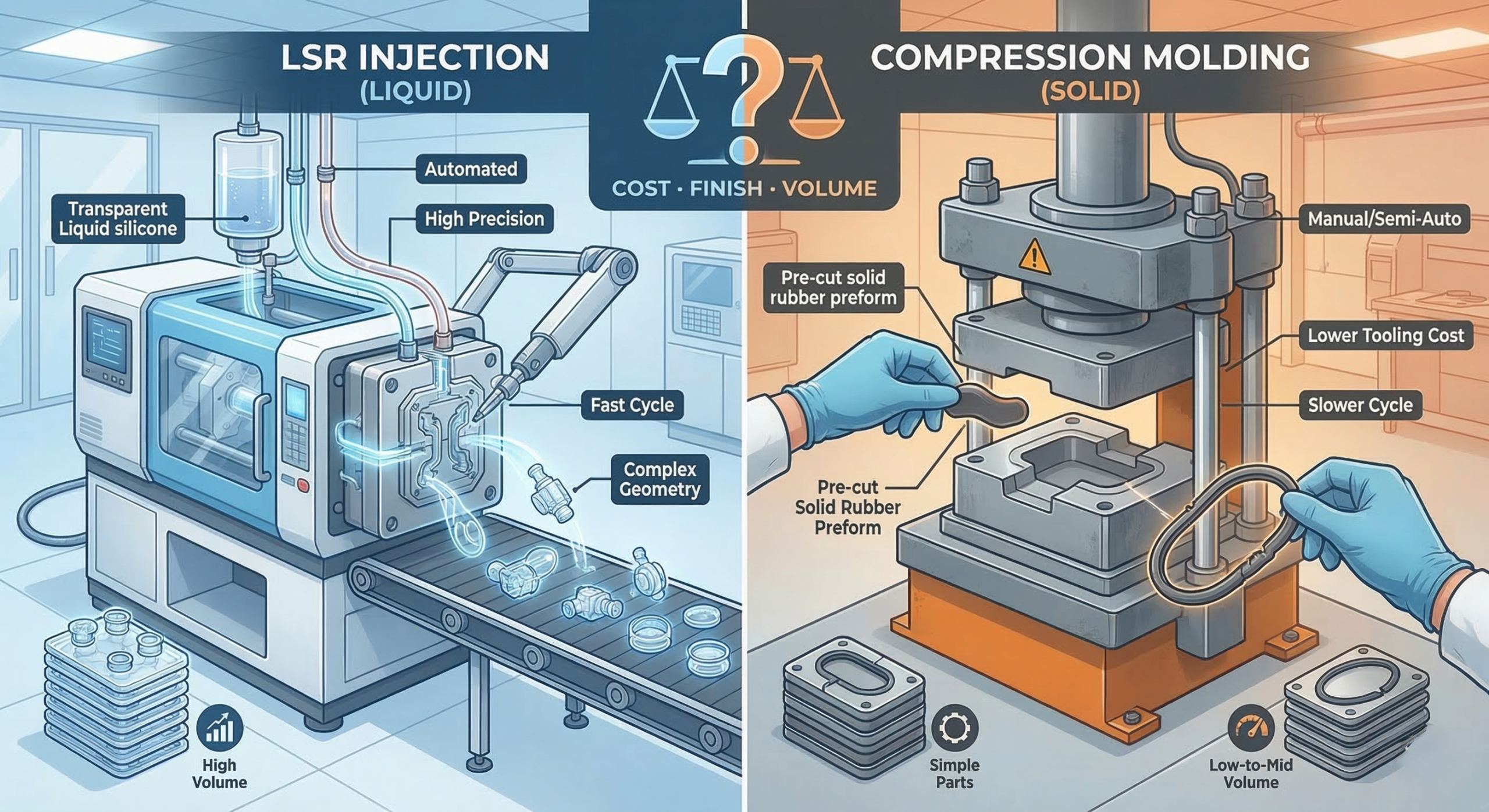
The primary difference is the state of the raw material and the delivery method, with LSR being a liquid-injected automated process and compression using solid rubber preforms. Many B2B sourcing managers wonder Why is liquid silicone rubber (LSR) tooling so expensive? when they first compare these methods. The liquid process requires specialized pumping and mixing equipment that isn’t necessary for solid rubber pressing.
Automation and Material Flow
Look:
- Injection molding utilizes a closed-loop system for consistency.
- Compression molding requires manual placement of material.
- Liquid silicone cures faster than solid gum stock.
- Automated ejection reduces human handling errors.
The DEAL IS: while compression molding is the traditional choice for basic gaskets, the liquid injection process is designed for modern, high-precision manufacturing. This shift toward automation ensures that your parts are identical from the first shot to the millionth.
Key Takeaway: Understanding material delivery is the first step in choosing between a high-speed automated line and a manual, cost-effective press.
| Feature | LSR Injection | Compression Molding |
|---|---|---|
| Material Form | Two-part Liquid | Solid Gum (HCR) |
| Automation | Fully Automated | Manual / Semi-Auto |
| Curing Speed | Very Fast | Moderate to Slow |
The choice between these methods sets the foundation for your entire production workflow and quality standards.
Why is LSR tooling more costly than compression?
LSR tooling is significantly more expensive because the molds must be liquid-tight, crafted from high-grade stainless steel, and integrated with complex cold runner systems. When engineers ask “Why is liquid silicone rubber (LSR) tooling so expensive?”, they are often looking at the cost of precision engineering. These molds must withstand high-pressure injection without leaking a single drop of low-viscosity liquid silicone.
High-Grade Steel and Precision
Here is the deal:
- Hardened steel resists the wear of thousands of cycles.
- Cold runner systems prevent material waste in the nozzle.
- Precise venting prevents air traps in the cavity.
- Complex ejector pins ensure parts are removed without damage.

Compression molds are much simpler, often consisting of just two plates without intricate internal mechanisms. Because they don’t need to be liquid-tight, the fabrication time and material costs are substantially lower.
Key Takeaway: The upfront investment in LSR tooling pays for itself through reduced waste and higher cycle counts.
| Tooling Aspect | LSR Injection Mold | Compression Mold |
|---|---|---|
| Material | Hardened Stainless Steel | Standard P20 or Steel |
| Complexity | High (Internal Actions) | Low (Cavity/Plate) |
| Lead Time | 4 – 8 Weeks | 2 – 4 Weeks |
Higher tooling costs are a direct reflection of the mold’s ability to produce finished parts without secondary labor.
How does production volume affect your unit cost?
Production volume is the ultimate decider for cost-efficiency, as LSR injection molding offers lower unit prices at scale despite the high initial tooling investment. You must ask Why is liquid silicone rubber (LSR) tooling so expensive? and compare that to the per-part savings achieved through high-speed automation. At low volumes, the tooling cost makes injection molding prohibitive, but at 10,000 units or more, the ROI becomes undeniable.
Economies of Scale in Silicones
Believe it or not:
- Automation reduces the “labor per part” metric to nearly zero.
- Multi-cavity injection molds multiply output without extra staff.
- Compression molding labor costs remain flat regardless of volume.
- Material waste in compression molding drives up unit costs.
For a run of 500 parts, compression molding is almost always the winner because the cheap tooling spreads easily across the small batch. However, for mass-market consumer electronics or medical supplies, the speed of injection molding slashes the price per piece.
Key Takeaway: Project your total annual volume to determine if the high tooling cost will eventually result in a lower total cost of ownership.
| Volume Category | Preferred Method | Unit Cost Trend |
|---|---|---|
| < 1,000 units | Compression | Low Tooling Risk |
| 10k – 100k units | LSR Injection | Lowest Unit Price |
| 100k+ units | LSR Injection | Maximum Efficiency |
The transition point between these methods usually occurs when labor savings outweigh the amortized tooling cost.
Which method produces a superior surface finish?
LSR injection molding produces a vastly superior surface finish with virtually zero flash, whereas compression molding always results in visible parting lines. When you stop asking “Why is liquid silicone rubber (LSR) tooling so expensive?” and look at the aesthetic results, the value becomes clear. To prevent system leaks and ensure a premium feel, the seamless quality of injection molding is the industry standard.
Flash Management and Aesthetics
Look:
- Injection molds close BEFORE the material enters.
- Compression molds close ON TOP of the material.
- Flash in LSR is typically under 0.1mm.
- Compression parts often require manual deflashing.

The problem with compression molding is that excess rubber “squishes” out of the sides, leaving a ridge that must be trimmed. This trimming process can leave unsightly scars on the part surface, which is unacceptable for medical or skin-contact products.
Key Takeaway: Injection molding is essential for cosmetic parts where a seamless, high-quality “as-molded” finish is required.
| Finish Factor | LSR Injection | Compression Molding |
|---|---|---|
| Flash Presence | Negligible | Moderate to High |
| Secondary Labor | Not Required | Trimming Required |
| Cosmetic Quality | Premium / Seamless | Industrial / Visible Seams |
Eliminating secondary trimming labor is one of the biggest hidden savings of the injection molding process.
Can compression molding match LSR for precision?
Compression molding cannot match the dimensional precision of LSR injection, which is capable of holding tolerances as tight as ±0.1% for critical assemblies. If you are developing medical grade silicone parts, the question of Why is liquid silicone rubber (LSR) tooling so expensive? is answered by the need for perfect repeatability. In a high-pressure injection environment, the material fills every corner of the cavity with consistent force.
Precision and Tolerance Control
Here is the deal:
- Injection machines use microprocessors for shot control.
- Compression relies on the operator’s skill in weighing preforms.
- Thermal expansion is more predictable in closed-mold LSR.
- Shrinkage is easier to control in liquid systems.
Consistency is the hallmark of LSR; once the process is dialed in, the variance between parts is nearly non-existent. Compression molding, however, can see part-to-part differences based on how the material was manually loaded into the mold plates.
Key Takeaway: Choose injection molding for parts that must interface perfectly with plastic or metal housings in complex assemblies.
| Precision Metric | LSR Injection | Compression Molding |
|---|---|---|
| Typical Tolerance | ±0.1% | ±0.5% to ±1.0% |
| Repeatability | Extremely High | Moderate |
| Wall Thickness | Thin (< 0.5mm) | Thicker (> 1.0mm) |
Tight tolerances reduce assembly failures and ensure your final product functions exactly as designed.
What material options exist for these processes?
Both methods utilize high-quality silicone, but LSR offers unique properties like optical clarity and ultra-low durometers that are difficult to achieve in solid form. You might still wonder “Why is liquid silicone rubber (LSR) tooling so expensive?”, but consider that LSR allows for the creation of crystal-clear lenses and soft-touch wearables. Compression molding is restricted to High Consistency Rubber (HCR), which is more akin to a solid gum.
Material Performance and Purity
Look:
- LSR is a platinum-cure system for high purity.
- HCR (Compression) can use peroxide or platinum cures.
- Optical LSR can replace glass in lighting applications.
- Compression is better for very high-durometer industrial rubbers.

The DEAL IS: if your application requires a material that won’t yellow over time or needs to be extremely soft (below 10 Shore A), LSR is your only viable path. Solid silicone used in compression molding is excellent for standard gaskets but lacks the advanced performance of liquid grades.
Key Takeaway: Material selection should drive your molding choice if clarity, purity, or specific softness is a functional requirement.
| Property | Liquid Silicone (LSR) | Solid Silicone (HCR) |
|---|---|---|
| Transparency | Crystal Clear | Translucent / Opaque |
| Hardness Range | 05 to 80 Shore A | 30 to 80 Shore A |
| Purity Level | Medical / Food Grade | Industrial / Standard |
Advanced material properties often justify the higher investment in liquid-capable production lines.
How do cycle times impact your total throughput?
LSR injection molding offers significantly faster cycle times—often curing in one-third the time of solid rubber—dramatically increasing your factory throughput. You must realize Why is liquid silicone rubber (LSR) tooling so expensive? is partly due to the speed it unlocks; faster cycles mean more parts per day from a single machine. While a compression cycle might take several minutes, an LSR shot can be finished in seconds.
Throughput and Efficiency
Believe it or not:
- LSR cures rapidly upon contact with the heated mold.
- Automated part removal eliminates “press idle” time.
- Solid rubber requires a longer dwell time to vulcanize.
- Multi-cavity injection molds can output 600+ parts per hour.

In a 24-hour production window, an LSR machine can out-produce a manual compression press by a factor of ten. This massive throughput is what makes injection molding the only choice for high-demand consumer goods or mission-critical industrial components.
Key Takeaway: High throughput slashes lead times and allows you to respond faster to market demand or supply chain shifts.
| Throughput Metric | LSR Injection | Compression Molding |
|---|---|---|
| Average Cycle | 30 – 90 Seconds | 3 – 8 Minutes |
| Parts Per Hour | Hundreds | Dozens |
| Setup Time | Higher (Automated) | Lower (Manual) |
Speed in production is directly correlated with your ability to capture market share and manage inventory.
Does design complexity dictate the molding method?
Design complexity is a major driver, as LSR injection molding allows for thin walls, intricate undercuts, and variable thicknesses that compression cannot handle. When designers ask “Why is liquid silicone rubber (LSR) tooling so expensive?”, they are often looking at the cost of managing complex geometries within the mold. Compression molding is best suited for simple, flat, or bulky parts where material flow isn’t a challenge.
Complex Geometries and Filling
Here is the deal:
- Liquid silicone flows like water into tiny crevices.
- Solid rubber requires force to fill intricate features.
- Injection molding supports wall thicknesses below 0.5mm.
- Compression molding prefers uniform, thick cross-sections.
Look: if your part has internal ribs, complex sealing lips, or variable thicknesses, a solid preform will likely fail to fill the cavity properly. This leads to “short shots” and air bubbles, which are far less common in the pressurized, liquid environment of an injection machine.
Key Takeaway: Review your CAD files early; if the part is intricate, skip compression and move directly to an LSR design.
| Design Feature | LSR Injection | Compression Molding |
|---|---|---|
| Intricate Detail | Excellent | Limited |
| Thin Walls | Supported | Not Recommended |
| Large/Bulky Parts | Challenging | Ideal |
Designing with the molding process in mind prevents expensive tooling re-works and production delays later.
Which process is better for multi-material parts?
LSR injection molding is the clear champion for multi-material parts, enabling overmolding onto plastic or metal inserts within a single automated cycle. Many engineers ask Why is liquid silicone rubber (LSR) tooling so expensive? because they need to bond silicone directly to a rigid housing. The controlled temperatures and pressures of injection molding allow for precise bonding without melting the underlying plastic component.
Overmolding and Assembly
Look:
- LSR overmolding eliminates the need for manual gluing.
- Controlled injection prevents the displacement of inserts.
- Compression molding heat can deform sensitive plastic inserts.
- Automated overmolding ensures a 100% airtight bond.
The DEAL IS: by combining silicone and plastic in one mold, you reduce your assembly steps and eliminate potential leak paths. This is vital for waterproof electronics and medical devices that must withstand sterilization or harsh environments.
Key Takeaway: Overmolding saves significant assembly costs and improves the structural integrity of the final product.
| Feature | LSR Overmolding | Manual Assembly |
|---|---|---|
| Bond Strength | Chemical / Permanent | Mechanical / Adhesive |
| Assembly Steps | One (Integrated) | Multiple (Post-Molding) |
| Leak Risk | Near Zero | Higher |
Integrated manufacturing through overmolding is the most efficient way to produce complex, high-performance assemblies.
How should you choose the right partner factory?
The right partner must possess both LSR and compression capabilities to provide an unbiased recommendation based on your specific project needs. When you finally understand “Why is liquid silicone rubber (LSR) tooling so expensive?”, you need a partner who won’t push you into a more expensive process if compression would suffice. A factory with in-house tooling can further reduce the financial sting of high-end LSR molds by eliminating middleman markups.
Evaluating Manufacturer Capability
Look:
- Do they have cleanroom facilities for medical parts?
- Is there an in-house engineering team for DFM support?
- Can they handle both prototyping and mass production?
- Do they offer secondary services like laser marking or coating?
Finding a partner like HuaLin Silicone ensures that your project is evaluated from a cost-performance perspective. We help you transition from compression-molded prototypes to injection-molded mass production as your business grows, ensuring you never overpay for quality.
Key Takeaway: A full-service manufacturing partner reduces supply chain friction and ensures technical accountability across the entire product lifecycle.
| Criteria | Ideal Partner | Budget Vendor |
|---|---|---|
| Tooling | In-House / Precision | Outsourced / Basic |
| Processes | LSR & Compression | Single Capability |
| QC Standards | ISO 9001 / IATF 16949 | Standard / Minimal |
The value of a manufacturing partner is measured by their ability to solve technical problems before they reach your assembly line.
*
CTA
Ready to optimize your silicone production? Whether you need the precision of LSR injection or the cost-efficiency of compression molding, HuaLin Silicone provides the engineering expertise to scale your project without quality risks. From in-house tooling to stable mass production, we help B2B buyers launch faster and smarter—contact us today for a free DFM review and custom quote.
FAQ
- Can I switch from compression to LSR injection later in the project?
Yes, but you will need new tooling. Since LSR uses liquid and compression uses solid rubber, the mold designs are completely different and not interchangeable. It is often wise to start with compression for market testing and move to LSR for scaling. - What’s the best way to handle very large silicone mats or sheets?
Compression molding is the better choice for large-format parts. Large injection molds are extremely expensive and often exceed the “shot size” capacity of standard machines, making compression more economical for bulky items. - How do I know if my design is too complex for compression molding?
If your part has wall thicknesses below 1.0mm, intricate internal ribs, or requires high-transparency materials, it is likely too complex for compression. Solid rubber cannot fill tiny features as reliably as pressurized liquid silicone. - Can I use the same silicone material grade for both processes?
No, you cannot. LSR is a two-part liquid system (A and B) designed for injection pumps, whereas HCR is a solid, dough-like material designed for manual placement. While they share chemical similarities, their processing requirements are unique. - Is the lead time for LSR tooling longer than compression?
Yes, typically. Because LSR molds require high-grade steel, liquid-tight seals, and complex cooling/heating channels, the design and machining time is usually twice as long as a standard compression tool.